基于SolidWorks的轎車焊裝夾具設計
2019-06-03 00:51:36孫賀輝
承德石油高等專科學校學報 2019年2期
孫賀輝
(中海油田服務股份有限公司,天津 300459)
1 轎車焊裝夾具概述
轎車焊裝夾具是一種在制造產業里作為輔助條件,實現工件的定位、夾緊、支撐等一系列操作的一體化設備。根據工件的不同,焊裝夾具的種類與規格往往不同。汽車車身的焊裝夾具就是在車身進行焊接工藝時,保持車身上焊點所在的部分區域穩定不動的設備。在近年來人們不斷追求舒適性和穩定性的這一背景下,汽車車身在朝著輕量化和合理化發展。對車身的外表、結構以及材料等有了新的要求,這也意味著焊接方法需要進一步優化。在車身生產過程中,合理的焊裝夾具可以很大程度上節約生產時間,平衡工位時間,在多種車型的企業,選用混合型的焊裝夾具,提高生產效率[1]。
2 轎車焊裝夾具總體結構
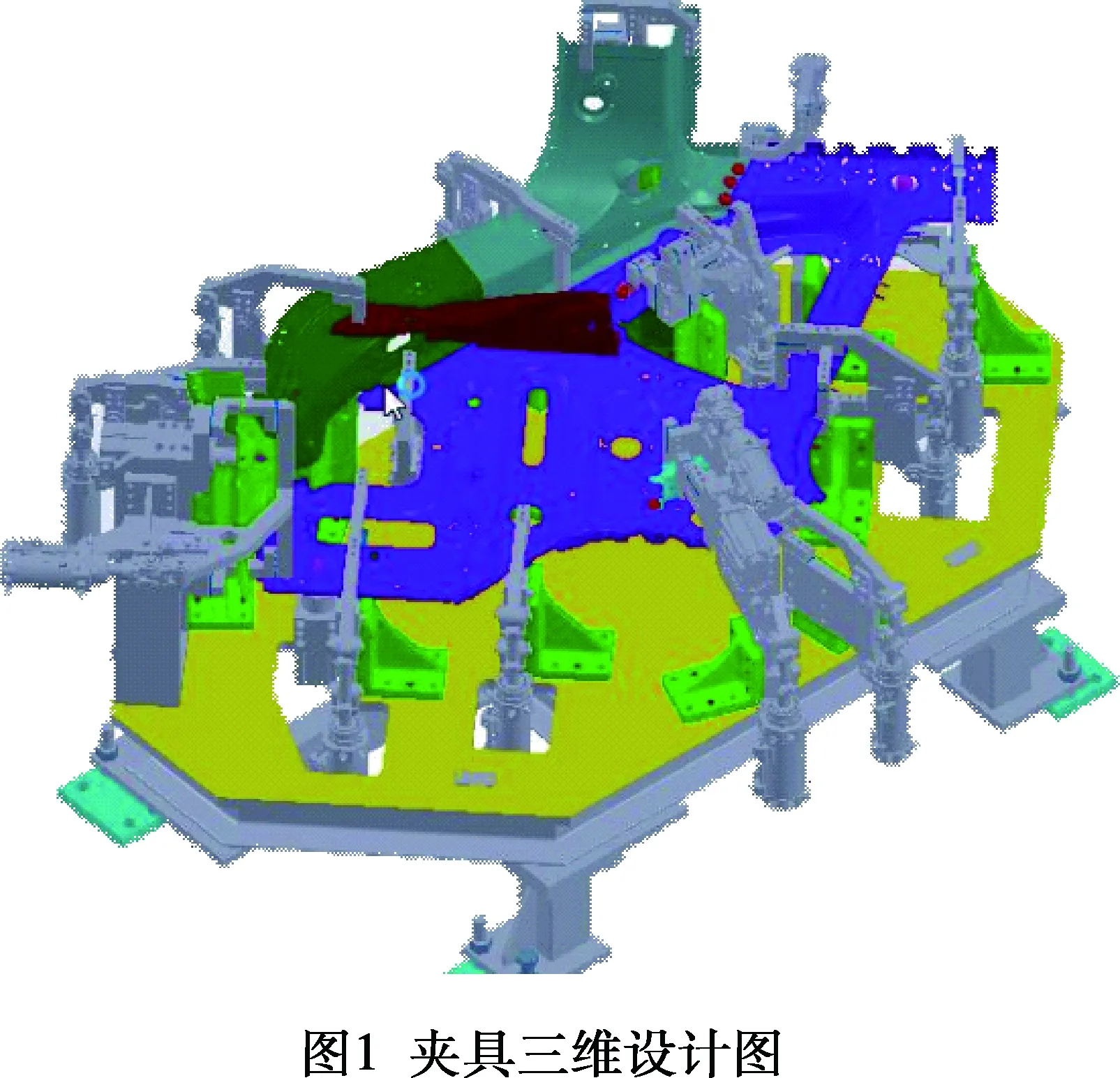
焊裝夾具在車身生產中的作用是:通過夾具上的定位銷(基準銷)、基準面、夾緊臂等組件的協調作用,將工件安裝到工藝設定的位置上并夾緊,不讓工件活動位移,保證車身焊接精度的一致性和穩定性。本文建立了被加緊工件車門的三維模型,并根據夾具定位原理設計出該焊裝夾具的總體結構,圖1 是夾具三維設計圖。
該焊裝夾具由支座、以及臺板(也叫基板)、基準面、基準銷、L板、和組成夾緊機構的加緊臂、氣缸等組成[2]。
底座是焊裝夾具的基礎原件,由支座和臺板兩部分組成。底座的精度尤為重要,好比建筑物的地基,只有地基水平且穩固,建筑物才能更加牢固,外形更加筆直。在夾具中,定位機構與夾緊機構都要安裝在底座上,底座的精確性直接影響定位機構能否定位準確,因此,對工作平面的平面度和表面粗糙度有著嚴格的要求。
臺板:夾具上的所有組件基本上都要安裝在臺板上,如L板、夾緊臂等,上表面加工有坐標刻度線,作為其他組件的安裝標準和夾具基準狀況的檢測。
支座:起到支撐夾具臺板、夾具高度調節和安放水平調整的作用,固定式的夾具底座是圖中的墊板,移動不方便。所以,為了能夠方便取用,支座可以采用滾輪式。夾具的測量基準是裝夾的關鍵因素,基準選取的正確,與基準穩定不變是定位夾緊的前提。測量基準建立在夾具底座上,測量裝置的基準座也要占有一定的位置。為了減輕夾具自重,節省工作空間,以及避免造成不必要的浪費,我們選用框架式結構,保證夾具能在焊裝流水線上靈活應用。
