C380CL鋼車輪焊縫開裂原因分析
2019-06-13 02:49:54張明博劉效云高建國薛啟河程玉君
上海金屬 2019年3期
張明博 劉效云 高建國 薛啟河 韓 宇 程玉君
(河鋼股份有限公司承德分公司,河北 承德 670102)
車輪是汽車底盤系統中的承載和保障車輛安全行駛的重要部件[1- 4],不僅承受車輛的負重和自重,還承受橫向力、驅動(制動)扭矩和行駛過程中產生的各種應力。河鋼承鋼生產的C380CL鋼主要用于輪輞,其工藝流程為下料、對焊、刨渣、擴口、滾壓、擴張、氣密性檢測。目前存在的問題是焊接接頭易開裂,即焊后擴口擴張開裂[5],開裂率達4.50%,遠達不到低于0.8%的要求,嚴重影響了車輪的生產效率和制造成本。焊縫開裂的C380CL鋼車輪的宏觀形貌如圖1所示。
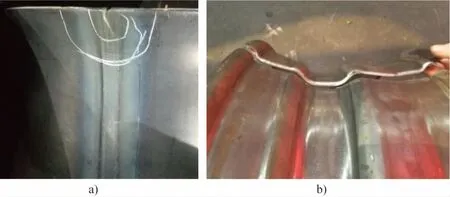
圖1 焊縫開裂的C380CL鋼車輪Fig.1 C380CL steel wheel having cracked weld
為了提高C380CL鋼車輪的綜合性能和成品率,降低車輪的開裂傾向,本文研究了C380CL鋼車輪焊接接頭開裂的原因及改進措施。
1 C380CL鋼焊接接頭開裂原因分析
對車輪用C380CL鋼的碳當量和焊接裂紋感性系數以及焊接接頭的組織進行了研究分析,以揭示車輪焊縫開裂的主要原因。
1.1 C380CL鋼的焊接性能
優化前車輪用C380CL鋼的化學成分如表1所示。由表1可知,河鋼承鋼的C380CL鋼成分主要以Mn強化,未添加Nb、Ti、V等強化元素,其中微量的釩為含釩鐵水煉鋼的余量。
評價金屬材料焊接性能的指標主要有兩個,一是碳當量,二是裂紋敏感性。碳當量是預測材料焊接性能優劣的重要指標。通常,隨著碳當量的增加,材料的淬硬傾向增大,焊接熱影響區越容易產生冷裂紋,即材料的焊接性能惡化。國際焊接學會推薦的碳當量(CE)計算公式如(1)式所示[6]。為使材料具有良好的焊接性能,在保證材料強度和成形性的前提下,設計鋼的成分時應遵循碳當量(CE)最小的原則。
CE(%)=C+Mn/6+(Cr+Mo+V)/5+
(Ni+Cu)/15
(1)
隨著汽車輕量化的發展,汽車用鋼的強度在逐漸提高,微量合金元素的添加[7],使得焊接裂紋敏感性系數(Pcm)也相應增大,勢必對鋼的焊接性能有一定影響。焊接裂紋敏感性系數(Pcm)按式(2)計算[8]。
