玻纖增強聚丙烯與尼龍66模內(nèi)混合加工成型實驗研究
2019-06-13 09:05:10符亮蔣炳炎吳旺青閔麗萍
中南大學(xué)學(xué)報(自然科學(xué)版) 2019年5期
符亮,蔣炳炎, 2,吳旺青, 2,閔麗萍
?
玻纖增強聚丙烯與尼龍66模內(nèi)混合加工成型實驗研究
符亮1,蔣炳炎1, 2,吳旺青1, 2,閔麗萍1
(1. 中南大學(xué) 高性能復(fù)雜制造國家重點實驗室,湖南 長沙,410083;2. 中南大學(xué) 新型特種纖維及其復(fù)合材料湖南省重點實驗室,湖南 長沙,410083)
為了解決纖維增強熱塑性復(fù)合材料加工成型零件復(fù)雜程度與力學(xué)性能匹配的問題,提高不同熱塑性基體纖維增強復(fù)合材料制件的力學(xué)強度,運用模內(nèi)混合加工成型技術(shù)制備連續(xù)玻纖增強聚丙烯(PP)預(yù)制件與短玻纖增強尼龍66(PA66)平板實驗件,采用單因素實驗法研究熔體溫度、預(yù)制件加熱溫度、模具溫度和保壓壓力對實驗件彎曲強度的影響規(guī)律。研究結(jié)果表明:界面溫度和保壓壓力的提高有利于提高加工成型制件彎曲強度,其中預(yù)制件加熱溫度和熔體溫度對制件彎曲強度影響最大,分別提高2.6倍和1.6倍,且呈線性增大關(guān)系;微觀形貌顯示混合界面出現(xiàn)PP與PA66樹脂間融合共混區(qū);模內(nèi)混合加工成型工藝參數(shù)的優(yōu)化提高了制件的力學(xué)性能,擴寬了輕量化材料的組合應(yīng)用。
模內(nèi)混合加工成型;熱塑性基體;彎曲強度;微觀形貌
纖維增強熱塑性復(fù)合材料具有質(zhì)量小、比強度高、熱膨脹系數(shù)低、可回收和尺寸穩(wěn)定性強等性能,廣泛應(yīng)用于汽車輕量化領(lǐng)域[1?2]。由于汽車零部件種類多,如何加工成型高性能復(fù)雜結(jié)構(gòu)零部件成為研究重 點[3?4]。連續(xù)增強增強熱塑性材料(continuous fiber reinforced thermoplastic, CFRT)采用熱壓加工成型,機械性能好但加工成型零件結(jié)構(gòu)簡單,長、短纖維增強熱塑性材料(long/short fiber reinforced thermoplastic, L/SFT)采用注塑加工成型工藝加工成型,零件結(jié)構(gòu)不受限制,但機械性能較差。模內(nèi)混合加工成型技術(shù)結(jié)合了熱壓加工成型和注塑加工成型的優(yōu)勢,可加工成型CFRT與L/SFT混合制件,成為汽車輕量化生產(chǎn)制造發(fā)展的方向[5?7]。