波箔氣體軸承MoS2基潤滑涂層的制備和性能研究*
2019-05-30 08:59:20
潤滑與密封 2019年5期
(南京航空航天大學(xué)機(jī)電學(xué)院 江蘇南京 210016)
波箔氣體軸承是一種利用空氣作為潤滑膜的高性能軸承,主要由軸承套、平箔片、波箔片三部分構(gòu)成[1-3]。與傳統(tǒng)軸承相比,波箔氣體軸承正常工作幾乎沒有摩擦。但軸承在啟動或停車階段,平箔與轉(zhuǎn)子相對速度較低,氣膜尚未完全形成,平箔與轉(zhuǎn)子表面會出現(xiàn)干摩擦,對平箔和轉(zhuǎn)子表面損傷很大,這極大地影響了波箔氣體軸承使用壽命,降低了軸承工作時的可靠性,限制了其發(fā)展應(yīng)用[4-6]。
目前,在平箔片和軸頸表面制備固體潤滑涂層是減少波箔軸承啟停時摩擦磨損的最好方法。國外主要有兩家研究機(jī)構(gòu)在波箔軸承固體潤滑涂層領(lǐng)域進(jìn)行了較系統(tǒng)的研究工作,分別是美國的NASA Lewis實(shí)驗(yàn)室與MITI公司,他們的研究各有特點(diǎn)。其中NASA Lewis實(shí)驗(yàn)室研制的涂層多用于轉(zhuǎn)子表面,主要以PS系列涂層為主,其中性能最好的涂層是PS304復(fù)合潤滑涂層[7-10]。而MITI公司研制的涂層多用于箔片表面,主要以KorolonTM系列涂層為主[11]。而我國在該領(lǐng)域起步較晚,與發(fā)達(dá)國家還有很大差距,本文作者所在的實(shí)驗(yàn)室曾制備過WC-12Co固體潤滑涂層,用于轉(zhuǎn)子表面獲得了不錯的效果[12]。大量研究表明,轉(zhuǎn)子表面涂覆硬質(zhì)涂層,而箔片表面涂覆軟質(zhì)涂層可以使波箔軸承系統(tǒng)性能達(dá)到最優(yōu)。
1 試驗(yàn)部分
1.1 試驗(yàn)材料
試驗(yàn)用材料主要有MoS2、環(huán)氧樹脂、丙酮和流平劑。其中環(huán)氧樹脂起黏結(jié)劑的作用,它影響涂層與基底的結(jié)合強(qiáng)度;丙酮是一種有機(jī)溶劑,通常用來進(jìn)行稀釋作用;流平劑是一種常用的助劑,它能促使噴涂材料在干燥過程中形成一個平整、光滑、均勻的表面;MoS2為起減摩耐磨作用。
1.2 MoS2固體潤滑涂層的制備
選用不銹鋼圓盤作為制備MoS2固體潤滑涂層的基體,圓盤由不銹鋼棒材機(jī)械加工而成,其直徑為30 mm,厚度為4 mm。
