海上風電機組基礎Y型管節點焊接應力分析
2019-06-14 01:49:18施勇姜貞強李玉剛王濱
風能 2019年4期
關鍵詞:焊縫
文|施勇,姜貞強,李玉剛,王濱
生死單元法是指如果模型中加入或刪除材料,模型中相應的單元就“存在”或“消亡”,單元生死選項用于在上述情況下殺死或重新激活選擇的單元。在具體問題中,單元的生死狀態可以由Ansys的計算數值決定,如溫度、應力或應變等。基于生死單元的焊接熱源加載模型就是利用Ansys技術,用生熱率的形式來模擬熱量的輸入,從而模擬焊接過程。本文選取海上風電機組樁基基礎常見的結構Y型焊接管節點為研究對象,運用Ansys對焊接溫度場和殘余應力場進行三維實時動態模擬研究,通過生死單元法,逐步激活單元并施加熱量,從而實現熱源的移動,得到任意時刻的溫度場和應力場。對焊接殘余應力結果進行分析,得到焊接殘余應力的分布特點。
焊接過程模擬
焊接過程中一般無外力作用,殘余應力主要由焊接過程中不均勻熱循環作用引起,所以焊接瞬態溫度場的計算是進行焊接殘余應力分析的前提,將瞬態溫度場的節點作為體荷載加到結構的應力分析中,從而得到焊接過程的瞬態應力場及最終的殘余應力場。
因高溫及溫度劇烈變化,焊接過程中材料的熱物理性能改變將導致傳熱過程嚴重非線性;此外,焊接過程中還涉及金屬的熔化、凝固、液固相傳熱以及相變潛熱等現象,極為復雜,因此本文分析只考慮主要的影響因素。對Y型節點的殘余應力的研究作幾點簡化:簡化構件幾何支座和加載條件;將非線性熱彈性-粘塑性模型簡化為熱彈塑性模型;忽略應力應變場對溫度場的影響,只考慮溫度場對應力場的單向耦合;忽略缺陷和裂紋的影響;認為材料的屈服服從米塞斯屈服準則,塑性區內的行為服從塑性流動準則和強化準則;假定與溫度有關的應力應變在微小的時間增量內線性變化。