在模內(nèi)混合加工成型過程中,CFRT與L/SFT間形成黏結(jié)界面,溫度提高降低了樹脂的黏度,促進了表面分子的運動;較大的壓力對樹脂產(chǎn)生剪切作用,保證了分子的擴散,從而保證制件具有較好的力學(xué)性能[8?10]。FIOROTTO等[11]在熱壓加工成型的熱塑性U型槽內(nèi)注塑格柵加強肋結(jié)構(gòu),發(fā)現(xiàn)加強肋對整體力學(xué)性能有明顯改善作用,熔體溫度能增加界面接觸時間,形成分子擴散與纏結(jié),制件的力學(xué)性能受注塑熔體中纖維取向與界面黏結(jié)力共同影響。FREDRICKSON等[12]提出共聚物界面的形成是由官能化的聚合物鏈質(zhì)量傳遞控制,實驗證明了2種聚合物界面聚合物鏈的擴散與時間、溫度、剪切流等實驗條件有關(guān)。TANAKA等[13?14]通過優(yōu)化CFRT加熱溫度和模具溫度,分別制備了界面強度較高的CFRT- PP/SFT-PP和CFRT-PA6/PA6制件。ERIC等[15]研究了連續(xù)玻纖增強PA6與質(zhì)量分?jǐn)?shù)為30%的短玻纖PA6混合加工成型平板制件,確定了預(yù)制件溫度、熔體溫度和模具溫度對加工成型制件彎曲性能的影響,得出分子的擴散發(fā)生在結(jié)晶溫度以上。何芳芳等[16]研究了注射壓力和注射速率對短纖維增強PP的流動特性和纖維取向的影響,為模內(nèi)混合加工成型短纖維增強熱塑性材料注塑加工成型打下了良好的基礎(chǔ)。為了進一步提高輕量化零件機械強度,降低制造成本,擴展模內(nèi)混合加工成型輕量化材料應(yīng)用,本文作者以平板實驗件為研究對象,選擇玻璃纖維增強聚丙烯熱壓加工成型作為預(yù)制件,采用短玻纖增強PA66注塑加強構(gòu)件,研究模內(nèi)混合加工成型中注塑熔體溫度、CFRT預(yù)制件加熱溫度、模具溫度和保壓壓力對CFRT/SFT平板實驗件彎曲強度的影響,最后通過微觀形貌檢測界面間玻璃纖維與樹脂的變化。
1 實驗
1.1 實驗原理與方法
圖1所示為模內(nèi)混合加工成型原理示意圖。將CFRT鋪層預(yù)熱后放置模具中熱壓加工成型預(yù)制件,裁剪后放置在注塑模具型腔中,經(jīng)CFRT預(yù)制件加熱并注塑L/SFT材料后完成整體制件加工成型。與傳統(tǒng)嵌件注塑加工成型中嵌件只占少部分比例不同,模內(nèi)混合加工成型中預(yù)制件所占比例可根據(jù)實際需要調(diào)整,同時,為保證CFRT預(yù)制件與SFT注塑件的混合加工成型質(zhì)量,將CFRT預(yù)制件在注塑加工成型前完成模壓加工成型,為注塑加工成型提供了質(zhì)量優(yōu)良的CFRT預(yù)制件。
