管紗成形對絡筒生頭成功率的影響分析
2019-06-11 06:11:06車社海
棉紡織技術 2019年5期
車社海
(青島宏大紡織機械有限責任公司,山東青島,266101)
隨著勞動力成本的不斷上升及紡織機械智能化的不斷提升,越來越多的紡織企業選擇了托盤式自動絡筒機。托盤式自動絡筒機是用機器自動供紗代替人工供紗生頭、插管等,對管紗的各項指標要求高,所以早期的進口托盤式絡筒機要求管紗必須是具有集體落紗功能的細紗長車生產的。如果是細紗機短車(如FA502型、FA503型、FA506型細紗機)生產的管紗在使用托盤式自動絡筒機時往往會造成生頭成功率很低,很多管紗根本無法生頭,需要人工幫助生頭,這就直接影響了擋車工的看臺數。但目前仍有大批細紗短車不具備集體落紗功能,如何才能使細紗機短車生產的管紗滿足托盤式自動絡筒機的要求是急需解決的問題。通過近幾年的不斷實踐,我們在對細紗機短車的調整改造方面取得了一定的成功經驗。現總結如下,供大家借鑒。
1 托盤式自動絡筒機對管紗的要求
托盤式自動絡筒機和普通小紗庫型自動絡筒機相比主要增加了大紗庫的插管功能、CBF裝置的管紗生頭功能、管紗輸送系統的輸送功能及落筒小車的自動落紗功能。管紗的生頭就是用挑刀將包纏在管紗表面上的包纏紗挑開或挑斷,如圖1所示。包纏紗挑斷后,上部的紗頭被吹風嘴吹起,生頭時被吸起剪斷并通過管紗下方的負壓作用放在紗管的中心孔內,如圖2所示。下部的紗頭被去除尾紗裝置吸走。如果管紗的包纏紗圈數太多,包纏紗的螺旋角就很小,管紗在旋轉時,包纏紗的下降速度就會降低,當包纏紗的下降速度等于或小于挑刀的下降速度時,是沒有機會挑斷包纏紗的,所以包纏紗向下移動速度必須大于挑刀的下降速度,刀尖才有機會插入包纏紗將其挑斷。再加上管紗表面凹凸不平,挑刀會在管紗表面產生跳躍,挑刀和包纏紗接觸的機會就會部分喪失,如果管紗的包纏紗沒有被挑斷就不可能生頭成功,所以管紗挑頭的成功率直接決定了管紗的生頭成功率。實踐證明生頭不成功的管紗通常有:半管紗、脫圈紗、紗頭從緊貼紗管表面處斷頭、管紗表面凹凸不平等。適合托盤式自動絡筒機的管紗是成形飽滿、表面平整、包纏紗1.5圈~2.5圈、管腳紗3圈~5圈、尾紗長度小于10 cm、紗管中心孔通暢的管紗,如圖3所示。

圖1 管紗生頭時挑紗示意圖
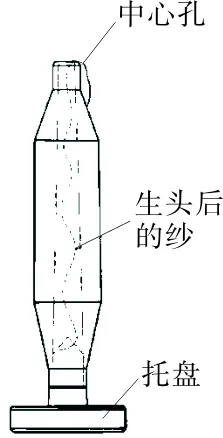
圖2 生頭成功后的紗
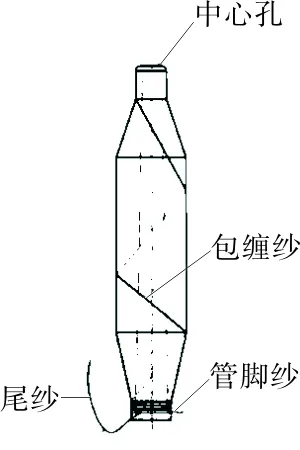
圖3 合格管紗示意圖
2 非集體落紗細紗機短車生產現狀
目前大部分紡織企業特別是中小型紡織企業所用的細紗機還是以短車為主,型號眾多,使用年限有長有短,機械狀態千差萬別。比較先進的細紗機短車具有電腦控制的各項參數調整功能,并具有主軸剎車功能。但大部分的細紗機短車是具有機械三自動功能,各個時間間隔需要進行機械調整,但主軸剎車功能不一定好用。最差的細紗機短車三自動都不好用,使用手搖鋼領板落紗。所使用的自動絡筒機也是小紗庫型自動絡筒機,通常對細紗機短車生產的管紗包纏紗圈數、管腳紗圈數以及尾紗(管紗內的頭露在管紗底部的紗頭見圖3)的長度都沒有嚴格的要求。