夾具底座等結構件要求采用Q235-A板材和槽鋼焊接而成,底板的焊縫采用非連續焊縫;焊后經熱處理退火消除應力并進行防銹噴砂處理,表面粗糙度Ra3.2,平面度0.1/1 000 m,槽鋼采用10#,12#,14b#,16#,20#,25b#,鋼板厚度多采用t=20 mm或t=25 mm。
3 焊裝夾具定位原理
常見的機床夾具用的是六點定位原理,限制住一個面和兩個銷,實現完全定位,汽車的焊裝夾具與機床夾具的形式和理論類似,但又有著不同之處。由于汽車車身是曲面的,常見的六點定位并不能保證定位精度。汽車焊裝夾具經過了長久的發展,在定位方面已經有了比較系統的定位原理。如基于過定位的N-2-1定位原理。它的優勢在于更適用薄板定位,可以運用有限元分析找到最合適的“N”,優化夾具設計。定位原件選材及技術要求見表1。在焊接工藝中,被焊工件的放置位置千奇百怪,無法保證所有的焊件放在同一個位置,即使是同一批焊件,也會有所出入。與此同時,焊件本身也存在著差異性,焊件的擺放位置,傾斜角度以及焊接位置不同都有可能不盡如人意。由于焊接件位置的不確定性,為了限制它的自由度,我們有了六點定位方法。我們在空間坐標系內放置工件,沿x、y、z三個軸每個軸都有一個移動的自由度,與此同時,繞著x、y、z三個軸有三個轉動自由度。不被限制的焊件是有六個自由度的,而沒有進行自由度限定的焊件可以看做一個剛體。為了保證焊接的精確性,我們必須限定足夠且合適的自由度。
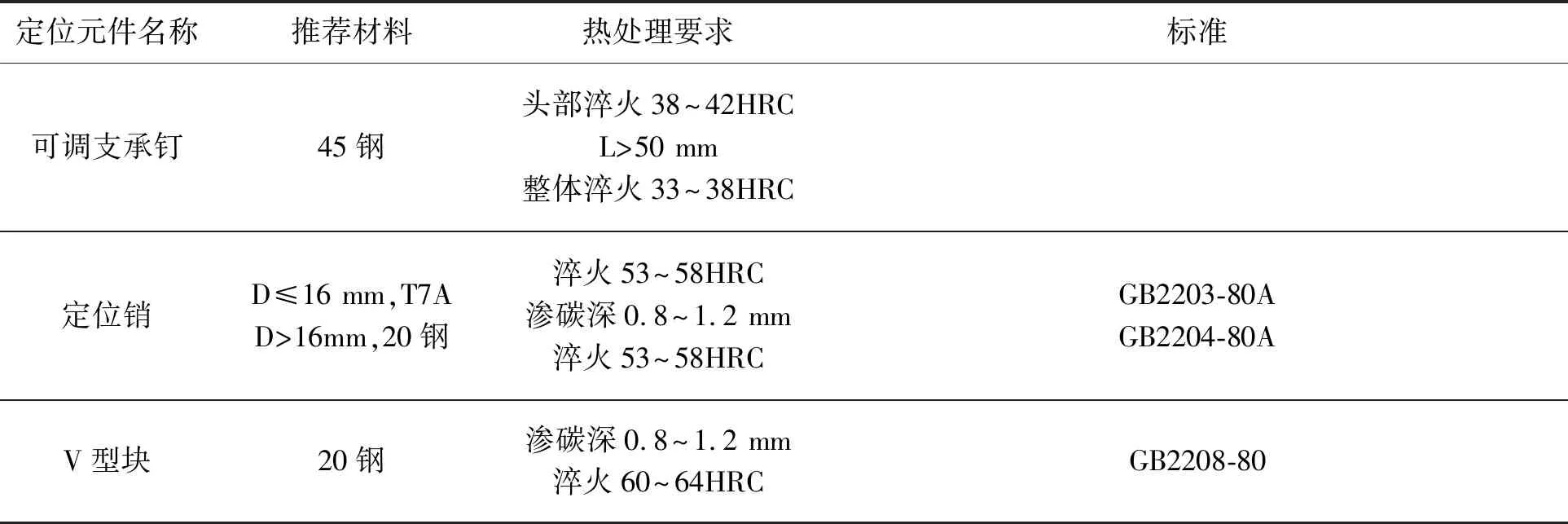
表1 定位元件選材及技術要求
在薄板的加工過程中,常出現薄板件的變形,普通的3-2-1定位原理不能很好的解決這一現象,所以,需要在第一基準面上有三個以上的定位點。第一基準面限定好了之后,第二、第三基準面一次需要兩個和一個定位點即可。一般情況下,加工的作用力集中在第一基準面上,防止其余兩個基準面彎曲變形。而且第二基準面上的定位點間距越大越好,布置在薄板的長邊上,穩定零件。兩側同時設置定位點可能導致薄板產生巨大的相對撓度。
4 夾緊機構的組成及作用
汽車焊裝夾具的夾緊機構分為三部分:1)夾緊元件:直接用于夾緊工件的元件,也就是直接和工件接觸的部位;2)力源裝置:產生接觸力的動力機構,大多數是汽缸。根據力源裝置來源不同,夾緊方式分為兩種,力源來自人力的稱為手動夾緊;力源來自氣動、液壓和電力等動力源的稱為機動夾緊;3)傳力機構:將原動力的大小按設計好的的方向和大小傳遞給夾緊元件的機構。其功能是使夾緊元件獲得夾緊力,應對不同情況,改變夾緊力的大小和方向[3]。