1.2 實驗材料與實驗要求
1.2.1 實驗材料
CFRT預(yù)制件采用連續(xù)玻纖增強聚丙烯(PP)復(fù)合材料混纖紗,牌號為CompofilTM-PP-60-P-980-1400;熱塑性聚丙烯纖維與增強玻璃纖維按照質(zhì)量比為4:6,兩者直徑相同,混合編制成正交纖維織物布,單位面積質(zhì)量為980 g/m2;混編PP材料(中國巨石公司生產(chǎn))結(jié)晶溫度為165 ℃,;短玻纖增強尼龍66(PA66)(美國杜邦(DuPont)公司生產(chǎn)),牌號為Zytel? 70G30L NC010,熔點為262 ℃,短玻纖質(zhì)量分?jǐn)?shù)為30%,密度為1.37 g/cm3,缺口沖擊強度為13 kJ/m2。

圖1 模內(nèi)混合加工成型過程示意圖
1.2.2 實驗件要求
依據(jù)纖維增強復(fù)合材料彎曲強度實驗測試標(biāo)準(zhǔn)ISO 14125:1998,為保證制作具有良好的纖維取向和加工成型質(zhì)量,將其設(shè)計成長×寬×高設(shè)計為 79.5 mm×104.00 mm×5.00 mm的立方體,其中,連續(xù)纖維增強聚丙烯預(yù)制件和短玻纖增強PA66注塑層長×寬×高均為79.50 mm×104.00 mm×2.50 mm,如圖2所示。

數(shù)據(jù)單位:mm
試樣長度取104 mm,試樣寬度取15 mm,試樣厚度取5 mm,彎曲實驗時的跨度取75 mm。為了使彎曲強度測試結(jié)果更加準(zhǔn)確,對同一參數(shù)下的制件取4根試樣件進行實驗。圖3所示為彎曲試樣件取樣位置和尺寸示意圖,沿著注塑熔體流動方向上的取樣可保證PA66中短纖維取向最好[16],保證了注塑加工成型后制件的力學(xué)性能。
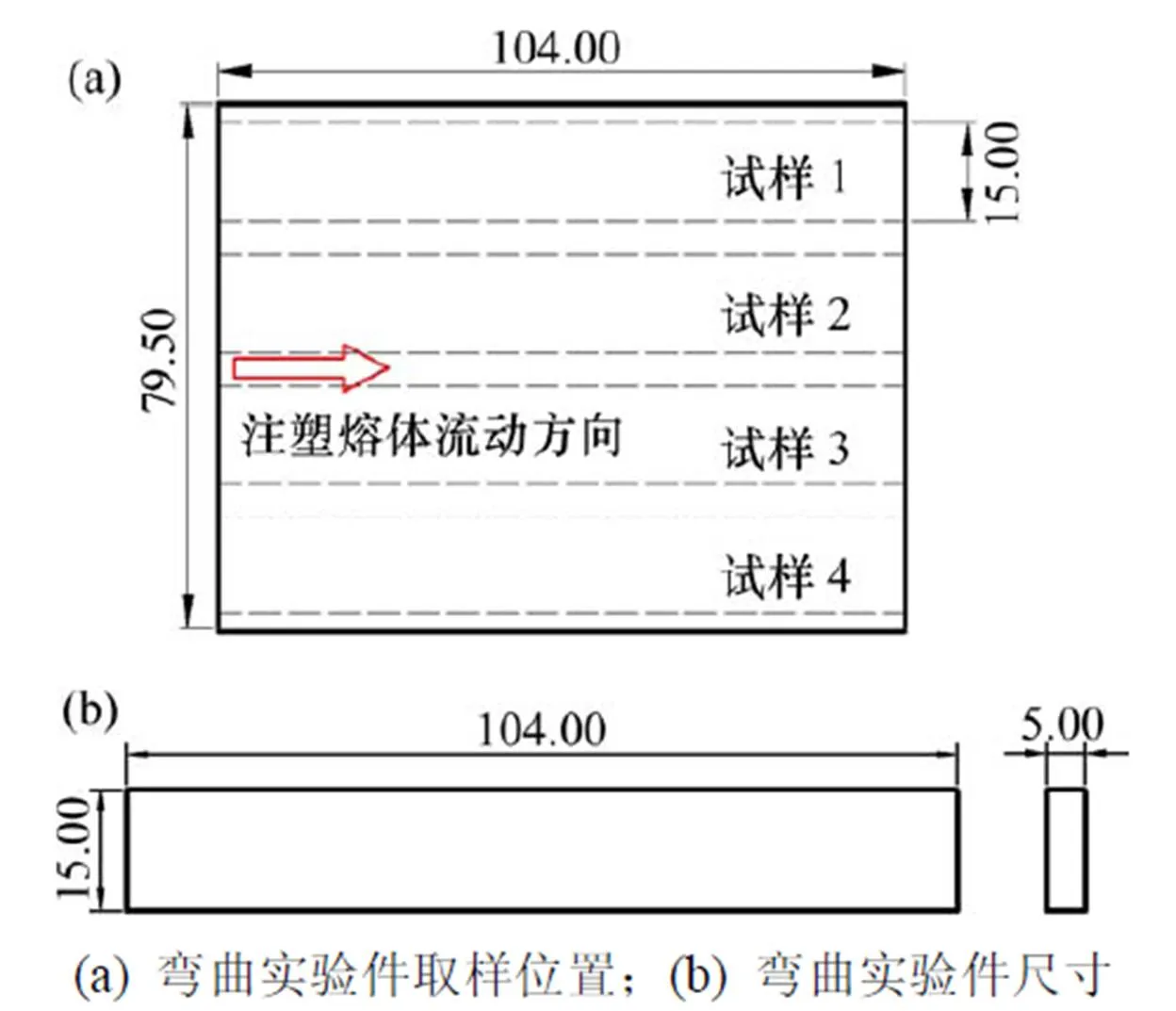
數(shù)據(jù)單位:mm
1.3 CFRT預(yù)制件制備
根據(jù)測試標(biāo)準(zhǔn)要求,自主設(shè)計與制造抽真空CFRT預(yù)制件熱壓加工成型模具,采用連續(xù)玻纖增強聚丙烯(PP)復(fù)合材料混纖紗裁剪成長×寬為210 mm× 240 mm的矩形,鋪設(shè)4層,厚度約為8 mm,加熱至195 ℃,在5 s之內(nèi)將加熱后的纖維布放置模具中熱壓加工成型。以17 mm/s的加載速度并抽真空以降低預(yù)制件孔隙率,加工成型完成后進行退火處理,其中退火溫度為160 ℃,退火時長為30 min,最后將其裁剪成長×寬×高79.50 mm×104.00 mm×2.50 mm的立方體。優(yōu)化的預(yù)制件熱壓工藝參數(shù)如下[17]:預(yù)制件溫度為195 ℃,模具溫度為100 ℃,保壓時間為60 s,真空度為0.95×105Pa。在此工藝參數(shù)下,得到低孔隙率和力學(xué)性能最優(yōu)的CFRT預(yù)制件[17]。
