麻家梁礦錨索破斷機(jī)理研究及退錨創(chuàng)新應(yīng)用
2019-06-04 01:11:50管守軍張凱輝
同煤科技 2019年2期
關(guān)鍵詞:支架
管守軍 劉 晟 張凱輝
1 引言
煤礦井下的支護(hù)形式是影響圍巖安全,采掘成本的關(guān)鍵因素,錨索錨桿支護(hù)技術(shù)明顯改善作業(yè)環(huán)境和安全生產(chǎn)條件等優(yōu)點(diǎn),可提高礦井效益,進(jìn)而成為煤礦企業(yè)礦井巷道主要支護(hù)技術(shù)。但隨著錨索支護(hù)的應(yīng)用的普及,也暴露出錨索易失效破斷造成冒頂?shù)仁鹿蔥1]。同時(shí)因錨索支護(hù)強(qiáng)度高給綜采工作面造成懸頂面積大不容易垮落等影響安全生產(chǎn)難題,因此本文就麻家梁礦中厚煤層條件下錨索破斷機(jī)理進(jìn)行研究,根據(jù)研究成果解決錨索容易失效問題,同時(shí)利用錨索破斷形式及機(jī)理研制出切錨器利用兩巷端頭支架移架時(shí)的牽引力轉(zhuǎn)化為切錨器刀刃上的剪切力,在正常推進(jìn)中將錨索鎖具及托盤鏟下,從而完成無人工退錨工作,避免了登高作業(yè)等危險(xiǎn)因素。
2 錨索破斷機(jī)理分析
2.1 錨索剪切失效原理
經(jīng)過對麻家梁礦井下破斷錨索進(jìn)行收集整理,研究其破斷機(jī)理同時(shí)進(jìn)行理論研究及臺架試驗(yàn)。
根據(jù)麻家梁礦平時(shí)井下因頂板壓力造成錨索剪切破斷進(jìn)行分析整理發(fā)現(xiàn),錨索剪切破壞一般分為兩種即鎖具孔附近及錨索中部兩種剪切破斷形式,經(jīng)分析可知鎖具孔口處破斷主要因?yàn)榇蝈^索時(shí)因頂板不平整造成托盤傾斜或因頂板離層部分鼓出使錨索在鎖具及托盤鉸接剪切作用下鋼絞線各股鋼筋受力不均造成逐絲破斷,從而被剪切破壞[2]。錨索中部剪切破壞主要因?yàn)橐蝽敯鍓毫Υ箅x層位移,離層面上下兩層發(fā)生非法向移動時(shí)被拉切破斷。利用以上分析說明錨索破斷主要是外部剪切力作用下造成鋼絞線塑形失效,我們可以利用以上分析設(shè)計(jì)制作錨索切剪裝置完成綜采退錨避免懸板過大問題。
2.2 地面錨索剪切臺架相似模擬試驗(yàn)
(1)錨索剪切最易破斷角度模擬
為進(jìn)一步驗(yàn)證錨索在受何種角度下剪切最易破斷同時(shí)也為切錨器刀座選取最優(yōu)化角度,特別利用廢棄液壓支架伸縮油缸自制了錨索剪切模擬試驗(yàn)裝置,該裝置通過液壓油缸拉伸力來提供剪切力同時(shí)拉伸力還可模擬出錨索懸吊頂板時(shí)的受力狀態(tài),通過拉切實(shí)驗(yàn)裝置模擬對錨索的剪切作用,利用拉切實(shí)驗(yàn)裝置的角度調(diào)節(jié)和壓力傳感器模擬得最易破斷角度及錨索拉剪破壞值從而選定錨索施工角度范圍及刀座最佳角度,如圖1所示。
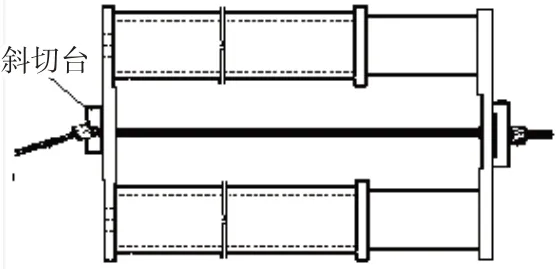