對于焊接過程來講,在熔焊的條件下,由熱源傳遞給焊件的熱量,主要是以輻射和對流為主,而母材和焊條獲得熱能后,熱的傳播則是以熱傳導為主。焊接傳熱過程所研究的內容主要是焊件上的溫度分布及其隨時間的溫度變化問題。因此,焊接溫度場是以熱傳導為主。由于高度集中的瞬態熱量輸入,在焊接過程中和焊接完成后將產生相當大的焊接應力和變形。焊接應力和變形計算是以焊接溫度場的分析為基礎,同時考慮焊接區溫度場變化對應力應變場的影響。
焊接溫度場的模擬
假設焊縫數值模擬初始環境溫度為30℃,不考慮熔池焊接過程的相變潛熱,焊接熱源以生熱率的方式施加,構件與周圍環境只進行對流換熱。
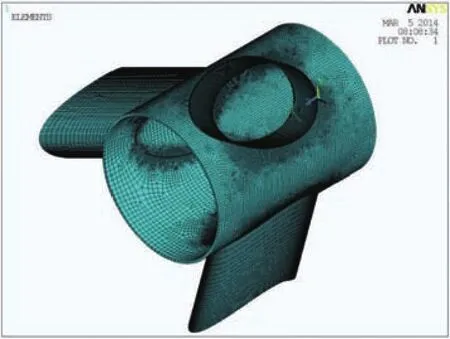
圖1 常見的三樁導管架中的Y型管節點及網格劃分
一、建立幾何模型
海上風電機組樁基結構中Y型焊接管節點起主要支撐作用,此種焊接管節點在海上風電機組樁基中較為常見。主管外焊接三個支管,本示例主管直徑φ630cm×8cm,支管直徑φ260cm×4.4cm,其幾何模型和單元劃分情況如圖1所示。
二、網格劃分
溫度場在焊縫及其附近分布十分不均勻,應加密網格;遠離焊縫區域溫度變化相對較小,可以適當減少網格的數量。本文網格劃分采用映射網格,焊縫區單元尺寸大小控制在4mm左右,遠離焊縫區域的單元尺寸控制在20mm左右。熱分析單元采用三維八節點六面體單元SOLID70,焊縫及周圍采用三維二十節點六面體單元SOLID90,以便在結構分析時轉化為結構單元SOLID95,模擬焊縫熔化。
最終,我的答案是假如有人將這只天下大第一壺送給我,我不要,白送我也不要。或有人說:它的做工很精致呀,是由10余名工匠歷時7個多月制成的。是的,可這又怎么樣?既然無用,精制與粗制就沒有什么區別。在廢品上雕上畫還是廢品。或有人說,用掉上乘紫砂土1.5噸呢。是的,可這又怎么樣?既然同樣無用,材料是上乘的還是低劣的就沒有什么區別。或有人說,它是當今世界最大的紫砂壺,是天下第一壺呀。是的,可最大又怎么樣?天下第一又怎么樣?無用的最大就是最大的無用。天下第一壺就是天下第一無用壺,這有什么值得炫耀的嗎?