1.4 模內(nèi)混合加工成型實驗件制備
采用單因素法,依次研究熔體溫度f、CFRT預(yù)制件加熱溫度p、模具溫度m和保壓壓力h對加工成型實驗件彎曲性能的影響,其工藝參數(shù)如表1所示。將裁剪好的CFRT預(yù)制件放置在自主設(shè)計制造的注塑模具中,采用自動控制的紅外陶瓷加熱器加熱CFRT預(yù)制件至指定溫度,然后合模注塑。注塑加工成型前,注塑料在80 ℃的干燥箱中干燥2~4 h,在實驗中采用的注塑機安裝了RADK-TECH RT4WRZ電液比例閥,使最大注射壓力為171.1 MPa,最高的注射速率為 130 g/s,保證了注塑加工成型實驗件良好的加工成型質(zhì)量。

表1 混合注塑加工成型工藝參數(shù)
1.5 制件彎曲強度測試
采用萬能實驗機進行三點彎曲法測量,加載壓頭直徑和支架直徑分別為10 mm和3 mm,選用的加載速度為2.5 mm/min。為減小實驗環(huán)境對實驗結(jié)果帶來的誤差,整個測試過程在恒溫恒濕箱中進行,其中溫度控制在(23 ± 2)℃,相對濕度控制在50% ± 5%,彎曲強度計算式為
2 結(jié)果與討論
2.1 模內(nèi)混合加工成型工藝參數(shù)對制件彎曲強度的影響
圖4所示為實驗件三點彎曲測試結(jié)果,其中受壓面為注塑層。從圖4可見:隨著各參數(shù)增大,實驗件彎曲強度呈線性增大,其中,圖4(b)中預(yù)制件溫度提高使其彎曲強度從92.58 MPa升高到241.34 MPa,提高了2.6倍,圖4(a)中熔體溫度f提高使其彎曲強度從152.13 MPa升高到243.17 MPa,提高了1.6倍,這表明預(yù)制件溫度和注塑PA66熔體溫度對制件彎曲強度影響最大,這與溫度提高連接界面中PP和PA66的分子勢能有關(guān),促進了兩者分子間相互擴散[11?12];同時,尼龍屬于大分子鏈聚合物,鏈間的纏結(jié)點多,加之其熔體黏度對溫度極敏感,提高加工成型溫度有利于改善其流動性能;但過高的溫度會導(dǎo)致造成預(yù)制件樹脂基體的高溫降解,當(dāng)熔體溫度超過270 ℃時,實驗件彎曲強度提高緩慢,若進一步提高溫度,會導(dǎo)致制件彎曲強度迅速降低。彎曲實驗結(jié)果顯示最佳的界面溫度應(yīng)控制在材料的熔融溫度以上,實驗結(jié)果顯示最優(yōu)的熔體溫度為270 ℃,最優(yōu)預(yù)制件加熱溫度為210 ℃。
