板坯連鑄機輥子的堆焊修復
2019-06-10 12:59:30閆煒
中國鋼鐵業 2019年3期
閆 煒

1.引言
采用明弧自動焊機對磨損的連鑄輥進行修復,獲得滿意效果和成功經驗。該工藝在堆焊輥修復中發揮了重要作用,產生出良好經濟效益。
2.焊接材料
連鑄輥的堆焊材料為直徑為2.4mm的藥芯焊絲。430-O打底層焊絲,含鉻17%的鐵素體不銹鋼合金焊絲,具有良好的耐高溫腐蝕性能,用于連鑄輥過渡層焊接。堆焊層硬度為HB220,化學成分為C 0.05% 、Mn 0.9% 、Si 0.7% 、Cr 17.5% 。
414N-O硬面層焊絲,含氮化物的馬氏體不銹鋼合金焊絲,具有良好的耐腐蝕、耐磨損以及耐熱沖擊性,用于連鑄輥的硬面堆焊。堆焊層硬度為HRC43-50。化學成分為:C 0.08%、Mn 1%、Si 0.6%、Cr 13.5%、Ni 4.3%、Mo 0.5%。
3.堆焊前的準備
3.1 車削疲勞層
對于修復的舊輥,需進行對輥子表面進行車削,去掉疲勞層,確保其沒有影響焊接的裂紋、氣孔等缺陷。一般車削深度為5mm,如仍有裂紋等缺陷時則必須車去缺陷,在缺陷較深時可用手提砂輪打磨等辦法單獨處理,再單獨對其焊補填平。
3.2 探傷檢查
對于車削后的連鑄輥,需進行超聲波探傷,以確保無裂紋等缺陷,若有缺陷必須重新處理至無缺陷。
3.3 焊接引弧環
為了保護輥子的兩端面,以及避免輥子兩端位置出現氣孔、夾渣、漏焊等缺陷,必須在輥子兩端焊接引弧環,在引弧環上進行起弧和收弧。
3.4 清理輥面污物
車完輥面的疲勞層后應盡快組織堆焊,避免長時間堆放將輥面弄臟生銹。如果已經有銹跡和油污,必須進行清洗。
4.堆焊
4.1 裝夾工件及焊槍調整
堆焊時將連鑄輥裝夾于卡盤與尾座頂尖之間,利用進給裝置來實現堆焊的連續進行與自動進給,保證焊接平穩與堆焊層均勻。
焊槍導電嘴距輥面距離為30mm,考慮到輥面的轉動線速度,焊槍必須傾斜6-7度。
4.2 焊接參數
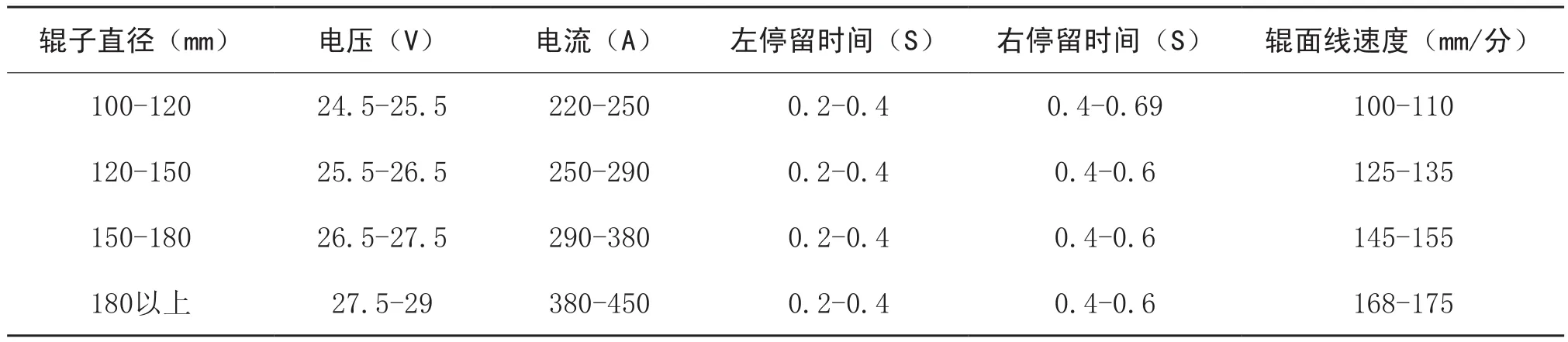
輥子直徑(mm) 電壓(V) 電流(A) 左停留時間(S) 右停留時間(S) 輥面線速度(mm/分)100-120 24.5-25.5 220-250 0.2-0.4 0.4-0.69 100-110 120-150 25.5-26.5 250-290 0.2-0.4 0.4-0.6 125-135 150-180 26.5-27.5 290-380 0.2-0.4 0.4-0.6 145-155 180以上 27.5-29 380-450 0.2-0.4 0.4-0.6 168-175
4.3 堆焊過程
第一步堆焊底層(即過渡層),采用430-O焊絲,堆焊厚度2.5mm-3mm;第二步堆焊表層(即硬面層),采用414N-O焊絲,堆焊厚度4.5mm-5mm。堆焊完成時必須保證輥子表面有2mm加工余量。
4.4 注意事項
