首鋼長(zhǎng)鋼9號(hào)高爐鐵口噴濺治理實(shí)踐
2019-05-31 11:30:02劉輝
山西冶金 2019年2期
劉 輝
(首鋼長(zhǎng)治鋼鐵有限公司, 山西 長(zhǎng)治 046031)
首鋼長(zhǎng)治鋼鐵有限公司(全文簡(jiǎn)稱長(zhǎng)鋼)9號(hào)高爐于2009年6月28日點(diǎn)火投產(chǎn),有效爐容1080m3,設(shè)有20個(gè)風(fēng)口、2個(gè)鐵口,冷卻系統(tǒng)采用開(kāi)路工業(yè)凈化水冷卻。2016年3月高爐南北兩個(gè)鐵口出現(xiàn)噴濺現(xiàn)象,造成高爐不能正常出鐵,影響高爐安全生產(chǎn),同時(shí)鐵口噴濺導(dǎo)致?tīng)t內(nèi)操作難度加大,技術(shù)經(jīng)濟(jì)指標(biāo)較差。大量的煙塵外溢對(duì)環(huán)境造成污染,也成為制約高爐生產(chǎn)的瓶頸。為此,長(zhǎng)鋼開(kāi)展了一系列的攻關(guān)措施進(jìn)行解決。
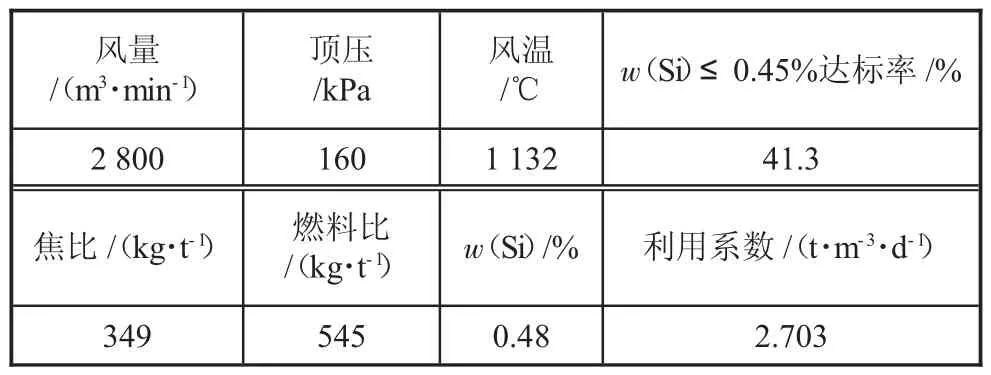
表1 2016年3月—4月部分參數(shù)及技術(shù)經(jīng)濟(jì)指標(biāo)
從表1中可以看出,風(fēng)量運(yùn)行偏低,含硅量較高,波動(dòng)較大,達(dá)標(biāo)率低,高爐利用系數(shù)偏低,高爐運(yùn)行狀況不理想。
1 鐵口噴濺情況
9號(hào)高爐的2個(gè)鐵口都存在不同程度的噴濺,噴濺距離由遠(yuǎn)及近,遠(yuǎn)的到撇渣器位置,近的在距鐵口4 m左右位置。噴濺時(shí)間嚴(yán)重時(shí)從打開(kāi)鐵口到堵口鐵口,整個(gè)出鐵過(guò)程都存在噴濺。噴濺幅度一般是由大漸小,大時(shí)在主鐵溝兩側(cè)1.0 m位置,小時(shí)在主鐵溝兩側(cè)0.5 m位置。有時(shí)也會(huì)出現(xiàn),在出鐵末期渣鐵流能形成一個(gè)穩(wěn)定的拋物線狀態(tài),直至來(lái)風(fēng)堵口,但這個(gè)時(shí)間一般都比較短,也比較少見(jiàn)。
2 鐵口噴濺原因
鐵口是高爐鐵水流出的孔道,由鐵口框、保護(hù)板、泥套、鐵口磚通道組成(見(jiàn)圖1)。
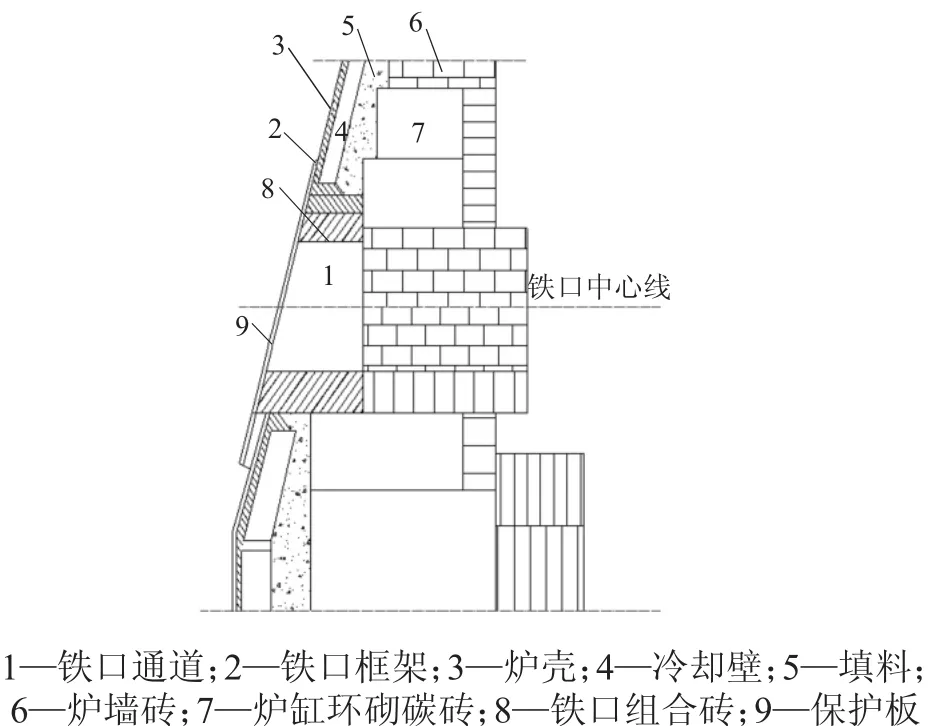
圖1 鐵口構(gòu)造圖
針對(duì)可能造成鐵口噴濺的原因,長(zhǎng)鋼開(kāi)始逐一排查,首先排除了鐵口區(qū)域附近冷卻器漏水、爐缸工作不活躍,鐵口卡焦;判定可能的原因?yàn)殍F口孔道出現(xiàn)裂縫,鐵口孔道內(nèi)壁不規(guī)整,和爐殼與冷卻壁出現(xiàn)縫隙,造成串煤氣造成噴濺,針對(duì)此兩原因長(zhǎng)鋼采取治理措施,具體如下。
