鋅錳系磷化工藝的研究
2019-06-19 11:52:18李艷霞安徽江淮汽車集團股份有限公司技術中心安徽合肥230601
上海涂料 2019年3期
關鍵詞:工藝
李艷霞 (安徽江淮汽車集團股份有限公司技術中心,安徽合肥 230601)
0 引言
隨著人們環保意識的提高和國家環保法規的嚴格執行,鎳的污染問題逐漸被人們重視起來,無鎳磷化工藝的研究開發也成為一個熱點[1-3]。以鈷替代鎳,其經濟性較差;以銅替代鎳,難以實現工藝過程的穩定控制,而鋅錳系無鎳磷化工藝具有操作簡單,工藝穩定,成本較低的特點,逐漸引起人們的重視。
通過研究表明,鋅錳系無鎳磷化膜的性能可以滿足陰極電泳要求,而通過對其現場使用情況的監控,表明磷化工藝和磷化膜性能均具有良好的穩定性,展現出了較好的應用前景。
1 試驗部分
1.1 基材處理
基材選用SPCC冷軋鋼板,尺寸為150 mm×70 mm×0.5 mm。磷化板制備流程:脫脂(45 ℃,2 min)→自來水水洗→表調(常溫,0.5 min,pH:8±0.5)→磷化(浸泡并擺動,45 ℃,2.5 min,pH :2.8~3.3)→水洗→純水洗→吹干。兩種不同磷化工藝的主要參數見表1。

表1 兩種磷化工藝的主要參數Table 1 Main parameters of two phosphating processes
1.2 涂膜制備
電泳涂層制備流程:將制備好的磷化板用蒸餾水潤濕,電泳試驗工藝參數:電壓160 V,溫度30 ℃,電泳時間3 min。電泳后試板用蒸餾水沖洗干凈,在烘干爐中于165~170 ℃烘烤30 min,自然冷卻后存放在干燥器內,試板涂膜厚度在18~22 μm。
1.3 測試及表征
1.3.1 磷化膜重
用質量法測定磷化膜膜重。將樣板放入5%CrO3溶液中,于75 ℃浸泡15 min,去除磷化膜,根據除去膜層前后的質量差求出單位面積的膜重(g/m2)。
1.3.2 磷化膜外觀形貌
采用JSM-5610 LV型掃描電子顯微鏡(JEOL)分析得到磷化膜的晶像照片。
1.3.3 磷化膜“P比”[4]
采用D/MAX-RB型 X射線粉晶衍射儀(Rigaku)測得磷化膜的XRD(X射線衍射)圖,Cu靶材,電壓:40 kV,工作電流:50 uA。其中Zn2Fe(PO4)2·4H2O的(100)晶面的X射線衍射強度記作S1,Zn(3PO4)2·4H2O(020)晶面的X射線衍射強度記作S2,則磷化膜的“P比”=S1(/S1+S2)×100%。
1.3.4 磷化膜的電泳溶出率
分別取3塊試板,置于干燥器中干燥2 h后稱重,記作W1;將稱重后的磷化板進行陰極電泳→蒸餾水洗→環己酮浸泡(室溫,10 min,除去漆膜)→蒸餾水洗→吹干→冷卻,在干燥器中干燥2 h后稱重,記作W2;用71~82 ℃鉻酸溶液處理10~15 min,除去磷化膜,沖洗吹干后稱重,記作W3,則磷化膜的電泳溶出率(η)=(W1-W2)/(W1-W3)×100%。計算3塊試板的平均值,作為此磷化膜的電泳溶出率。
1.3.5 附著力
將電泳板用QFH劃格器(1 mm)劃十字,用3M膠帶測試漆膜的附著情況。
1.3.6 抗沖擊性能
將電泳板用CJ型漆膜沖擊實驗器進行沖擊試驗,載荷5 kg,落體高度50 cm。
1.3.7 耐鹽霧性能
使用YWX/Q-250B鹽霧腐蝕試驗箱對磷化后的電泳試板按ASTM B 117—2003標準進行耐鹽霧測試。將電泳板四邊封蠟,中心劃“×”型,鹽霧試驗500 h,經剝離處理,測定單邊剝離寬度以及試板的銹蝕程度,按ASTM D 1654—2005進行評價。
1.3.8 重金屬鎳含量的檢測
按照GB 19910—1989,采用丁二酮肟分光光度法測定重金屬鎳的含量。
2 結果與評價
2.1 磷化膜膜重
薄而致密的磷化膜較好,薄膜的力學性能好,同時電泳時吸附的涂料少,易獲得光亮平整的涂膜,而且薄的磷化膜電泳溶解量小,有利于電泳槽液的穩定。按照電泳涂裝磷化膜的一般技術指標,冷軋板磷化膜膜重在1.5~3.0 g/m2為宜。在本試驗中,用多塊試板質量法測定磷化膜重,求平均值(g/m2),無鎳磷化膜膜重平均值為2.26 g/m2,而普鋅磷化膜膜重較重,為4.05 g/m2。
2.2 磷化膜結晶形貌
磷化膜的結晶形貌見圖1。由圖1可見,鋅錳系無鎳磷化膜結晶形狀較為規則,呈均勻粒狀,孔隙率較小,磷化膜晶粒尺寸為3~4 μm;而普鋅磷化膜結晶晶粒為枝狀和片狀,晶體尺寸范圍為40~60 μm。