但管紗包纏紗的圈數、管腳紗的圈數以及尾紗的長度都是由細紗機的狀態決定的。細紗機短車的落紗也有改造的集體落紗、落紗小車落紗和手工拔紗三種方式,管紗的尾紗長度各不相同,特別是手拔紗會造成尾紗太長,也會對管紗的生頭產生影響。經對部分紡織企業的細紗機短車調查,所生產的管紗主要問題是包纏紗圈數普遍在5圈~6圈、管腳紗5圈~10圈、尾紗長度15 cm以上、管紗表面不平整,不符合托盤式自動絡筒機對管紗的要求。
3 細紗機短車管紗包纏紗及管腳紗的形 成機理

3.1 包纏紗圈數
影響包纏紗圈數的因素有N1、T1、V。在所紡品種決定后N1就確定了,T1決定了N2,N2和V共同決定了包纏紗的圈數。當主機停止后主軸及錠子在慣性的作用下仍然在繼續運轉,但速度直線下降,如果T1設置大了,包纏紗圈數沒有問題,但可能會造成鋼領板還沒有到底主軸就停止了,就會造成斷頭。如果T1設置小了,包纏紗圈數就會太多。除T1外,還可以改變鋼領板下降速度V,V大則包纏紗圈數就少。
3.2 管腳紗圈數
管腳紗圈數主要取決于N3和T2(或T3)。為了滿足包纏紗的要求,N3也就確定了,T2是完全依靠慣性所以不能設定,只有T3是可以設定的(前提是主軸必須具有剎車功能),通過調整T3可以滿足管腳紗的圈數要求。
4 細紗機短車的調整及改造方案
以FA506型細紗機短車為例來討論具體的調整及改造方案。
4.1 通過升級改造配置集體落紗裝置的細紗機短車
該短車主電機和鋼領板升降電機均采用變頻器,這是最好的方案,不但可以滿足管紗包纏紗和管腳紗的圈數要求,也可以減輕擋車工的落紗工作量。但此種方法成本高,對原細紗機精度要求也高。
4.2 具有PLC控制的細紗機短車
該短車主軸剎車功能完善,具有相關時間參數的調整功能,如從停主電機到下鋼領板的時間、從鋼領板下降到主軸剎車的時間都可以獨立調整。這種細紗短車調整相對比較容易,只需要在控制屏幕上調整相關參數就可以了,由于各個品種要求的錠速不一樣,機臺之間慣性及阻力均不相同,各個參數的具體數值要通過試驗確定,停主電機到下鋼領板的時間間隔,建議設置為3.5 s(出廠設置為0.5 s);從下鋼領板到主軸剎車的時間間隔建議設置在5 s(出廠設置為10 s)。出廠設置相對比較保守,包纏紗圈數和管腳紗圈數較多,不容易造成斷頭,對不同的錠速及不同的機臺適應性較好,不用頻繁的調整參數。所以大部分紡織廠的細紗機可能都采用了出廠默認設置。但生產的管紗不符合要求,必須進行調整。
4.3 具有機械式三自動控制功能及主軸剎車功能的細紗機短車
FA506型細紗機的鋼領板傳動機構如圖4所示。圖4中,4是成形凸輪,3是擺臂,2是擺臂端部的一個鏈輪。當成形凸輪促使擺臂上下擺動時,從而帶動鋼領板上下運動。其他動作這里不做贅述。當細紗滿管后,由相應的觸點和限位開關自動接通電磁鐵線路,把撐牙10打開,同時開動小電機6,通過兩級鏈條傳動(電機鏈輪9帶動鏈輪8,同軸鏈輪7帶動鏈輪11),使棘輪軸上的蝸桿5倒轉,從而使原先在整個級升運動中卷繞在級升鏈輪12上的鏈條迅速退出。此時繞在鏈輪2上的鏈條1也將跟著放松退出,于是鋼領板和導紗鉤一起自動迅速下降。

