壓鑄模具排溢系統的設計
2019-06-16 02:02:56張耀雄
設備管理與維修 2019年14期
關鍵詞:設計
張耀雄
(湛江德利車輛部件有限公司,廣東湛江 524043)
0 引言
壓鑄技術是一項先進工藝,已有較長歷史,主要用于生產鋁合金、鋅合金、鎂合金、銅合金等有色金屬零件,摩托車及汽車發動機的油底殼、缸體,箱體、節流閥體、發動機支架等零件應用較為廣泛,主要原理為通過壓鑄機將合金(鋁、鋅、鎂、銅合金等)在高速、高溫、高壓等條件下注入模具,其成型產品稱為壓鑄件,成型壓鑄件的模具稱為壓鑄模。壓鑄模是進行壓鑄生產的主要工藝設備,在經濟批量生產中,鑄件質量合格率高低,作業循環快慢、都與壓鑄模有很大關系,壓鑄模在試模生產中常會出現飛邊毛刺、欠鑄、冷隔、變形、粘模、拉傷、起皮、內部氣縮孔等質量缺陷。發生這些缺陷時,首先應調整壓鑄工藝,調查設備,檢查模具分型面配合等,其次重新檢討模具內澆口設計是否合理。如果壓鑄工藝、壓鑄設備及模具內澆口等關鍵影響因素都排除后仍無法解決,那么壓鑄模具的排溢系統應該是后續的主要改善方向。
1 排溢系統的作用及結構設計
排溢系統是熔融金屬填充型腔的過程中,排除空氣,容納殘留涂料,及最初填充冷合金的通道與地方,對鑄件的質量起著極其重要的作用,主要由渣包、渣包口、排氣槽3 部分組成。
渣包的作用主要有以下7 個。
(1)容納壓鑄最初填充過程中產生的冷合金液,同時與排氣槽配合引出模具型腔內的氣體,加強排氣效果。
(2)引導壓鑄合金填充流態分布,可減少鑄件局部填充缺陷,避免發生紊流。
(3)可把鑄件關鍵部位的氣縮孔,冷隔轉移到非關鍵部位,減少質量風險。
(4)調整模具溫度不均勻分布,特別是鑄件重量體積小,填充末端模溫難以達標時,設置渣包也能升高及平衡模溫。
(5)可以增大包緊力。
(6)可以調整型腔金屬液的壓力。
(7)防止金屬液進入排氣槽。
在設計渣包時,應充分考慮它的目的和作用,而且最重要的是采用符合各種目的、條件、形狀和大小的渣包,甚至1 個渣包可起到2 個以上作用。
通常設置在合金液最后沖擊或最后充填的部位,以及合金液匯流、易裹入氣體和產生渦流的部位,或鑄件過厚、過薄的部位(圖1),渣包總容積占型腔體積的20%~50%。
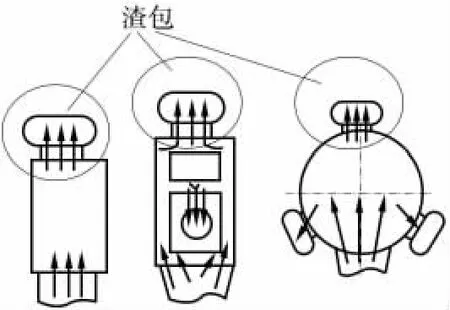
圖1 渣包示意
2 渣包口的作用及設計原則
渣包口的作用主要是連接鑄件及渣包,也是排氣的主要通道之一。
(1)在一個單獨的渣包上不應開設多個渣包口,以免金屬液產生倒流。
(2)一般情況下模具渣包口的截面積設計為內澆口截面積的30%~60%,盡量留有一定調整余量。
(3)渣包口與壓鑄件的連接處應設計成R0.3~0.5 圓角或設計成倒角C0.3~0.5,以免去渣包時鑄件掉肉。
(4)鋁合金渣包口厚度一般為(0.8~2.0)mm,鋅合金一般(0.6~1.0)mm。
(5)渣包口長度一般為(2.0~3.0)mm,寬度一般為(8.0~12.0)mm。
3 排氣槽設計主要原則
3.1 壓鑄模排氣槽的主要作用
排氣槽的主要作用有2 個:一是在壓鑄填充特別是低速填充時,排出熔杯及模具型腔內氣體;二是及時排出脫模劑、沖頭顆粒在高溫下產生氣體(圖2)。在壓鑄成型過程中,若模具排氣不良,型腔內的氣體受壓縮將產生很大的背壓,阻止合金液正常的高速充填,而且氣體還容易被包裹在鑄件內部,這樣會造成深腔部位的充填不足和內部的大量氣孔,鑄件厚壁部位,特別是在填充末端部位對模具排氣槽更要合理設計。一般來說,排氣槽的截面積要達到內澆口截面積的20%~40%左右,建議30%為佳。