4.4.1 由于電纜等的電阻影響,導電嘴(即焊絲端部)與連鑄輥之間的電壓與焊接電源顯示電壓不一致,有很大的壓降,須用萬用表測量后調整,保證實際焊接電壓與上述參數相符。
4.4.2 焊接輥子底層時,電壓、電流參數可比其表層適當加大一些。
4.4.3 做好輥子接地,使導電性穩定。
4.4.4 堆焊層間要認真清理,確保無焊渣,可以用鐵錘把焊渣敲掉并用電動鋼絲刷清理干凈。
4.4.5 堆焊直徑在200mm以下的輥子時,如果輥子較長(大于500mm),在焊到中間位置時應停止5-10分鐘,目的是避免輥子過熱,防止輥子長度收縮量過大而引起變形。
4.4.6 逐層焊接時,后層步進方向與前層相反,檢查前層是否有漏焊處并及時補焊。
4.4.7 焊接時盡量保證堆焊的連續性,避免隨意停弧,一旦停弧后就必須清理干凈,方能重新堆焊。因為如果停弧點清理不干凈,就會產生夾渣缺陷。
4.4.8 更換新批號的焊絲必須進行堆焊試驗,在機械加工后對工作層進行探傷和檢測硬度,合格后方可投入生產。
5.焊后機械加工
5.1 粗車外園
粗車輥面留0.5mm余量,此時若發現有缺肉缺陷應單獨對缺肉處焊補。
5.2 精車外園
兩端用頂尖頂住連鑄輥,精車外園,保證外園與內孔的同軸度。若連鑄輥帶軸頭則應用百分表找正軸承位置,保證軸承處外圓與輥面同軸。
5.3 精車內孔
堆焊輥面時,連鑄輥的內孔有輕微收縮變形,須找正外圓精車內孔,滿足圖紙要求(帶軸頭的連鑄輥無此工序)。
6.明弧焊優點
明弧焊具有焊前無需預熱、焊接過程無需使用焊劑、速度快效率高的優點。便于觀察,易于控制焊接過程,可較好地控制焊接質量。焊接工藝簡單,便于操作。焊接時飛濺少,成型美觀。堆焊厚度均勻,可使加工余量減少到最低,降低了焊絲使用量及焊絲成本。
7.表面粗糙度對使用壽命影響
由于零件表面粗糙,兩個表面接觸時,其接觸面僅僅是在加工表面許多凸出小峰的頂端上。當兩個零件表面有相對運動時,由于實際接觸面積較理論面積要小,因而單位面積承受的壓力相應增大。實際接觸面積的大小取決于兩接觸表面粗糙度的狀況及參數值的大小,波谷淺,參數值小,表面較平坦,實際接觸面積就大,反之實際接觸面積就小。
零件的接觸表面越粗糙,磨損越快,即零件的耐磨性能越差。因此,合理提高零件表面粗糙度的狀況,可減少磨損,提高零件的耐磨性,延長其使用壽命。連鑄輥的表面粗糙度為Ra3.2,表面過于粗糙,影響連鑄輥的使用壽命,將連鑄輥表面粗糙度調整為Ra0.8,可進一步提高修復連鑄輥的使用壽命
8.結束語
連鑄輥是板坯連鑄機最關鍵的備件之一,也是板坯連鑄機消耗量最大的備件。提高連鑄輥的使用壽命是降低連鑄生產成本、提高生產作業率的重要措施。輥子尺寸精度、形位公差和表面硬度直接影響到輥子的使用壽命。連鑄輥明弧堆焊工藝經過反復的試驗和生產,堆焊層完全滿足了連鑄輥的使用要求。合理的焊接工藝、正確的加工工藝和規范的操作規程,確保了明弧堆焊連鑄輥的成功。