三、選擇材料屬性
(一)材料熱物理參數
材料在不同溫度下的線膨脹系數和導熱系數會有明顯的變化,如表1所示。本文在模擬過程中初始溫度場溫度設置為30℃。
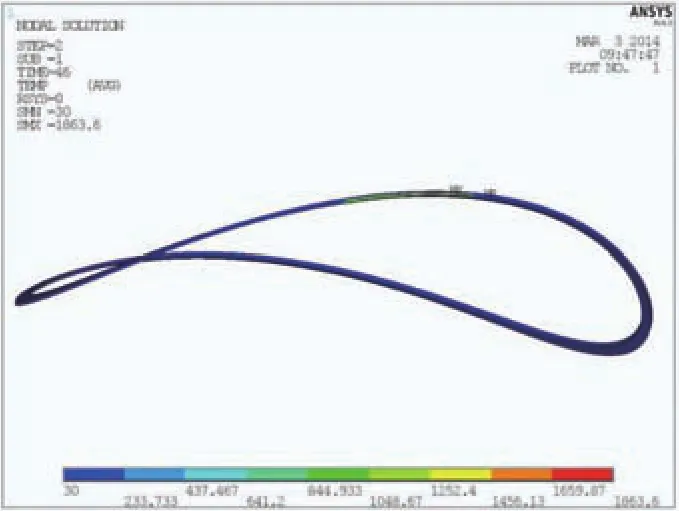
圖2 焊接46s的溫度場

表1 Q345鋼材熱物理性能參數
(二)材料的力學性能參數
材料的力學特性會在不同的溫度時呈現不同的特性,特別是彈性模量和屈服強度的變化很顯著,這對計算結果的影響很大。Q345鋼在不同溫度下的力學性能參數如表2所示。
四、焊接熱源的施加
隨著焊接過程的逐步進行,熱源也在被焊接的構件上不斷移動。可利用Ansys軟件中的APDL語言編程實現這一動態過程:將空間上連續的運動在Ansys中轉化到離散的時間域中,通過設定一定的時間步長,利用循環語句加載即可。將焊縫分為若干段,在各段依次加載內部熱源。當下一段開始加載熱源時,消除上一段施加的熱生成率,將上一段加載所得到的溫度場作為下一次加載的初始條件。依次在各段加載可模擬移動的焊接瞬態溫度場。
五、焊接溫度場的結果
焊接過程分內外兩道焊縫。第一道焊縫完成后,中間冷卻40s,待溫度降至200℃以內時,再進行第二道焊縫的焊接過程。當焊接完成時,冷卻至室溫。圖2為焊接時間為46s時熱源在該處焊縫的溫度場分布情況,可見未焊接的地方溫度維持在30℃,而熱源處溫度達到1800℃以上。由圖3可以看出在第一道焊縫焊接結束冷卻40s后,焊縫處溫度降為200℃以下,即可以開始第二道焊縫的焊接。
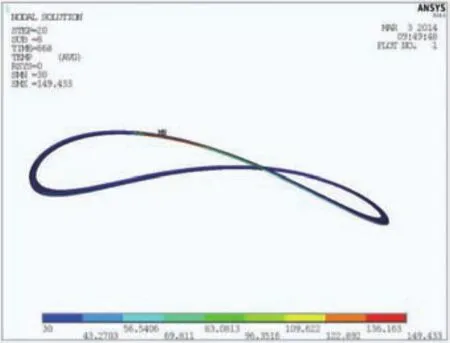
圖3 第一道焊接完成冷卻40s時的溫度場