Pcm(%)=C+Si/30+Mn/20+Cu/20+Ni/60+
Cr/60+ Mo/15+ V/10+5B
(2)
根據表1中的C380CL鋼成分及CE、Pcm計算公式,得出C380CL鋼的CE和Pcm也列于表1。由表1可知,C380CL鋼的CE和Pcm均較高,應在保證力學性能的前提下,優化其成分,降低CE和Pcm,提高其焊接性能。
1.2 C380CL鋼焊接接頭的組織

表1 C380CL鋼的化學成分(質量分數)Table 1 Chemical compositions of the C380CL steel(mass fraction) %
采用閃光對焊工藝焊接C380CL鋼,主要焊接工藝參數為:閃光速度1.3 mm/s,頂鍛留量5 mm,帶電頂鍛時間1.0 s,焊接時間14 s,鉗口間距23 mm。對熔合線、焊縫區、熱影響區及母材的顯微組織進行了檢測,以便分析車輪焊縫開裂的原因。焊接接頭的不同區域分布如圖2所示。檢測了焊縫開裂的焊接接頭的顯微組織,如圖3所示。
由圖3(a)可知,熔合線顯微組織為鐵素體+魏氏組織 +貝氏體。鋼板焊接時焊縫在短時間內發生了熔化- 凝固的過程,鋼液凝固時以樹枝狀方式長大[9],熔合線熔化的金屬首先凝固成奧氏體,新結晶的奧氏體以熔合區粗大的晶粒作晶核并長大,形成粗大的等軸晶粒。隨著溫度的降低,鐵素體從奧氏體中析出,并形成嚴重的魏氏組織。
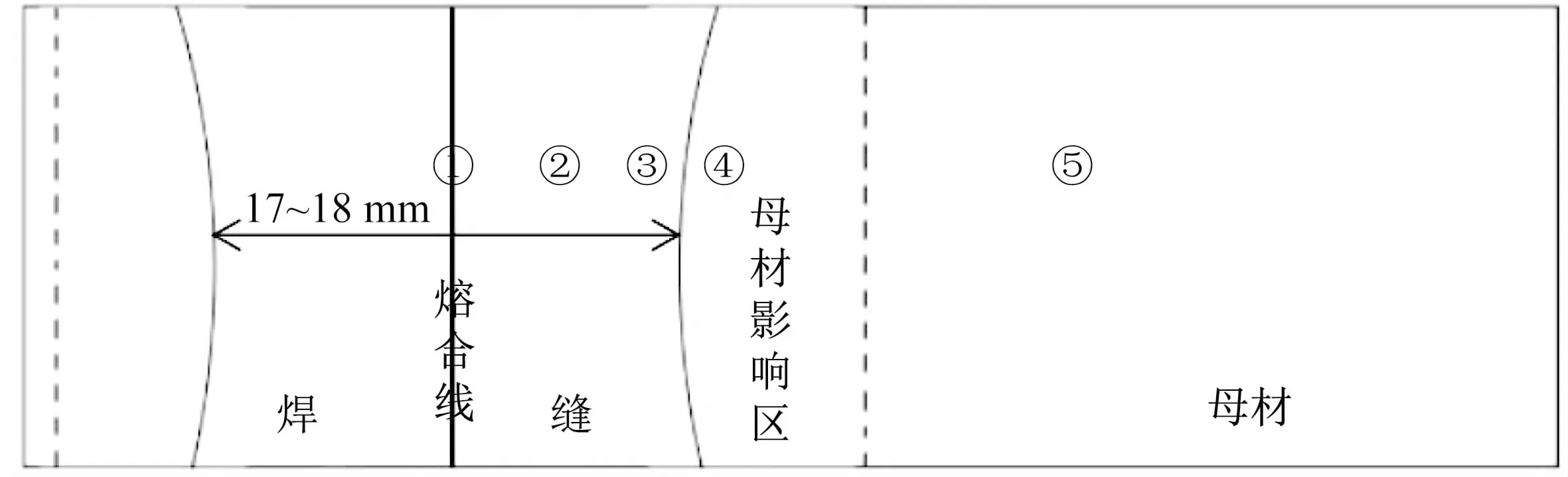
圖2 C380CL鋼焊接接頭中的不同區域Fig.2 Different zones in the welded joint of C380CL steel
由圖3(b,c)可知,焊縫區顯微組織為鐵素體+魏氏組織+珠光體。焊接時焊縫區處于局部熔融狀態,是母材與焊縫的過渡區,該區域組織粗大且不均勻,導致焊后鋼材的強度、塑性、韌性下降,在擴張成形過程中焊縫易開裂。此外,熱影響區帶狀組織是由于錳偏析所致,熱軋時被抑制的帶狀組織會重新顯現。
由圖3(d,e)可知,熱影響區和母材的顯微組織均為鐵素體和珠光體,但母材的晶粒稍粗,晶粒度約9.0級,母材、熱影響區和焊縫區的組織均較粗大。此外,焊縫寬達17~18 mm,且開裂率較高,此前研究認為開裂大多是由于焊接工藝不適用于被焊接材料導致的,因此改進了焊接工藝參數。