將MoS2、環(huán)氧樹脂、丙酮和流平劑按一定的比例混合制成涂料,利用噴涂方式制備MoS2基固體潤滑涂層。在噴涂前需要對圓盤試樣進(jìn)行表面處理。首先對圓盤試樣進(jìn)行磷化處理,磷化處理的目的是通過噴涂前打底,來提高涂層的附著力與防腐蝕能力。然后采用噴砂、用150和240目金相砂紙打磨等方式分別處理磷化后的試樣。噴砂和打磨處理后的試樣表面有不同的粗糙度,可以比較基體表面粗糙度對涂層結(jié)合強(qiáng)度的影響。使用BRUKER Contour GT系列三維光學(xué)輪廓儀測得3種方式處理后的基體表面粗糙度平均值分別為Ra45.6 μm、Ra44.3 μm和Ra41.4 μm。
將表面處理后的圓盤試樣用丙酮清洗,自然晾干。噴涂及固化處理工藝流程為:①預(yù)熱處理,把圓盤試樣放入箱式電爐中加熱至100 ℃左右,保溫10 min;②噴涂,利用噴槍將配制好的涂料均勻噴涂到圓盤試樣表面上,噴槍距離為15~25 cm,噴涂角度為70°,噴涂氣壓控制在0.2~0.3 MPa,噴涂厚度為30~40 μm[15];③固化,將噴涂后的試樣放入箱式電爐,電爐溫度保持在170 ℃左右,保溫30~60 min,經(jīng)過處理最終制成MoS2涂層。
采用同樣的步驟在波箔氣體軸承的平箔片表面制備MoS2涂層。平箔片由InconelX-750型鎳基高溫合金材料制成,噴涂前平箔片表面采用噴砂處理。此外,還選用噴涂有聚四氟乙烯(PTFE)涂層的平箔片進(jìn)行對比試驗(yàn),該聚四氟乙烯涂層已經(jīng)在商業(yè)中得到實(shí)際應(yīng)用,性能優(yōu)異。
如圖1所示是制備的MoS2涂層試樣和PTFE涂層試樣。
由此可見二者對于修辭態(tài)度相似卻不同,前者要求多多益善,后者追求恰到好處。這也是造成兩首歌雖風(fēng)格同為“中國風(fēng)”,細(xì)品之下卻各有春秋的緣由。
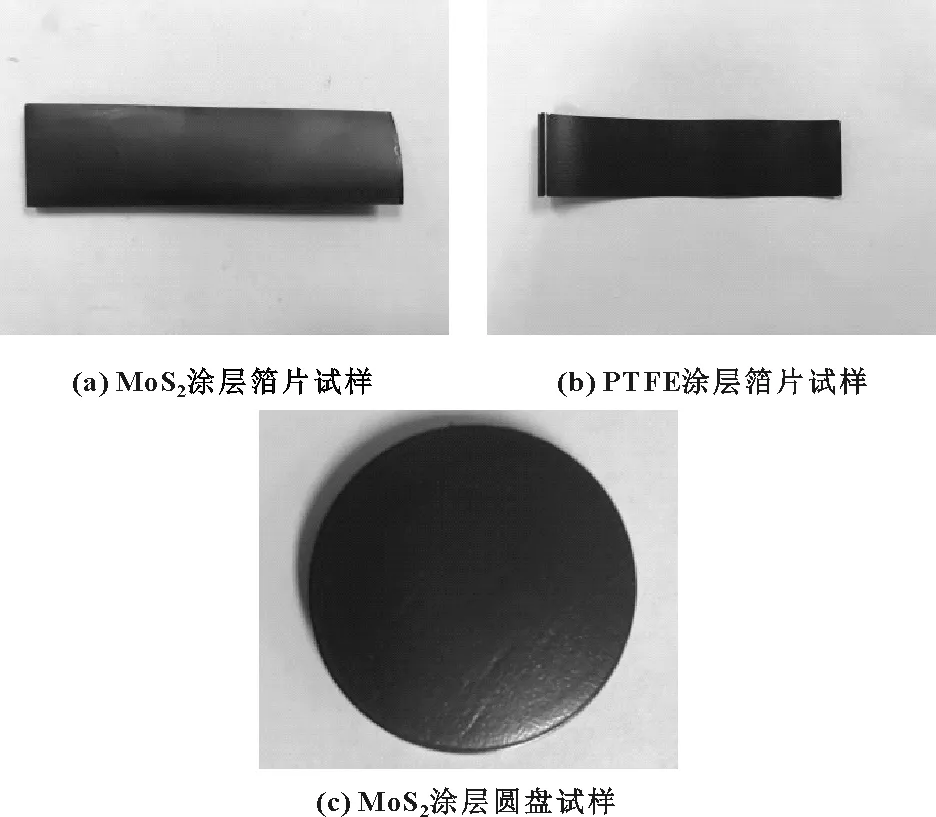
圖1 試驗(yàn)中使用的涂層試樣
1.3 試驗(yàn)設(shè)備及試驗(yàn)方法
使用蘭州中科凱華科技開發(fā)有限公司研發(fā)的WS-2005型涂層附著力自動劃痕儀對圓盤試樣進(jìn)行涂層與基體結(jié)合強(qiáng)度試驗(yàn)。
涂層的表面截面形貌是涂層分析的重要組成部分,涂層的很多重要物理和化學(xué)性能是由其形貌特征決定的。采用日本電子株式會社生產(chǎn)的型號為JSM-7900F的掃描電子顯微鏡(SEM)對涂層表面和截面進(jìn)行形貌分析。
