偏心襯套的更換技巧
2019-06-16 07:38:54
探索科學(學術版) 2019年11期
石家莊海山實業發展總公司 河北 石家莊 050000
一、引言
在飛機結構修理時,經常遇到偏心襯套因孔徑超差、磕傷等原因需進行更換。下面從偏心襯套的結構特點、襯套的分解、工裝夾具的選用及襯套的餃孔,共四方面來講解偏心襯套更換技巧。
二、偏心襯套的結構特點
飛機結構活動連接部位處的主要承力接頭、支臂、梁上的襯套很多都是通過大型的制造桁架工裝配餃形成終孔,故很多襯套為偏心襯套。如機身與機翼連接交點上的襯套、前起落架梁上的襯套、方向舵與垂直尾翼連接交點處的襯套等均需配餃成終孔。示列:某型飛機前起落架安裝處原機舊襯套為偏心襯套,襯套周緣壁厚的厚度不同,見圖1。新襯套為非偏心新襯套,襯套周緣壁厚相同,見圖2。新襯套更換后需鉸至成偏心襯套。
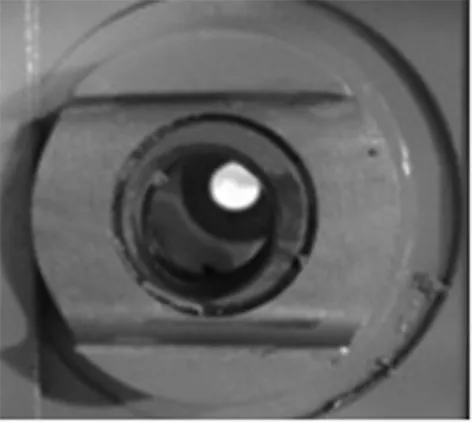
圖1 原機上的舊襯套(偏心襯套)
圖2 新襯套(非偏心襯套)
三、襯套的分解經驗
3.1 在分解舊偏心襯套時要作好標示 架次標示、左右標示、上下標示并將襯套壁厚的最厚部位在構件的相應部位作好標示,見圖3示例。避免偏心襯套換新時安裝位置發生錯誤,安裝位置發生錯誤會造成裝配故障。示例:某型飛機前起落架安裝處的偏心襯套裝反將會造成:前輪偏斜、前起落架上鎖機構上鎖、開鎖故障,直接影響飛行安全。。
3.2 當兩個偏心襯套同時需進行更換時,要逐個進行分解更換,原因為:需借用另外一方的舊襯套進行定位引孔,確保同軸度。
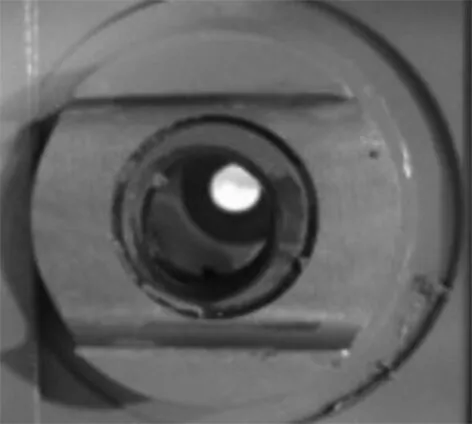
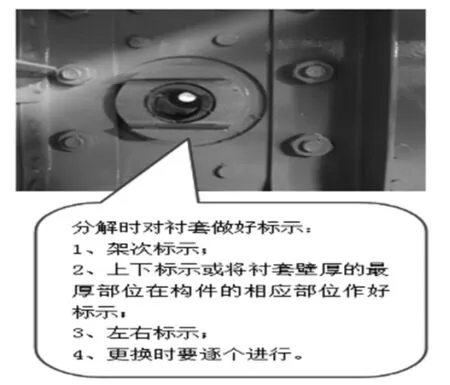
圖3 偏心襯套分解時要作好的標示
四、工裝夾具的選用
4.1 工裝夾具的構成 由專用鉸孔工裝夾具、導向軸及專用鉸刀三部分組成,其各部分的組成連接及功用。
4.2 導向襯套(導向軸)的選用經驗
1)選用導向軸(導向襯套)時需對原機舊孔進行測量,避免由于原機孔有超差現象造成導向軸(導向襯套)與原機孔不匹配,致使導向不準確。
2)設計制作導向軸(導向襯套)時可根據襯軸實際超差情況制作多個尺寸精度的導向軸(導向襯套),便于根據測量后的舊孔尺寸進行選配相適應的導向軸(導向襯套)。
3)導向襯套與帶導向鉸刀的配合原理同上,導向襯套與帶導向鉸刀的配合。要輕開輕扣,通過維護方式的改進來延長鉚釘的使用壽命。
注意1:專用工裝的設計制作時需保證導向軸、導向襯套及鉸刀的精度與原機舊襯套孔的精度相同,或略高于原機襯套孔的精度。
注意2:由于原機個別孔的尺寸有可能與圖紙不相符,所以設計制作前要對與原機相連接構件上的孔進行測量。從而保證設計制作的導向襯套與原機相連接構件上的孔的尺寸精度相同,實現需換新零件的精準定位及制孔精度。
五、襯套的餃孔經驗
1.當襯套的加工余量過大時,可通過導向襯套對新襯套進行擴鉆孔,或委托鏜孔,但必須留有0.3mm~0.5mm的余量,然后再用餃孔工裝進行進一步的餃孔,以確保襯套的同心度。
2.偏心襯套餃孔后,會將原襯套孔處的倒角餃掉,餃孔完成后要對有安裝要求制倒角的襯套進行補充加工。若忘記將會造成安裝螺栓根部R角處與襯套孔邊緣發生裝配干涉,引發裝配應力故障。
3.偏心襯套安裝餃孔后,對有同軸度檢查要求按技術要求進行同軸度檢查,對無同軸度檢查要求的進行驗裝,確保裝配協調性。
六、技巧推廣效果
1.利用此種偏心襯套的更換技巧,可廣泛應用于各型飛機結構上偏心襯套的更換。總結提煉出的經驗方法能夠很好的減少人為差錯,保證了飛機的維修質量,各機型均可使用,極具推廣價值。
2.此種引制孔方法還可廣泛應用于各型飛機主要承力接頭、支臂、梁在換新時的定位及螺栓孔的引制孔。