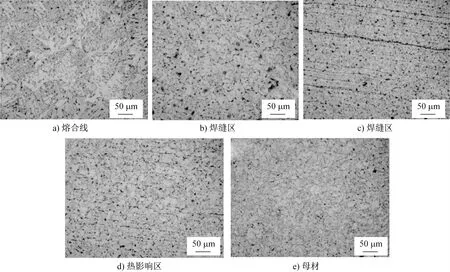
圖3 焊縫開裂的車輪焊接接頭的顯微組織Fig.3 Microstructures of welded joint of the wheel with cracked weld
2 C380CL鋼焊接性能的優化
基于上述C380CL鋼的焊接性能、顯微組織等的分析,C380CL鋼車輪焊接開裂的主要原因是采用錳作為強化元素,導致其CE和Pcm較高,母材晶粒較粗大,以及焊接工藝參數不適用于C380CL鋼。為了改善C380CL鋼的焊接性能,對其成分及焊接工藝參數進行了優化。
2.1 C380CL鋼成分優化
優化C380CL鋼成分的方案:將C、Mn含量分別從0.06%~0.08%(質量分數,下同)和1.0%~1.15%降低至0.05%~0.07%和0.65%~0.75%。降低C、Mn含量會降低鋼的力學性能,為確保其力學性能不致降低,添加了微量的Nb、Ti以使鋼細晶強化,Nb和Ti的加入量為0.015%~0.035%,其余成分基本不變。表2列出了優化前后兩爐次鋼的化學成分。由表2可知,成分優化后C、Mn含量明顯降低,Nb+Ti含量約0.025%,其余成分變化較小。表3為不同成分C380CL鋼的拉伸性能。由表3可知,錳含量適中且以Nb、Ti強化的C380CL鋼的屈服強度、抗拉強度和斷后伸長率與高Mn成分的鋼基本相當,表明其成分優化未影響力學性能。

表2 C380CL車輪鋼優化的化學成分(質量分數)Table 2 Optimized chemical composition of the C380CL steel(mass freation) %
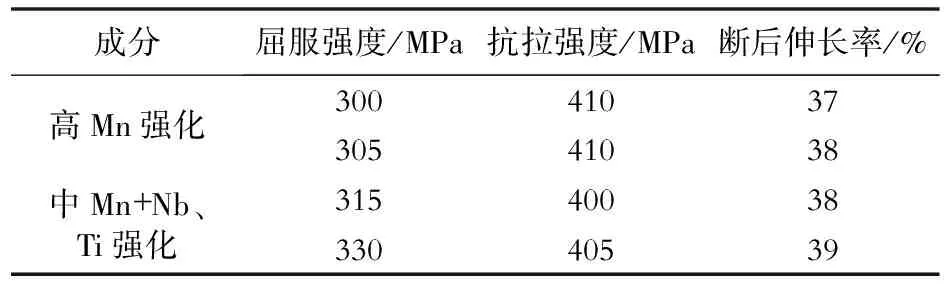
表3 不同成分C380CL鋼的力學性能Table 3 Mechanical properties of the C380CL steels with different compositions
圖4為成分優化的C380CL鋼的顯微組織,為鐵素體+珠光體,晶粒度為10.5級,與優化前的鋼相比,晶粒更加細小,可提高母材的韌性。
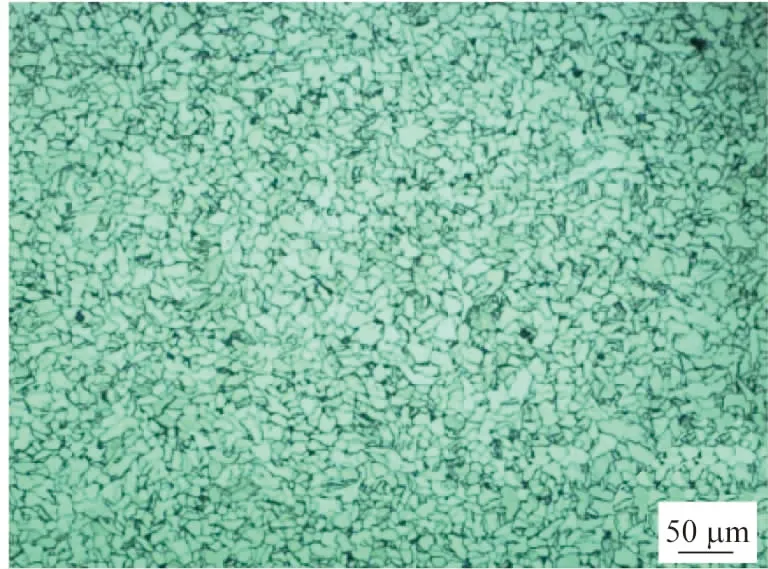