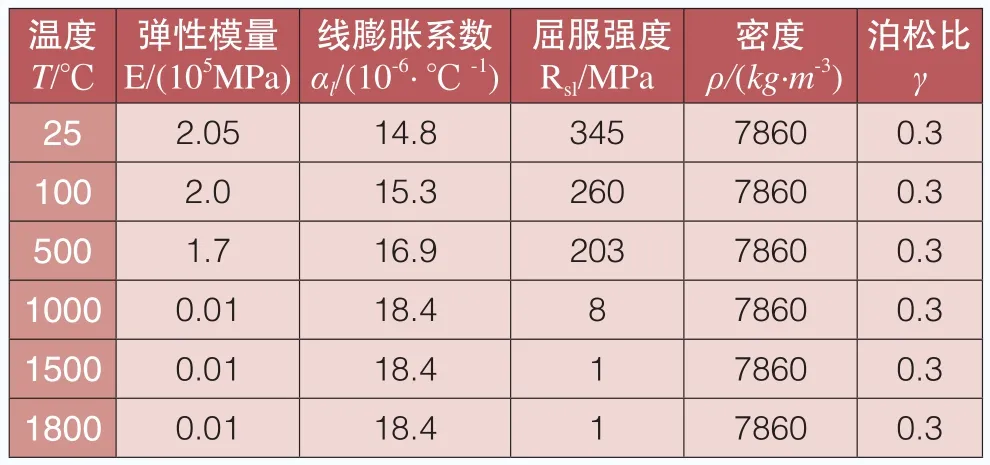
表2 Q345鋼材力學性能參數
圖4為熱源運動過程中焊縫處的溫度場情況,可見熱源處焊縫溫度達到2500℃以上。圖5為冷卻至30℃時的溫度場分布情況,可以看出焊接構件經過1600s冷卻后,結構整體溫度趨于初始溫度。
焊接應力場的模擬
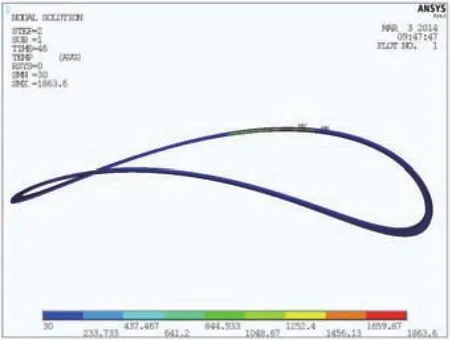
圖4 第二道焊縫焊接460s時的溫度場
在Ansys模擬焊接殘余應力時,需要在確保焊接溫度場正確后,將溫度場的模型轉化為應力求解模型,從而實現焊接應力場的模擬。
焊接應力場和殘余變形計算,不需要再重新建立模型,而是采用溫度場計算時的網格模型,但須將熱單元轉化為相應的結構單元,因此所用的SOLID70和SOLID90單元都有等效的結構單元,分別是SOLID45和SOLID95。
一、約束條件和荷載條件的施加
約束條件的加入是為了確保有限元模型正常計算,不出現可變體系。施加約束條件須適當,不能過強也不能過弱,這樣才能保證焊接過程中應力和變形自由釋放。焊接管節點施加的約束如圖6所示,在主管的左端位置1限制所有的約束;位置2限制其轉角;在支管的位置3限制轉角。
通過Ansys的通用后處理器POST1程序,可以詳細地查看焊接過程中溫度場的變化及對應時間點應力場情況。這是由焊接單元逐步被激活過程決定的,應力場求解單元的激活順序和激活時間要求相同。初始溫度場也設定為30℃。
焊接過程溫度變化大并且溫度梯度也大,可以使焊接金屬處于熔化狀態。結構零應力狀態指不包含應力和應變。這一過程可以采用單元生死技術進行模擬,當溫度場的溫度超過熔點(1500℃)時,將這些單元殺死,激活低于熔點溫度的單元,從而模擬焊接過程的零應力狀態。
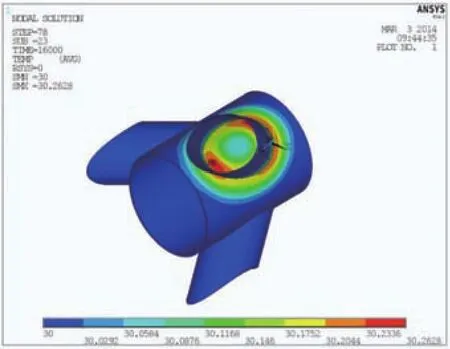