在壓鑄毛坯上如沒有表面質量缺陷,鑄件內部切開沒有明顯的氣縮孔,壓鑄件上沒有泄漏現象,一般可認為模腔內的排氣槽設計是合理的。根據多年的壓鑄模調試改善及總結,排氣槽截面積最好在設計范圍內逐步調大,不要一次到位,否則會造成模具飛邊、毛刺等缺陷。
3.2 排氣槽的具體設計原則
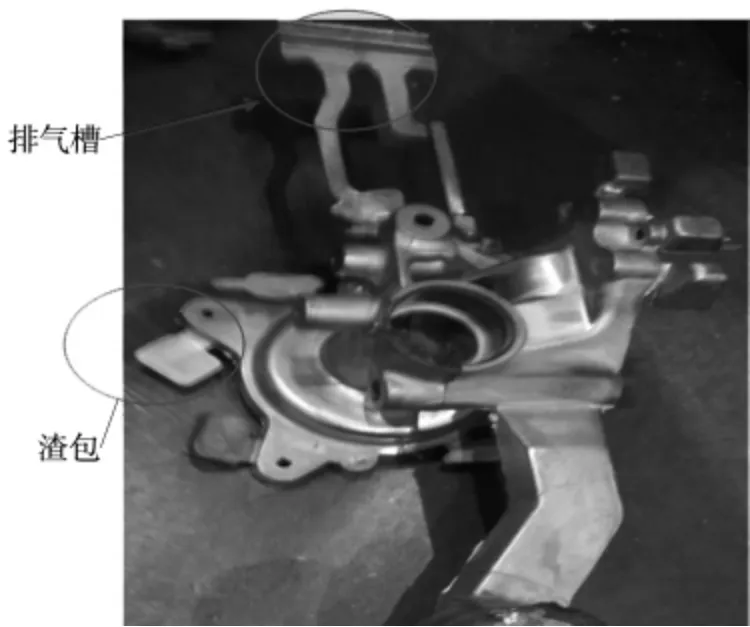
圖2 排氣槽示意
(1) 一般排氣槽與渣包口有一定錯開,以免過早封閉排氣槽,減弱排氣功能。
(2)排 氣槽截面積不小于內澆口截面積的20%,而且不能大于渣包口截面積。
(3)原 則上要增加排氣槽截面積時,可增加寬度或增加數量,盡量不增加厚度。
(4)排氣槽應便于清理。
(5)避免相互貫通回流。
(6)排氣槽設計時應預留有20%~30%的修正量。
(7)排氣槽開設不能直接向模具兩邊直開,應有曲折再引出。
3.3 排氣槽開設方法
根據不同模具,模具排氣槽的開設有不同方式,但最終目的是將模具型腔內氣體盡最大量排出。模具排氣槽的開設方式主要有以下8 種。
(1)從渣包上下左右方向直開排氣槽連通模板,簡稱直排,排氣槽深度最好≤0.12 mm,否則排氣槽會流進部分合金液,將排氣槽堵死。
(2)從鑄件外形直接引出排氣槽,該方式缺點是會導致飛邊毛刺,增加后道清理工序和成本。
(3)從滑塊底部引出排氣槽,該方式在鋅合金模具比較常見,鋁合金模具不提倡,滑塊底下排氣槽深度建議不超過0.1 mm,否則易發生小毛刺,導致運動滑塊卡死、尺寸超差,甚至裂開。
(4)簡易排氣塊方式,一般使用場合是鑄件內部氣縮孔質量要求較高,該方式排氣效果比普通直排好,缺點是會對壓鑄設備鎖模力要求提高,不利于減少回爐料重熔成本,同時會增加模具飛料風險,該方式也經常在排氣通道末端堵塞,對設計水平要求較高。
(5)通過頂桿開設排氣槽,但現在壓鑄行業對成本要求越來越苛刻,頂桿排氣雖然有一定效果,但會發生孔口毛刺,相應增加后處理處理成本,同時頂桿硬度、表面處理及配合間隙設計要非常合理,否則模具生產過程中經常發生頂出發卡,模具故障頻繁,成本較高。
(6)在一些深腔部位,填充過程過易產生局部背壓,氣體不易排出,往往在深腔底部開設排氣型芯,型芯端面及配合段設計4 個方向的小排氣槽,該方式缺點也是會增加清理毛刺成本,但對細小深腔排氣效果明顯。
(7)通過滑塊配合間隙形成自然排氣通道,該方式對模具制造精度高,制造成本有一定增加。
(8)通過在排氣通道末端開設抽真空排氣,有簡易抽真空和精密抽真空2 種方式。其中,簡易抽真空又有排氣塊簡易抽真空及油缸抽芯抽真空2 種方式,排氣塊抽真空成本低,設計簡單,但易流入合金液堵死排氣通道,一些廠家用高度傳熱材料制作排氣塊,但成本過高,現階段沒有成熟推廣,易堵塞問題目前還沒有更好的解決方法。精密抽真空排氣方式效果良好,但無論是模具制造成本,還是使用維修成本都偏高,不利于大范圍推廣使用。排氣道開設不合理,無論是對產品質量還是模具飛料、飛邊、毛刺的改善,都是百害無一利。
4 結論
一套設計合理的壓鑄模具排溢系統,可降低壓鑄機鎖模力、降低鑄造填充壓力、速度、加大工藝調整范圍,對鑄件質量提高、模具飛料風險減少、模具故障減少、模具維修成本降低、停工臺時減少、生產效率提高等都有顯著效果。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