圖4 成分優化后C380CL鋼的微觀組織Fig.4 Microstructure of the C380CL steel with optimized composition
成分優化前、后C380CL鋼的CE和Pcm如圖5所示。由圖5可知,成分優化前、后的平均CE分別為0.257%和0.144%,平均Pcm分別為0.129%和0.074%,CE和Pcm分別降低了0.113%和0.055%,通過降低C、Mn含量,可顯著減小母材的CE和Pcm,改善焊接性能,從而降低焊縫的開裂傾向。此外,錳含量的降低大大降低了焊接區域錳偏析的發生概率,有利于提高車輪焊接接頭的韌性。

圖5 成分優化前、后C380CL鋼的碳當量和裂紋敏感性系數對比Fig.5 Comparison of CE and Pcm of the C380CL steel before and after optimizing composition
2.2 焊接工藝參數的優化
將閃光速度(V閃)從原來的1.2 mm/s提高至1.5 mm/s。V閃的大小與閃光過程是否穩定有關,V閃過小,燒化速率較低,加劇焊接接頭金屬氧化,易產生氧化膜夾層,從而影響焊接質量,還會擴大熱影響區。V閃是加速變化的,焊接剛開始時,工件溫度低,焊接速度較慢;隨著焊接的進行,工件接口處溫度逐漸升高,V閃也相應提高。若不恰當地提高V閃會使工件加熱區變窄,熱影響區溫度梯度增大,焊機的功率也將增大。通常,平均V閃為0.8~1.5 mm/s,最大可取2 mm/s。結合原焊縫的缺點和焊機功率參數,確定最佳的V閃為1.5 mm/s。同時,為避免擴大熱影響區,焊接時間仍為14.0 s。
頂鍛留量是閃光對焊時,考慮焊件因頂鍛縮短而預留的長度,會影響液態金屬、氧化物的排除及塑性變形程度,通常應略大一些,有利于達到焊接質量要求。但過大的頂鍛留量會使金屬纖維失穩而過分彎曲,使接頭金屬纖維的結合由對接變成斜接,降低了連接強度,甚至產生夾層。金屬纖維彎曲角α大于25°時,接頭性能將變差,冷彎時易產生裂紋[10]。應根據輪輞厚度和材料的性能選擇頂鍛留量,輪輞直徑小于40.64 cm時的頂鍛留量約為3.5~6.0 mm,輪輞直徑大于40.64 cm時的頂鍛留量約為7~9 mm,其中有電頂鍛留量約為無電頂鍛留量的0.4~0.6倍,據此確定的頂鍛留量和帶電頂鍛時間為6 mm和1.2 s。延長帶電頂鍛時間有利于擠出液態金屬和氧化物,獲得良好的焊接接頭。