圖1 磷化膜的掃描電鏡照片(×2 500)Figure 1 Scanning electron micrograph of phosphating film
2.3 磷化膜“P比”
對磷化膜作膜片的X射線衍射分析,得到磷化膜的X射線衍射圖,見圖2。圖2結果顯示,2種磷化膜的構成成分主要為磷酸鋅和磷酸鋅鐵的晶體。無鎳磷化工藝的磷化膜中磷酸鋅鐵相較多(d=0.884 nm);普鋅磷化膜中磷酸鋅相較多(d=0.904 nm)。通過衍射強度計算“P比”,無鎳磷化膜的“P比”達94.6%,而普鋅系磷化膜中未見有磷酸鐵相產生。高“P比”的磷化膜與電泳配套,漆膜具有較高的耐腐蝕性和附著力。陰極電泳涂裝磷化膜“P比”的技術指標為>85%,無鎳磷化膜的“P比”能夠滿足要求。
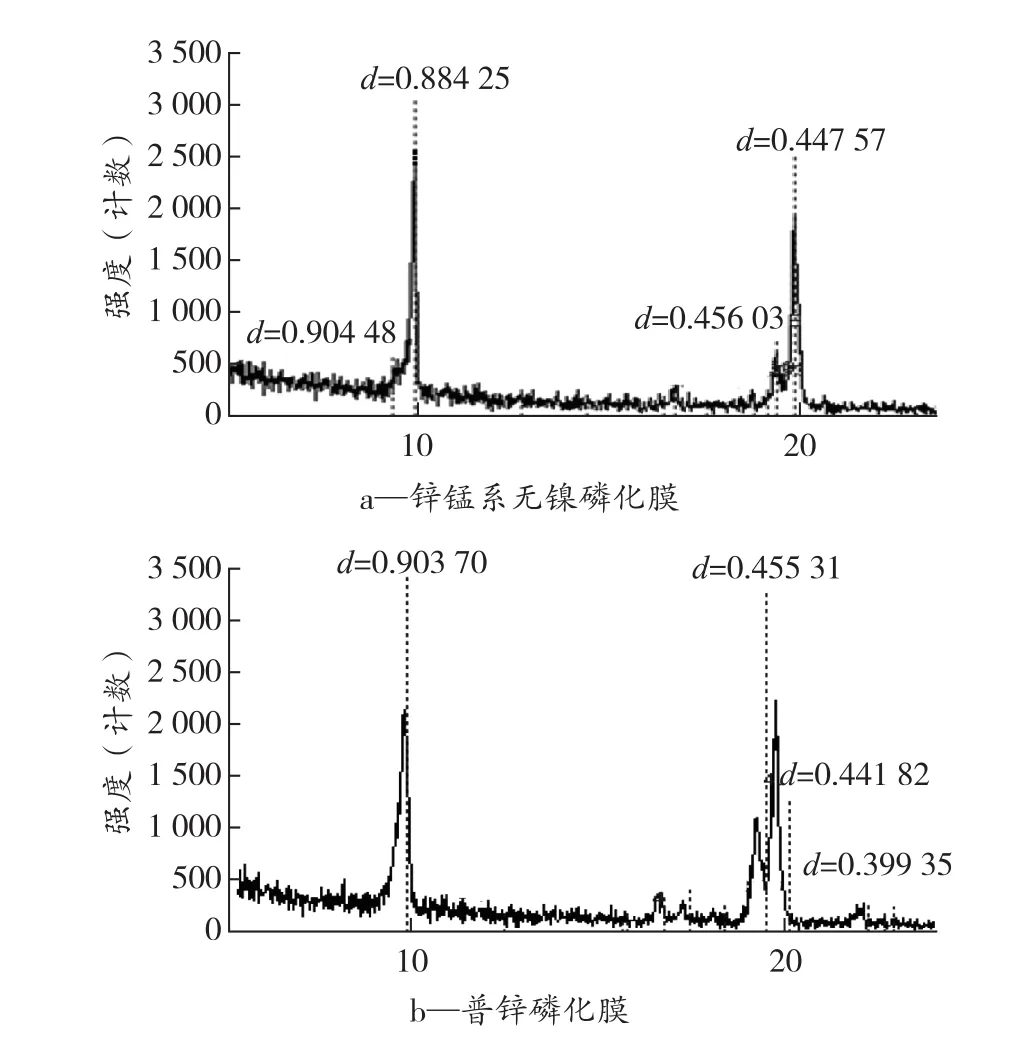
圖2 磷化膜的XRD圖Figure 2 XRD pattern of phosphating film
2.4 磷化膜陰極電泳溶出量與溶出率
磷化膜陰極電泳溶出率研究實際是考核磷化膜的耐堿性能。因為進行陰極電泳時,工件的磷化膜與電泳液的界面為堿性(pH約12~13左右),磷化膜中的某些晶體結構會產生溶解。如果產生大量溶解,既破壞了磷化膜的完整性和致密性,又污染了沉積的電泳漆膜。所以磷化膜電泳溶出率越大,產生的負面影響越大。陰極電泳溶出率一般要求<5%。磷化膜的電泳溶出量與電泳溶出率見表2。由表2可知,無鎳磷化膜的陰極電泳溶出量和溶出率均很小。