模具溫度和保壓壓力的對實驗件的力學(xué)性能影響較小,但模具溫度影響注塑熔體和預(yù)制件界面間溫度的保持時間并增加固化前的交融時間,還可影響PP和PA66的結(jié)晶度和冷卻速率的變化,過高的模具溫度將導(dǎo)致纖維取向程度降低;適當(dāng)?shù)谋簤毫t促進聚合物分子間相互擴散,增加熔體的切應(yīng)力和剪切速率,提高取向程度和制件密度[9?10]。實驗結(jié)果顯示最優(yōu)的模具溫度為110 ℃,最優(yōu)保壓壓力為50 MPa。
圖5和圖6所示為不同熔體溫度和預(yù)制件加熱溫度下加工成型制件的微觀形貌,顯示了不同參數(shù)下PP與PA66連接界面的變化,證實了實驗件彎曲性能提高的原因。圖5中PA66熔體達到熔點溫度(262 ℃)前后,注塑熔體與預(yù)制件界面間的分界線逐漸消失并融合在一起,形成了牢固可靠的連接;進一步提高熔體溫度,高溫下注塑熔體的熱量進一步傳遞至預(yù)制件層,改變PP樹脂的熔融狀態(tài),促進注塑層和預(yù)制件層間的溫度傳遞,實驗件彎曲強度進一步增大。圖6中預(yù)制件PP樹脂在低溫下與PA66存在明顯的分界面,當(dāng)預(yù)制件加熱溫度超過PP熔點溫度時,PP與PA66相互融合;當(dāng)加熱溫度超過230 ℃時,連接界面基本消失,增強短玻纖和樹脂間形成擴散,形成了相互交融區(qū),宏觀上表現(xiàn)為制件的彎曲強度最大。

圖4 注塑工藝參數(shù)對實驗件彎曲強度的影響

PA66熔體溫度tf/℃:(a) 240;(b) 260;(c) 270;(d) 290

CFRT預(yù)制件加熱溫度tp/℃:(a) 無加熱;(b) 160;(b) 180;(b) 230
2.2 制件受力斷裂形式對比分析
根據(jù)單因素實驗法中熔體溫度、預(yù)制件溫度、模具溫度和保壓壓力對實驗件彎曲強度和制件微觀形貌分析結(jié)果,確定了優(yōu)化的工藝參數(shù)組合:熔體溫度為270 ℃,預(yù)制件溫度為210 ℃,模具溫度為110 ℃,保壓壓力為50 MPa。圖7所示為優(yōu)化工藝參數(shù)與基準(zhǔn)工藝參數(shù)制備的實驗件斷裂方式對比。從圖7可見:經(jīng)工藝參數(shù)優(yōu)化后,黏接面不會發(fā)生整體分離,界面的連接強度較高,未出現(xiàn)整體斷裂情況,說明優(yōu)化工藝參數(shù)后可使連續(xù)玻纖增強PP與短玻纖增強PA66界面具有較好的性能。
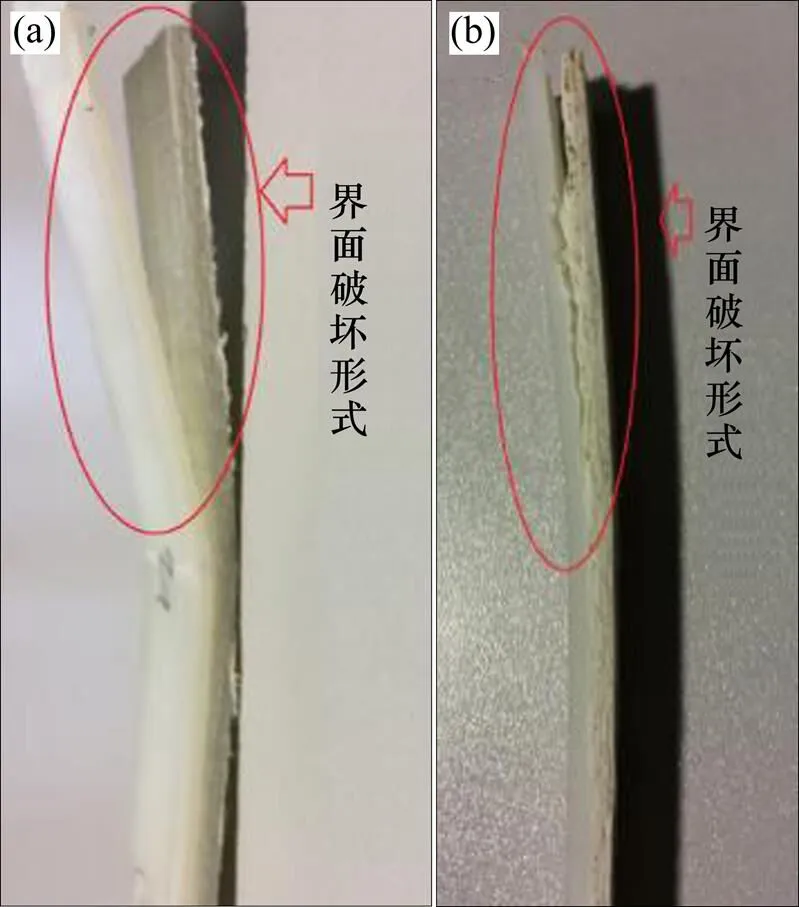