圖5 冷卻接近室溫時的溫度場
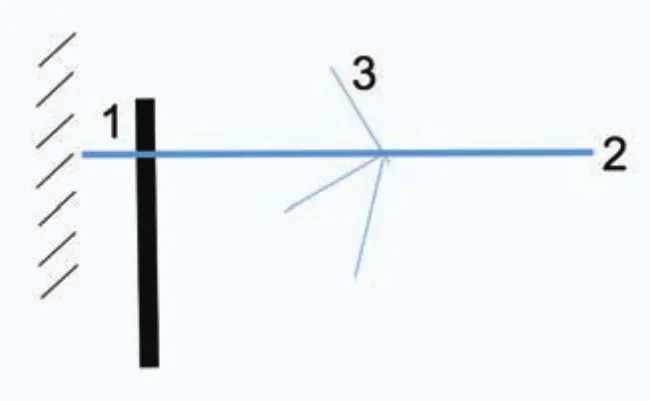
圖6 結構施加的約束
二、焊接應力場的模擬結果
通過Ansys的通用后處理器可以得到焊接開始至冷卻到室溫過程中各個時間點結構上某點的各種應力、應變值或某點的值隨時間的變化情況。本文主要關注焊接殘余應力的分布情況,因此重點提取了冷卻至室溫時整個構件的應力值。
圖7是冷卻至室溫時整體的焊接應力分布情況。可見焊接殘余應力主要集中在焊縫周圍,且應力值接近Q345鋼的屈服強度,遠離焊縫位置的焊接應力迅速衰減。
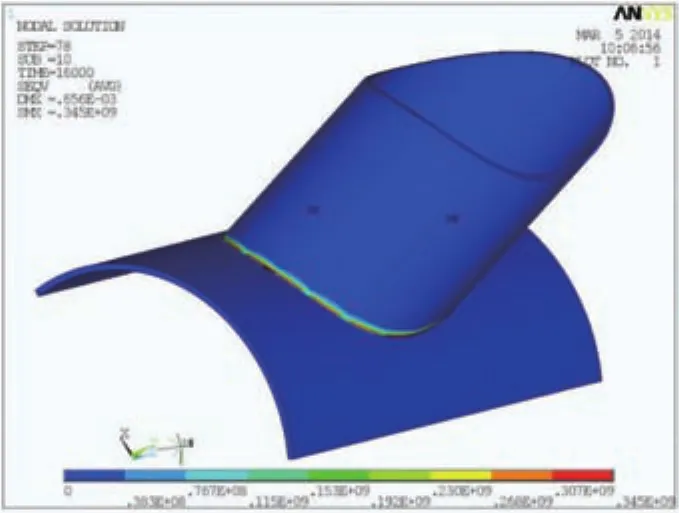
圖7 冷卻至室溫時整體的焊接應力
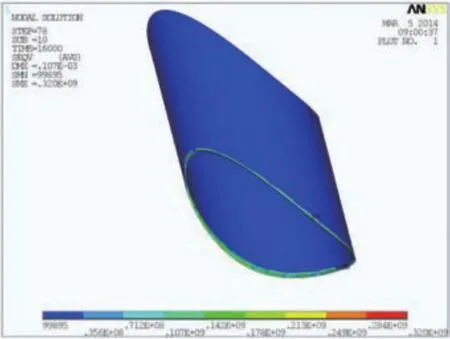
圖8 冷卻至室溫時支管的焊接應力場
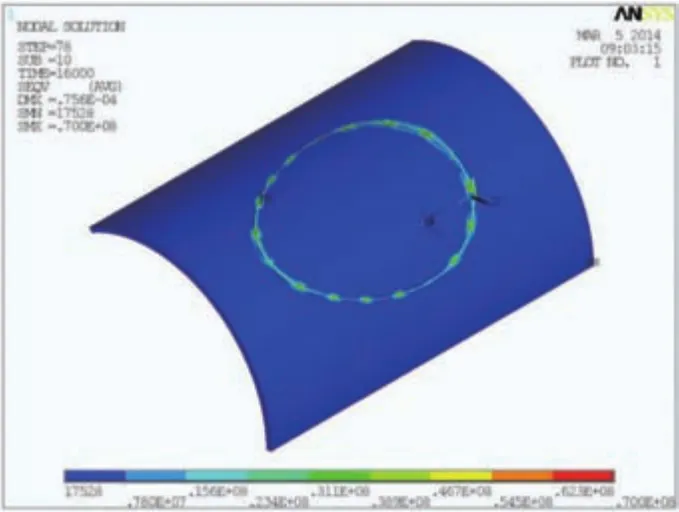
圖9 冷卻至室溫時主管的焊接應力場
焊接殘余應力分析
由焊接應力場模擬結果圖7可以看到焊接殘余應力主要集中于焊縫周圍,遠離焊縫的區域焊接殘余應力急劇減小。因此焊接殘余應力數值分析集中于沿焊縫環向分布情況和沿主管軸向過焊縫突變情況,后者主要表明焊接過程對原材料的影響。
比較圖8、9與圖7,可以看出與焊縫處的殘余應力相比,支管上焊縫附近的殘余應力大于主管上焊縫附近的殘余應力,且在主、支管連接處有較大的焊接殘余應力分布。
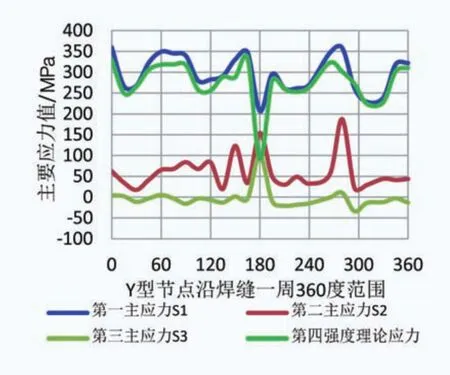
圖10 沿焊縫一周焊接殘余應力
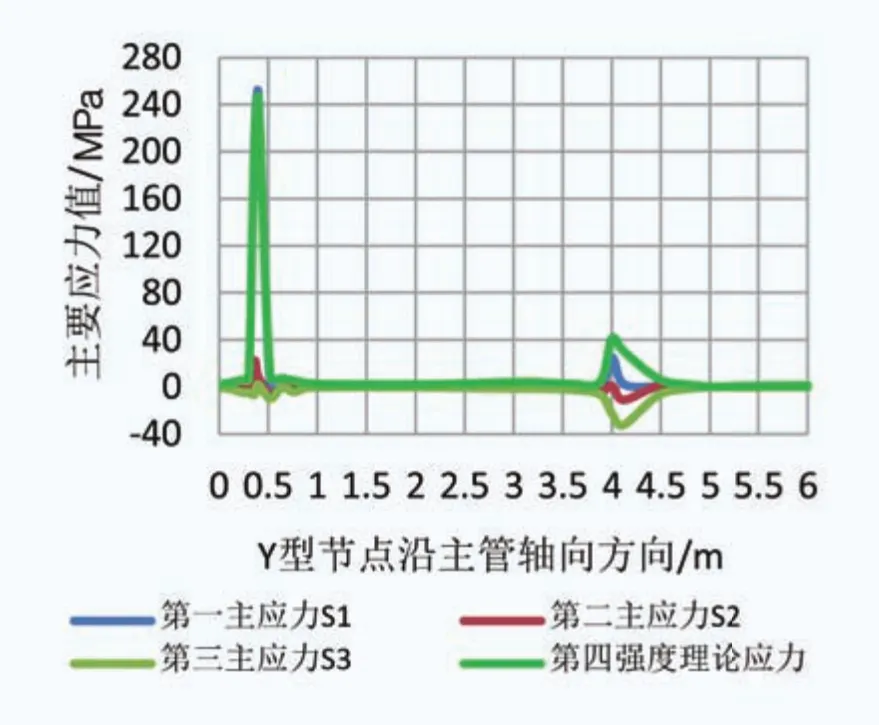
圖11 沿主管軸向過焊縫殘余應力的分布