表2 磷化膜的陰極電泳溶出量和溶出率Table 2 Cathodic electrophoresis dissolution amount and rate of phosphate film
2.5 與陰極電泳漆配套附著力
經測試,經過電泳的無鎳磷化板和普鋅磷化板十字交叉部位基本沒有被膠帶破壞,附著力均為0級,即無鎳磷化膜和普鋅磷化膜與陰極電泳涂層的結合力均較好。
2.6 抗沖擊強度
抗沖擊強度也是考察涂裝磷化質量的一項重要指標,用來檢測磷化膜的物理力學性能,從而測定涂膜在使用過程中因磕碰而產生剝脫的情況。磷化膜配套陰極電泳漆的抗沖擊強度測試結果見表3。由表3可見,沖擊后的無鎳磷化試板反面沖擊點不產生放射狀裂紋和脫落,正面無起泡,這說明其與陰極電泳漆配套的漆膜抗沖擊性能較好。而普鋅磷化膜在抗沖擊強度測試中,背面產生了放射狀裂紋。

表3 磷化膜配套陰極電泳漆的抗沖擊強度Table 3 Impact strength of cathodic electrophoretic paint supporting phosphating film
2.7 耐鹽霧腐蝕性能
對陰極電泳后的試板進行500 h的耐鹽霧試驗,試驗結果見圖3。由圖3可見,無鎳磷化試板表面無起泡現象,劃“×”處單邊腐蝕寬度< 0.5 mm,磷化膜耐腐蝕性能良好,能夠滿足陰極電泳配套耐鹽霧腐蝕的一般要求。

圖3 樣板磷化后電泳經500 h鹽霧試驗后的照片Figure 3 Photograph of phosphating and electrophoresis sample after 500 h salt spray test
3 應用
3.1 現場工藝
將此鋅錳系無鎳磷化工藝投槽于某零部件陰極電泳涂裝線,采用步進式輸送,人工+程控電葫蘆控制。工藝流程如下:脫脂→表調→磷化→水洗→純水洗→電泳。
3.2 質量控制與槽液監測
為更好地監控槽液的情況,每個月定期對槽液成膜的陽離子濃度進行取樣檢測,同時測試膜重。處理的工件材質大部分為冷軋板,部分為熱軋板。槽液體積約25 m3,每個月處理量58 000 m2左右,磷化液平均消耗20.8 g/m2,促進劑消耗約2.18 g/m2。槽液成膜陽離子含量變化表見表4。

表4 槽液成膜陽離子含量變化表Table 4 Tank liquid film cation content change table
投產正常運行3個月后,現場取樣進行晶相及“P比”檢測,結果表明,鋅錳磷化膜結晶晶體呈粒狀,晶粒大小均為3~4 μm,且較為均勻規則,“P比”>85%。
3.3 鎳的監測
對車間排放的廢水進行監測,未檢測到鎳金屬排放。通過專業檢測部門分析,日常排放漂洗水中無鎳的檢出,而GB 8978—1996《污水綜合排放標準》中一類污染物排放規定的鎳的濃度為1.0 mg/L。
4 結語
此鋅錳磷化工藝與陰極電泳的配套性良好,具有很好的附著力、耐濕熱性、抗沖擊性、耐鹽霧性能,能夠滿足與陰極電泳配套性能的一般技術要求,可以應用于汽車、摩托車零部件的前處理磷化工藝。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52