3 鐵口噴濺治理
1)打孔排氣。為了避免查漏工作出現(xiàn)失誤,為了避免烘爐過(guò)程中有殘余的水分,為了給“串氣”找出路,主要采取了在鐵口框周圍的爐殼上鉆眼,并打開(kāi)鐵口框周圍所在的冷卻壁上的打漿孔,進(jìn)行排水(水蒸氣)、排氣,串出的煤氣用明火點(diǎn)燃以確保安全。
2)采用爐體灌漿技術(shù)。為了消除爐殼與冷卻壁縫隙,長(zhǎng)鋼主要采取對(duì)高爐爐缸部位灌漿的措施。經(jīng)過(guò)全面排查風(fēng)口帶以下?tīng)t殼與冷卻壁之間空洞處,確認(rèn)開(kāi)孔部位及數(shù)量,并用黃漆一一作出標(biāo)記,利用休風(fēng)機(jī)會(huì)開(kāi)打漿孔進(jìn)行打漿,開(kāi)打漿孔32個(gè),總消耗漿料9.1 t,合計(jì)壓入爐內(nèi)約8.0 t。
3)采取鐵口修補(bǔ)技術(shù)。主要是為了消除鐵口孔道內(nèi)壁不規(guī)整、鐵口孔道出現(xiàn)的裂縫。方法主要有兩種:一是對(duì)鐵口孔道進(jìn)行挖補(bǔ),把鐵口孔道挖出一條深度約1 000 mm、直徑約200 mm的孔洞,然后用澆筑料填實(shí),用煤氣烘烤直至確認(rèn)烤干后使用。二是對(duì)鐵口孔道進(jìn)行壓漿,具體操作:將泥炮內(nèi)炮泥全部打出,挖空泥炮嘴和喇叭口;制作鐵口泥套,深入保護(hù)板內(nèi)50 mm,確保泥套表面光滑平整,用8 mm石棉墊制作密封后入泥套內(nèi);用Φ80 mm鉆頭鉆入1.8 m,退出開(kāi)口機(jī);泥炮嘴內(nèi)裝入20 mm軟泥,將泥炮開(kāi)到鐵口上,向炮腔內(nèi)灌入2桶壓漿料,然后裝入有水炮泥300 kg。如向炮腔內(nèi)灌入壓漿料時(shí)向后返流,則要調(diào)低泥炮角度,裝入有水炮泥頂緊后調(diào)回角度;打入壓漿料并保壓250 kg 30 min以上;退炮(禁止退泥柄),用煤氣烘烤直至確認(rèn)烤干后使用。
4)統(tǒng)一爐前操作。首先開(kāi)鐵口過(guò)程統(tǒng)一,杜絕鉆漏鐵口;其次保證堵口過(guò)程統(tǒng)一,嚴(yán)禁閃泥炮墩鐵口;第三保證開(kāi)口機(jī)、泥炮兩大設(shè)備運(yùn)行完好,針對(duì)噴濺要有保護(hù)泥炮的措施,避免渣鐵噴濺到泥炮上燒壞神杯、油管等;第四每班校對(duì)鐵口中心線;第五嚴(yán)格控制鐵口深度,北鐵口深度控制在2 200 mm±100 mm,南鐵口深度控制在2400 mm±100 mm。在出鐵過(guò)程中出現(xiàn)卡焦現(xiàn)象,組長(zhǎng)要組織人員用圓鋼捅鐵口,保證鐵口流速在3.0 t/min±0.5 t/min。交接班時(shí)組長(zhǎng)、鐵口工認(rèn)真分析討論當(dāng)班鐵口工作狀態(tài)及存在的問(wèn)題,統(tǒng)一思想,杜絕隨意操作。