界面破壞方式對比:(a) 基準(zhǔn)參數(shù);(b) 優(yōu)化參數(shù)
2.3 承載面對模內(nèi)混合制件彎曲強度的影響
在不同的預(yù)制件溫度下,不同承載面對制件彎曲性能的影響見圖8。從圖8可見:在2種受壓方式下,承受彎曲強度均隨溫度增加呈線性增加,CFRT預(yù)制件加熱至80 ℃前,彎曲強度均較低且相差不大,表明界面連接質(zhì)量較差,界面結(jié)合力低產(chǎn)生界面崩開現(xiàn)象;超過140 ℃后,注塑層受壓的彎曲強度高于預(yù)制件層受壓的彎曲強度,最大相差75.7 MPa。注塑層受壓時,載荷從注塑層傳遞到CFRT層,制件彎曲強度受注塑層性能和界面結(jié)合性能的共同影響,且CFRT的力學(xué)性能優(yōu)于L/SFT[5]性能,導(dǎo)致注塑層受壓后彎曲強度高于預(yù)制件層受壓的彎曲強度。

1—注塑層受壓;2—預(yù)制件層受壓。
3 結(jié)論
1) 隨著熔體溫度、預(yù)制件溫度、模具溫度和保壓壓力升高,連續(xù)玻纖增強聚丙烯與短玻纖增強尼龍66制件彎曲強度呈線性提高,界面連接區(qū)域出現(xiàn)融合共混,實現(xiàn)了不同熱塑性基體纖維增強材料混合加工 成型。
2) 工藝參數(shù)中,連續(xù)玻纖增強聚丙烯的加熱溫度對混合加工成型彎曲性能影響最大,參數(shù)優(yōu)化后混合加工成型制件彎曲強度提高了2.6倍,界面破壞后連接面未出現(xiàn)整體斷裂,工藝參數(shù)的優(yōu)化提高了CFRT/SFT制件的力學(xué)性能。
3) 在模內(nèi)混合實驗中,溫度保證了聚合物熔融態(tài),保壓壓力促進聚合物間相互擴散,形成有效的互熔區(qū),但工藝參數(shù)的優(yōu)化僅使彎曲強度最大達243 MPa。研究結(jié)果可為后續(xù)進一步研究不同熱塑性基體纖維增強材料的混合加工成型機理和制件力學(xué)性能提供工藝參考。
[1] 王福吉, 朱浩杰, 宿友亮, 等. 基于層合疊加理論的CFRP 多向?qū)雍习邈娤髁J]. 中南大學(xué)學(xué)報(自然科學(xué)版), 2017, 48(9): 2352?2362.WANG Fuji, ZHU Haojie, SU Youliang, et al. Modeling about milling force for multidirectional CFRP based on theory of superposition[J]. Journal of Central South University(Science and Technology), 2017, 48(9): 2352?2362.