圖1 錨索拉切實(shí)驗(yàn)裝置
試驗(yàn)分別對目前麻家梁礦使用的φ21.8 mm、φ17.8 mm 兩種錨索進(jìn)行了不同角度的拉剪試驗(yàn),試驗(yàn)數(shù)據(jù)如38頁表1、圖2、圖3:
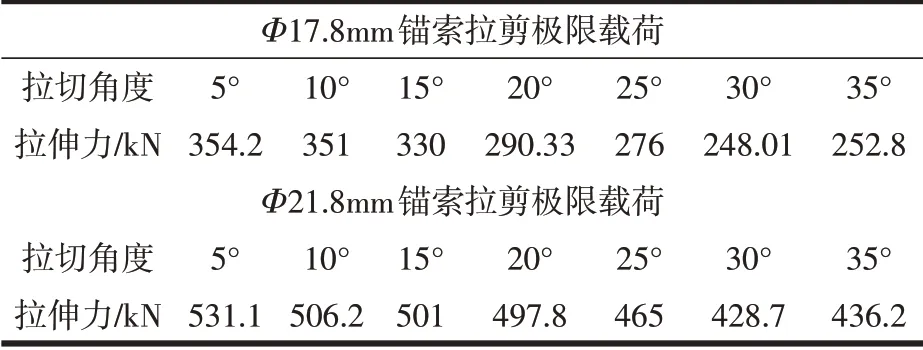
表1 兩種錨索不同角度的拉剪試驗(yàn)破斷值
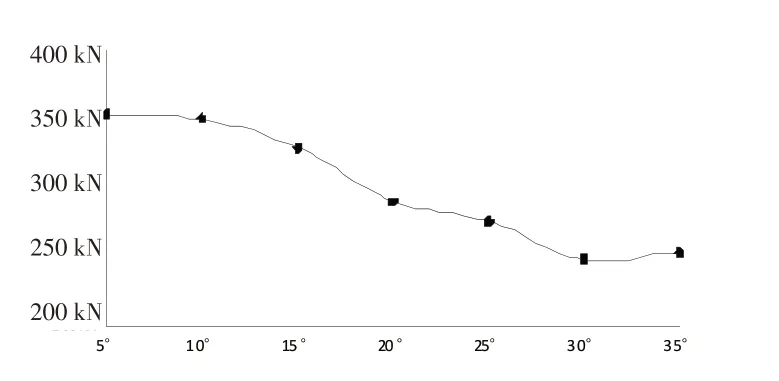
圖2 φ17.8mm錨索不同角度下拉剪極限載荷

圖3 φ21.8mm錨索不同角度下拉剪極限載荷
從圖2、3 可以看出隨著拉切實(shí)驗(yàn)裝置角度的增加,錨索剪切破斷所需載荷在不斷下降,說明剪切力逐漸取代拉伸力成為錨索破斷的主要作用力。從圖2中可以看出φ17.8mm 錨索在斜切角度為15°時(shí)拉力載荷出現(xiàn)明顯拐點(diǎn),隨著角度增加剪切作用明顯上升;在拉切實(shí)驗(yàn)裝置角度為30°達(dá)到極值,當(dāng)角度上升至35°時(shí),剪切作用開始出現(xiàn)衰減現(xiàn)象;同樣圖3中表明φ21.8mm錨索在斜切角度為20°時(shí)拉力載荷出現(xiàn)明顯拐點(diǎn),隨著角度增加剪切作用明顯上升;在拉切實(shí)驗(yàn)裝置角度為30°達(dá)到極值,當(dāng)角度上升至35°時(shí),剪切作用開始出現(xiàn)衰減現(xiàn)象;由以上數(shù)據(jù)可以分析得出若要將綜采工作面錨索剪下切錨器刀座角度最佳為30°。
2.3 實(shí)驗(yàn)結(jié)論及支護(hù)指導(dǎo)
從實(shí)驗(yàn)破斷錨索的剪切破斷口可以看出實(shí)驗(yàn)剪切破斷錨索破斷面與麻家梁礦井下錨索破斷面基本一樣,也證明了實(shí)驗(yàn)?zāi)軌蚰M出井下受力錨索在剪切作用下的受力情況。從模擬結(jié)果可以看出在井下錨索被剪斷原因主要為錨索的工作受力方式不當(dāng)、頂板斷裂離層使錨索產(chǎn)生剪切破壞[2],為避免錨索被剪切破斷造成冒頂可以通過提高錨索的制造強(qiáng)度、增加錨索的讓壓性、適當(dāng)延遲張緊錨索、待頂巖層內(nèi)彈性變形釋放后再打錨索,同時(shí)要加強(qiáng)錨索支護(hù)工的工藝培訓(xùn),在施工作業(yè)時(shí)盡量使錨索垂直與巖面,若頂板凹凸不平可在錨索托板與巖面或鋼梁之間加傾斜墊板盡量使錨索垂直巖面[2]。在施工時(shí)優(yōu)先考慮合理錨索位置。就麻家梁礦所用錨索而言φ17.8mm錨索安裝角度盡量小于15°,φ21.8mm錨索安裝角度盡量小于20°。
3 錨索剪切破斷逆向成果研究
3.1 強(qiáng)度理論分析錨索剪切破斷
各種材料因強(qiáng)度不足而引起的失效現(xiàn)象是不同的。錨索鋼絞線屬于碳鋼塑性材料,以發(fā)生屈服現(xiàn)象、出現(xiàn)塑性變形為失效的標(biāo)志適用于強(qiáng)度第四理論。則由純剪切狀態(tài)下強(qiáng)度公式可得[3]:
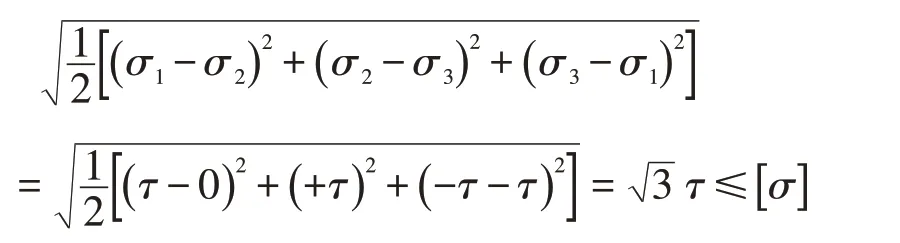
與剪切強(qiáng)度條件τ≤[τ] 比較,得:

式中,τ表示剪切破壞極限值;σ表示抗拉極限值σ1,σ2,σ3分別表示周向及法向主應(yīng)力。
所以通過抗拉極限的0.6 倍可得出錨索的剪切破壞極限值,但實(shí)際在井下錨索受懸板拉伸應(yīng)力作用即公式中法向應(yīng)力不等于0,所以實(shí)際井下錨索剪切應(yīng)力極限應(yīng)遠(yuǎn)小于抗拉極限的0.6倍。所以可以認(rèn)為當(dāng)移架推移力所產(chǎn)生的剪切力大于0.6倍的錨索抗拉極限時(shí)錨索必被剪斷。
3.2 常用錨索抗剪切極限強(qiáng)度
參考錨索廠家給出的φ21.8mm-1×19、φ17.8mm-1×7 兩種鋼絞線錨索抗拉應(yīng)力極限約為550 kN 和362 kN可得:二者抗拉強(qiáng)度可根據(jù)以下公式計(jì)算:
φ21.80mm 錨索抗拉強(qiáng)度為1 474 MPa;φ17.8mm錨索抗拉強(qiáng)度為1 455 MPa。
式中Fb為拉斷前承受的最大力;S0為錨索原始橫截面積;τ=0.6σ即:φ21.80mm 錨索抗剪極限為:0.6×1 474=884.6 MPa
Φ17.8mm錨索抗剪極限為:0.6×1 455=883 MPa。
式中Zt為支架推移千斤的推力;Sd為刀具與錨索的接觸面積,在此處可視接觸面積為刀刃厚度與錨索直徑組成的長方形的面積。
經(jīng)計(jì)算=1 500 MPa 可見其遠(yuǎn)大于σ,也就是說支架能力滿足將錨索切斷的需求。
4 切錨器設(shè)計(jì)及使用效果
4.1 切錨器設(shè)計(jì)
(1)切錨器刀具材料選用及加工
因刀具要與鍍鋅鋼絞線錨索發(fā)生剪切作用,因此需要其有耐磨、強(qiáng)度高因此不能選用強(qiáng)度低的低碳鋼,根據(jù)以上要求選用45#中碳鋼。
首先將45#鋼板切成長×寬×厚為1 326 mm×150 mm×30 mm板材,用折彎機(jī)在刀具長邊100 mm處進(jìn)行折彎,折彎角度150°,用砂輪在長邊以30°角打磨切刃,同時(shí)在斜刃末端留設(shè)2 mm 的平刃;為進(jìn)一步提升刀具機(jī)械性能還需對刀具進(jìn)行處理,首先進(jìn)行淬火,提高硬度,為改變其韌性不足,易斷裂特性淬火完成后進(jìn)行回火,回火后硬度要求為HRC22-34即為合格[4]。
(2)刀座加工
刀座下板采用40 mm 厚普通鋼板制成,上面打4個(gè)等距M30 螺栓孔。刀座背板采用焊接方式與下板連接,要求焊點(diǎn)長度不得低于400 mm 切均勻分布;在刀座兩端及中部等距焊接安裝30 mm 厚加強(qiáng)筋5 道;刀座背板與下板成60°角焊接。采用4 條12.9 級M30的高強(qiáng)防松螺栓固定在支架護(hù)幫板上方;在護(hù)幫板前端掛好網(wǎng)兜用以接住切落索具及托盤[5]。