通過提取焊接殘余應力并進行結果分析,可以得到如圖10、11的焊接殘余應力分布結果。圖10為沿焊縫環向焊接應力分布情況,圖11為沿主管軸向過焊縫焊接應力分布情況。由圖10可以看到沿焊縫的環向應力起伏變化,基本都達到了300MPa(按第四應力強度理論)。第一主應力呈拉應力狀態,數值在260MPa以下,第二主應力呈拉應力狀態,數值在100MPa左右,第三主應力基本處于壓應力狀態,數值很小。由圖11可知,距離焊縫遠的位置,應力值基本降為零;在焊縫位置應力值達到最大,但應力大小并不關于支管中心對稱分布,而是Y型交接處一側數值遠遠大于另一側數值。圖中顯示的應力數值為焊縫邊緣的節點應力值,在焊縫中心焊接殘余應力值基本達到屈服強度260MPa。
結論
本文在Ansys環境下對海上風電機組樁基基礎中常見的焊接結構Y型管節點的焊接過程進行有限元仿真模擬分析,建立了圓管相貫節點焊接溫度場和應力場三維有限元分析模型,模擬計算了焊接過程中的溫度場和焊接應力場的分布情況。得出主要結論如下:
(1)溫度場的分析表明,用單元生死功能并考慮生熱率作為內部熱源的加載方式模擬焊接過程是可行的。(2)應力場采用熱-應力間接耦合法進行,利用單元生死技術實現熔池的移動,焊接熔池部分因為溫度太高,其應力幾乎為零。隨著熱源的移動,熔池不斷向前推進,零應力區域逐漸減小。冷卻過程中,隨著時間的增加,殘余應力趨于穩定。(3)應力場分析表明Y型節點相貫線處存在很大的殘余應力。除了在端部有很小的壓應力外,其余均為拉應力。焊接殘余應力主要集中于焊縫處,遠離焊縫的區域,焊接殘余應力數值急劇減小。

攝影:徐寧
因此,殘余應力對鋼管相貫焊接節點受力性能的影響不容忽視。焊接殘余應力對在線焊接后結構的強度性能產生了較大的影響,故應盡量消除殘余應力。在進行強度性能研究時,宜充分考慮殘余應力的影響。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