焊裝夾具中,傳動裝置起著不可或缺的作用,包括氣壓傳動、液壓傳動、電力傳動、電磁傳動和真空傳動等多種方式,而在汽車的焊裝夾具中,氣壓傳動應用的最為廣泛[4]。本文主要說明氣壓控制回路在夾具中的作用。焊裝夾具大部分采用氣壓傳動而不是液壓傳動,是因為氣壓傳動動作迅速,反應靈敏,操作簡單,每個行程時耗時較少。氣壓傳動的動力空氣來源比較普遍且廉價,相對于液壓傳動來說,不需要回收裝置,用完之后排入大氣,污染較小。傳動回路中即使出現泄露,也不會造成較大影響。氣壓傳動對工作環境要求不高,適應性強,在易燃、易爆、強磁、多塵等環境中也能穩定的工作,不需要過多考慮溫度濕度等條件,便于實現過載保護,比電壓等控制方式更優越。
5 夾緊力的確定
夾緊力的作用點應該正對于定位元件或作用在定位元件所形成的支撐面內,防止產生轉動力矩,破壞工件的定位。夾緊力的作用點應位于工件剛性較強的部分,避免工件發生變形,夾緊更為可靠。夾緊力的方向應垂直于主要定位基準面,以保證加工精度,定位穩定,夾緊和加工過程中變形較小。夾緊力的方向應與工件剛度的最大方向一致,以減小工件的夾緊變形。作用點應盡量靠近加工表面,減小切削力對夾緊點的力矩,減少工件加工時的振動[5]。
汽車板材屬于薄板,在焊接過程中容易出現變形,一般為波浪形和橢圓形的鼓包,在一些稍微厚點的薄板對接焊過程中,容易在焊縫附近形成凹陷導致整個板面扭曲變形,對于鼓包,可以看作為周邊固定的板材在均勻分布的載荷q作用下形成的彎曲板,中心撓度f為:
(1)

作用在板材上的壓力計算公式為:
(2)
E為板材的彈性模量;δ為板材厚度;v為板材的泊松比,取v=0.30。
計算夾緊力大小時,一般講夾具和工件看成一個整體,將作用在工件上的重力,夾緊力,切削力和慣性力等列出靜力平衡方程時,求出理論夾緊力,為使加緊可靠,一般再乘一個安全系數K[6]。
6 總結
汽車焊裝夾具是汽車焊接工藝的重要組成部分,夾具的精度關系到焊件的強度和精度,本文利用SolidWorks建立了轎車焊裝夾具的三維模型,并根據被加緊零件的特點,利用夾具定位原理對其進行優化設計,并得出計算夾緊力的計算公式,最后根據夾具工作需要對焊裝夾具進行氣壓控制系統設計分析,為后續的設計和生產提供了理論依據。