4.2 支架切錨器退錨工藝
①移架工操作在拉兩端頭的支架時(shí),通過調(diào)整支架前梁千斤及護(hù)幫板使得切錨索裝置的切刃與頂板上的錨索鎖具和錨索托盤平行預(yù)接觸;②微調(diào)伸縮梁利用切錨器刀刃30°角使錨索索具撐開縫隙,使錨索鎖具、錨索根部及托盤三者呈鉸接狀態(tài);③移架,使切錨器上的小平刃接觸到錨索根部,此時(shí)利用托盤提供的墊撐力與支架剪切力形成剪刀效應(yīng)將錨索剪下。切錨器井下工作如圖4所示:

圖4 切錨器實(shí)物
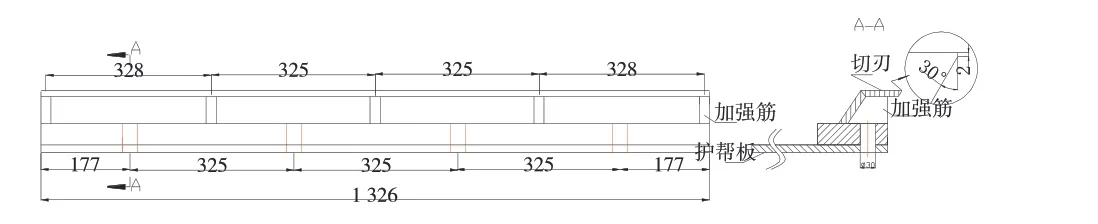
圖5 切錨器設(shè)計(jì)
4.3 研究成果應(yīng)用情況
利用試驗(yàn)成果指導(dǎo)麻家梁礦掘進(jìn)支護(hù)工藝基本再未發(fā)生錨索破斷現(xiàn)象。同時(shí)安裝切錨器14106工作面兩巷已經(jīng)推進(jìn)500 m 兩巷頂板均能及時(shí)垮落,切下的錨索托盤和鎖具又可重復(fù)利用年節(jié)約成本40萬元。
5 技術(shù)研究成果與不足
該項(xiàng)研究成果從錨索施工工藝上避免錨索剪切破壞能夠?qū)ζ渌V井起到很好的指導(dǎo)及參考作用,同時(shí)該成果的逆向研究成果切錨器能夠很好的解決綜采工作面兩端懸板超限問題,同時(shí)解決了使用退錨機(jī)工人勞動強(qiáng)度大、鎖具彈出、安全隱患。目前存在問題主要有對支架操控要求高切刃強(qiáng)度不足等問題,目前每推進(jìn)400 m左右需更換切刃。介于此下一步擬采用擺式液壓剪板機(jī)刀具來作為切刃同時(shí)加強(qiáng)工人操作培訓(xùn)以達(dá)到更好的切錨效果,該技術(shù)具有良好的應(yīng)用前景。
猜你喜歡
保健醫(yī)苑(2022年5期)2022-06-10 07:46:12
小哥白尼(趣味科學(xué))(2021年8期)2021-11-20 06:08:04
海洋信息技術(shù)與應(yīng)用(2020年3期)2020-08-24 07:25:10
中國臨床醫(yī)學(xué)影像雜志(2019年5期)2019-08-27 02:48:00
中國生物醫(yī)學(xué)工程學(xué)報(bào)(2019年4期)2019-07-16 08:04:16
模具制造(2019年3期)2019-06-06 02:10:54
制造業(yè)自動化(2017年2期)2017-03-20 14:26:14
中國繼續(xù)醫(yī)學(xué)教育(2015年6期)2016-01-07 07:38:49
沈陽醫(yī)學(xué)院學(xué)報(bào)(2014年4期)2014-12-27 13:44:20
航天器工程(2014年5期)2014-03-11 16:35:55