[2] JUNG K H, KIM D H, KIM H J, et al. Finite element analysis of a low-velocity impact test for glass fiber-reinforced polypropylene composites considering mixed-mode interlaminar fracture toughness[J]. Composite Structures, 2017, 160(1): 446? 456.
[3] KLAUS F, ABDULHAKIM A A. Manufacturing aspects of advanced polymer composites for automotive applications[J]. Applied Composite Materials, 2013, 20(2): 07?128.
[4] KIM D H, KIM H G, KIM H S. Design optimization and manufacture of hybrid glass/carbon fiber reinforced composite bumper beam for automobile vehicle[J]. Composite Structures, 2015, 131(1): 742?752.
[5] TANAKA K, FUJITA Y, KATAYAMA T. Press and injection hybrid molding of glass fiber reinforced thermoplastics[J]. WIT Transactions on Engineering Sciences, 2015, 90(7): 225?232.
[6] GRUJICIC M, SELLAPPAN V, OMAR M A, et al. An overview of the polymer-to-metal direct-adhesion hybrid technologies for load-bearing automotive components[J]. Journal of Materials Processing Technology, 2008, 197(1/2/3): 363?373.
[7] KIM S Y, BAEK S J, YOUN J Y. New hybrid method for simultaneous improvement of tensile and impact properties of carbon fiber reinforced composites[J]. Carbon, 2011, 49(15): 5329?5338.
[8] PHILLIP J C, CHRISTOPHER W M. Polymer-polymer adhesion in melt-processed layered structures[J]. Journal of Plastic Film & Sheeting, 2000, 16(3): 213?222.
[9] MEISTER S, DRUMMER D. Influence of mold temperature on mold filling behavior and part properties in micro injection molding[J]. International Polymer Processing, 2013, 28(5): 550?557.
[10] DRUMMER D, GRUBER K, MEISTER S. Process optimization: Alternating temperature technology controls parts properties[J]. Kunststoffe International, 2011, 101(4): 25?27.
[11] FIOROTTO M, LUCCHETTA G. Experimental investigation of a new hybrid molding process to manufacture high-performance composites[J]. International Journal of Material Forming, 2013, 6(1): 179?185.
[12] FREDRICKSON G H. Diffusion-controlled reactions at polymer-polymer interfaces[J]. Physical Review Letters, 1996, 76(18): 3440?3443.
[13] TANAKA K, NOGUCHI R, KATAYAMA T. Effects of preheating temperature on the interfacial tensile strength for glass fiber reinforced polypropylene composites made by press and injection hybrid molding[J]. WIT Transactions on the Built Environment, 2016, 166: 287?296.
[14] TANAKA K, KONDO Y, KATAYAMA T. Effect of mold temperature on interfacial welded strength and outer shell laminate strength of CF/PA6 composites manufactured by press and injection hybrid molding molding[J]. WIT Transactions on the Built Environment, 2016, 166: 317?326.