將鉗口間距由原來的23 mm擴大至30 mm。鉗口間距過小,電極熱損大,熱影響區小,塑性區窄,不利于頂鍛。另外,頂鍛時,如鉗口間距過小,則焊渣排除困難,易被粘到鉗口上,使輪輞不易從焊接機取下,影響生產率。鉗口間距過大,頂鍛時易使焊件失穩造成接頭錯口,這在薄板輪輞焊接中尤為明顯。
優化后的C380CL鋼閃光焊接工藝參數為:閃光速度1.5 mm/s,頂鍛留量6 mm,帶電頂鍛時間1.2 s,焊接時間14 s,鉗口間距30 mm。
3 優化前后C380CL鋼車輪的焊接質量對比
圖6為2016年和2017年焊縫開裂的C380CL鋼車輪所占百分率的變化。由圖6可知,2016年C380CL鋼車輪的焊縫開裂率達3.45%~6.01%,平均為4.50%;成分和焊接工藝參數優化后,2017年車輪焊縫開裂率僅為0.39%~0.80%, 平均為0.55%,降低了近4.0%,表明鋼的成分和焊接工藝參數優化是合理的。
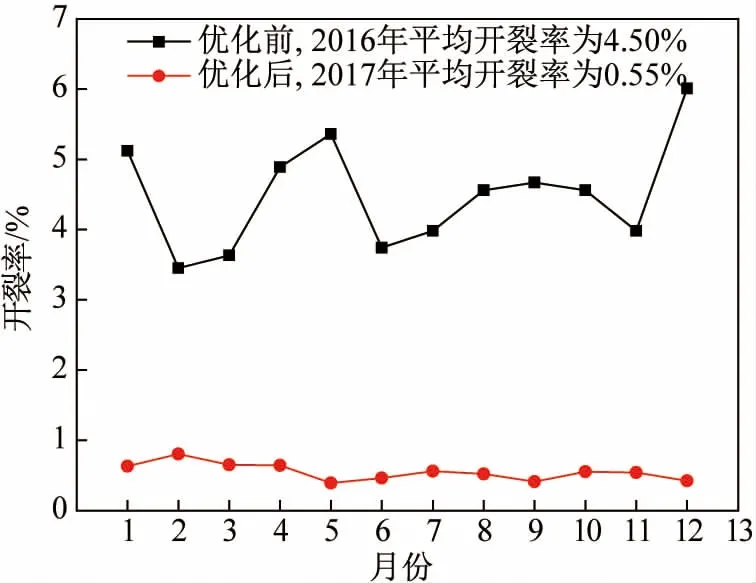
圖6 近兩年焊縫開裂的C380CL車輪的百分率Fig.6 Percentages of the C380CL steel wheels having cracked weld in recent two years
4 結論
(1)C380CL鋼車輪焊縫開裂的主要原因為其CE和Pcm均較高,晶粒較粗大,焊接工藝參數不當,焊縫熔合線附近顯微組織為珠光體、鐵素體和魏氏組織。
(2)通過降低鋼的碳、錳含量,即分別從0.06%~0.08%和1.00%~1.15%降至0.05%~0.07%和0.65%~0.75%,添加鈮和鈦以細化晶粒,確保其力學性能不受影響,鋼的CE和Pcm分別降低了0.113%和0.055%。
(3)最佳焊接工藝參數為:閃光速度1.5 mm/s,頂鍛留量6 mm,帶電頂鍛時間1.2 s,焊接時間14.0 s,鉗口間距30 mm。成分和焊接工藝參數優化后,焊縫開裂的C380CL鋼車輪的百分率由原來的4.50%降低到了0.55%,大大提高了C380CL鋼車輪的成品率。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