5)統(tǒng)一爐內(nèi)操作。第一,統(tǒng)一思路,對(duì)噴濺有定位。嚴(yán)重時(shí)期(噴濺時(shí)間不小于80%出鐵時(shí)間)要以保人員、設(shè)備安全減少事故為主;改善期要以保爐況穩(wěn)定順行為主;好轉(zhuǎn)期(噴濺時(shí)間不大于10 min)逐步優(yōu)化技術(shù)經(jīng)濟(jì)指標(biāo)。第二,控制好各個(gè)操作參數(shù),主要是控制好爐溫(Si含量和物理熱)和爐渣堿度控制在合適的范圍內(nèi)。嚴(yán)重期風(fēng)量、風(fēng)壓運(yùn)行水平不能太高,一般比正常風(fēng)量低300~400 m3/min,要以避免爐內(nèi)憋風(fēng),避免壓差過(guò)高,避免發(fā)生爐外事故為主;好轉(zhuǎn)期要保證一定的入爐風(fēng)量和風(fēng)速,活躍爐缸改善爐缸工作狀況,長(zhǎng)鋼的經(jīng)驗(yàn)是物理熱>1 480℃、R2:1.17±0.03,保持良好的渣鐵流動(dòng)性,一定程度上有助于緩解噴濺。好轉(zhuǎn)期略增加風(fēng)量,逐步采取優(yōu)化措施減少消耗。
4 實(shí)施效果
通過(guò)實(shí)踐,歷時(shí)8個(gè)多月的時(shí)間,鐵口噴濺問(wèn)題基本得到解決,不再影響高爐的正常生產(chǎn),各項(xiàng)技術(shù)經(jīng)濟(jì)指標(biāo)也有明顯改善(見(jiàn)表2)。
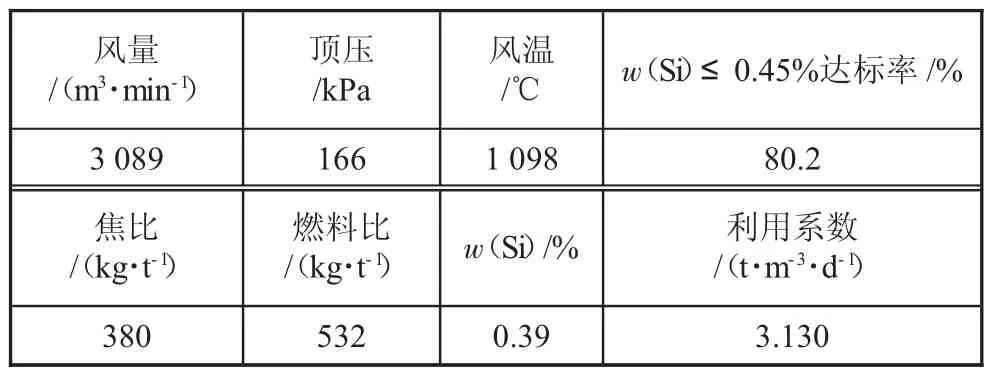
表2 2017年1—3月部分參數(shù)及技術(shù)經(jīng)濟(jì)指標(biāo)
從表2中可以看出,鐵口噴濺消除后,風(fēng)量運(yùn)行到正常水平,含硅量有所降低,波動(dòng)減小,達(dá)標(biāo)率提高,高爐利用系數(shù)提高,高爐運(yùn)行狀況良好。
5 結(jié)論
1)引起鐵口噴濺是多種因素的綜合結(jié)果,處理時(shí)要全方位考慮。對(duì)噴濺造成的影響,要有清醒的認(rèn)識(shí),處理過(guò)程要注意時(shí)效性。
2)在新建高爐或大修中,要把握好協(xié)調(diào)好工期和質(zhì)量的關(guān)系,不能一味圖快而犧牲砌筑質(zhì)量。
3)爐外操作已成為影響高爐生產(chǎn)的重要因素,必須加強(qiáng)對(duì)爐前作業(yè)的重視與管理,形成可靠有效的制度約束。尤其在對(duì)鐵口的管理上,更要精心,確保維護(hù)好鐵口,提高鐵口合格率,正點(diǎn)出鐵率,為爐內(nèi)穩(wěn)定順行技術(shù)經(jīng)濟(jì)指標(biāo)優(yōu)化打下堅(jiān)實(shí)的基礎(chǔ)。
(編輯:苗運(yùn)平)