[15] ERIC L, THIERRY R, PATRICIA K. Effect of the interdiffusion at the polymer/polymer interface on the flexural properties of over-moulded short glass fiber/glass fabric reinforced PA6 composites[J]. Key Engineering Materials, 2014, 611: 821?828.
[16] 何芳芳, 周洲, 蔣炳炎. 纖維增強塑料注射成型熔體流動性及纖維取向預(yù)測[J]. 復(fù)合材料學(xué)報, 2013, 30(S1): 128?133.HE Fangfang, ZHOU Zhou, JIANG Bingyan. Prediction of melt flow and fiber orientation of fiber reinforced plastics injection molding[J]. Acta Materiae Compositae Sinica, 2013, 30(S1): 128?133.
[17] 周洲. CFRT預(yù)制件與短玻纖PP模內(nèi)混合注塑工藝及其界面黏結(jié)[D]. 長沙: 中南大學(xué)機電工程學(xué)院, 2016: 44?56. ZHOU Zhou. In-mold hybrid injection molding process and interface bonding of continuous glass fiber reinforced preformed part and short glass fiber reinforced PP[D]. Changsha: Central South University. School of Mechanical and Electrical Engineering, 2016: 44?56.
Experimental research on in-mold hybrid molding of glass fiber reinforced polypropylene and nylon66
FU Liang1, JIANG Bingyan1, 2, WU Wangqing1, 2, MIN Liping1
(1. State Key Laboratory of High Performance Complex Manufacturing, Central South University, Changsha 410083, China;2. Hunan Key Laboratory of Advanced Fibers and Composites, Central South University, Changsha 410083, China)
To address the matching issue between complexity and mechanical properties of fiber reinforced thermoplastics part, improve the mechanical strength of fiber reinforced composite part with different thermoplastic matrixes, the flat test sample of pre-formed part with continuous fiber reinforced polypropylene(PP) and short fiber reinforced nylon66(PA66) were prepared by in-mold hybrid molding technology. The effects of melt temperature, heating temperature of pre-formed part, mold temperature and holding pressure on the bending strength were studied by single-factor experiment. The results show that the bending strength increases with the increase of interface temperature and holding pressure. The heating temperature of pre-formed part and melt temperature have the greatest impact on bending strength, and the bending strength increases by 2.6 and 1.6 times, respectively, showing a linear growth relationship.The fusion blending zone appears between hybrid interface of PP and PA66 resin.The mechanical strength is improved by optimization of in-mold hybrid molding process parameters and the combined use of lightweight materials is expanded.
in-mold hybrid molding; thermoplastic matrix; bending strength; microscopic morphology
TH145.4
A
1672?7207(2019)05?1075?07
10.11817/j.issn.1672-7207.2019.05.009
2018?07?10;
2018?09?11
國家重點基礎(chǔ)研究發(fā)展規(guī)劃(973計劃)項目(2012CB025905);湖南省科技計劃項目(2015TP1007);中南大學(xué)中央高校基本科研業(yè)務(wù)費專項資金資助項目(2017zzts091) (Project(2012CB025905) supported by the National Basic Research Development Program (973 Program) of China; Project(2015TP1007) supported by the Science and Technology Plan of Hunan Province; Project(2017zzts091) supported by the Fundamental Research Funds for the Central Universities of Central South University)
蔣炳炎,博士,教授,從事高分子材料精密注塑成型技術(shù)研究;E-mail:jby@csu.edu.cn
(編輯 陳燦華)
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學(xué)生數(shù)理化·中考版(2022年11期)2022-02-16 07:01:20
當(dāng)代陜西(2020年13期)2020-08-24 08:22:02
小哥白尼(趣味科學(xué))(2019年6期)2019-10-10 01:01:50
制造技術(shù)與機床(2017年5期)2018-01-19 02:49:17
金秋(2017年4期)2017-06-07 08:22:16
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學(xué)院學(xué)報(2016年2期)2016-12-01 13:00:11
發(fā)明與創(chuàng)新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55