圖4 FA506型細紗機鋼領板傳動機構示意圖
1-鏈條;2-鏈輪;3-擺臂;4-成形凸輪;5-蝸桿;6-小電機;7-同軸鏈輪;8-鏈輪;9-電機鏈輪;10-撐牙;11-鏈輪;12-級升鏈輪
FA506型細紗機成形凸輪機構示意圖如圖5所示。圖5中,組合行程開關1CK的碰塊1-1、1-2和1-3,都安裝在級升鏈輪12的軸端;組合行程開關2JK的碰塊2-1和2-2,則都安裝在成形凸輪1的軸端,分別由該級升鏈輪和成形凸輪協同控制。在滿管時,自動機構開始動作,碰塊1-2推動1CK(2),發出滿管信號并為停車做準備。當成形凸輪軸上的碰塊2-1觸動行程開關2JK(1)時,1CK(2)與1-2仍在接觸中,兩者同時作用而將主傳動電路切斷,機器開始減速逐漸慢下來(靠慣性)。隨著成形凸輪軸的旋轉,碰塊2-2逐漸向當觸動行程開關2JK(2)靠近,這個靠近的過程需要一定的時間T1(這個時間和2-1與2-2之間的角度相關),當碰塊2-2觸動行程開關2JK(2)時, 先由電磁鐵打開級升運動的撐牙10(見圖4),再開動小電機6使鋼領板迅速下降(注意鋼領板下降的速度取決于蝸桿5的轉速),直至碰塊1-3推動1CK(3),切斷小電機的電源使之停轉,鋼領板下降結束(此時機器仍未停止,在管紗底部繞管腳紗)。最后由2JK(2)發出第二個信號,接通主軸制動電磁鐵將機器剎停。在目前的紡織廠,大部分的細紗機短車生產的管紗包纏紗都在4圈~5圈,對于這種狀態的細紗機如果只是把碰塊2-1與碰塊2-2之間的角度加大,使主軸速度盡量降低后再降下鋼領板來保證包纏紗的圈數,但可能會發生主軸因為某種原因(包括主軸阻力加大或更換品種車速降低)過早停止而造成斷頭。這種情況下需要隨著品種工藝的變化而頻繁調整,也可能會因為每個機臺的慣性阻力不盡相同而需要逐臺試驗調整。主軸剎車也不能起到很好的作用,可能沒有到需要剎車的時候主軸就已經停止了。
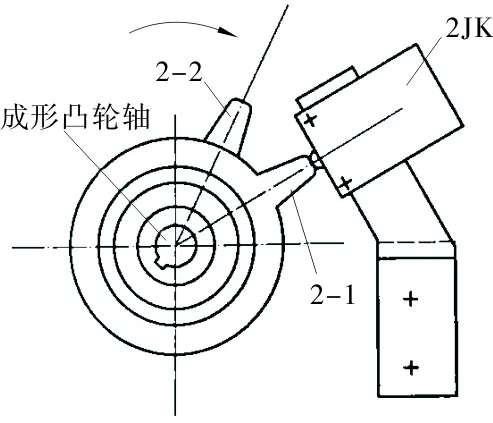
(a)成形凸輪

(b)級升鏈輪
通過以上分析得知,鋼領板下降的速度決定了管紗包纏紗的圈數。通過試驗我們采用了提高鋼領板下降速度來保證管紗的包纏紗圈數的辦法是非常有效的,將電機鏈輪9的齒數由14齒提高到20齒~28齒,這樣包纏紗的圈數就自然下降到2圈~3圈了。同時要根據管腳紗的圈數調整T3。這個調整比較容易。如果主軸沒有剎車或剎車制動線圈損壞,這種狀態的細紗機就會造成管腳紗圈數很多,需要盡快修復主軸剎車功能方能滿足要求。這樣管紗的包纏紗圈數通常在2圈~3圈,管腳紗在3圈~5圈。
5 結束語
通過以上分析找到了影響管紗包纏紗、管腳紗圈數的各項因素,指出了對不同狀態的細紗機短車做出相應的調整或改造方案,最有效的方案是將鋼領板驅動電機鏈輪的齒數由14齒改為20齒~28齒,就能使管紗的包纏紗圈數和管腳紗圈數達到要求,提高了細紗機短車生產的管紗在托盤式絡筒機上的生頭成功率,一般的生頭成功率可以達到95%左右,生頭速度可以達到20個/min~24個/min。