使用實(shí)驗(yàn)室自行設(shè)計的球盤摩擦磨損試驗(yàn)機(jī)對圓盤試樣進(jìn)行摩擦磨損試驗(yàn),試驗(yàn)參數(shù)為:圓盤轉(zhuǎn)速95.5 r/min,施加的載荷2 N,磨痕軌道直徑20 mm,摩擦磨損時間20 min,試驗(yàn)環(huán)境溫度20 ℃。試驗(yàn)的球體材料為不銹鋼,盤試樣為不銹鋼圓盤試樣和噴涂MoS2涂層的不銹鋼圓盤試樣2種。通過數(shù)據(jù)采集和處理得到摩擦因數(shù)隨時間變化的關(guān)系曲線,對比分析得出MoS2涂層的減摩性能。采用精度為0.1 mg的光電分析天平測量摩擦磨損試驗(yàn)前后的質(zhì)量,計算出磨損前后的質(zhì)量差,取3次測量的平均值,即為其磨損質(zhì)量。
為了測試MoS2涂層在波箔軸承系統(tǒng)中的實(shí)際使用性能,采用自主設(shè)計的波箔氣體軸承性能測試實(shí)驗(yàn)臺(如圖2所示)進(jìn)行臺架試驗(yàn)。波箔氣體軸承性能測試實(shí)驗(yàn)臺由實(shí)驗(yàn)臺本體、潤滑冷卻系統(tǒng)、測試系統(tǒng)組成。采用電渦流傳感器、拉力傳感器以及熱電偶分別測量徑向相對位移、摩擦力和溫度場,并通過數(shù)據(jù)采集卡和溫度巡檢儀采集測量數(shù)據(jù)。
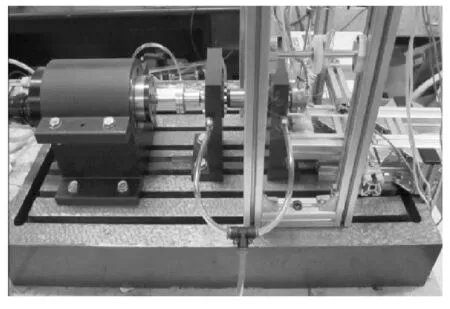
圖2 波箔氣體軸承性能測試實(shí)驗(yàn)臺
試驗(yàn)選用本文作者所在的實(shí)驗(yàn)室制備的WC-12Co固體潤滑涂層的軸套[12],與制備的MoS2涂層箔片試樣和PTFE涂層箔片試樣分兩組進(jìn)行對照試驗(yàn),分別是:MoS2涂層和WC-12Co涂層,PTFE涂層和WC-12Co涂層。試驗(yàn)步驟為:在10 N負(fù)載下啟動試驗(yàn)臺,然后依次加載到30和50 N,每次在達(dá)到穩(wěn)定運(yùn)轉(zhuǎn)狀態(tài)下加載,穩(wěn)定狀態(tài)是轉(zhuǎn)速達(dá)到了30 000 r/min;加載到50 N,穩(wěn)定運(yùn)轉(zhuǎn)一定時間后將載荷依次卸載,在10 N負(fù)載下停車。試驗(yàn)過程中采用數(shù)據(jù)采集卡對數(shù)據(jù)進(jìn)行同步采集,然后使用數(shù)據(jù)分析軟件進(jìn)行比較分析。試驗(yàn)后將波箔軸承拆卸下來,對箔片表面磨損痕跡進(jìn)行觀察分析,得出在實(shí)際工作過程中涂層的耐磨和減摩性能。
2 試驗(yàn)結(jié)果與分析
2.1 MoS2涂層-基體界面結(jié)合強(qiáng)度
圖3所示是不同表面處理條件下MoS2涂層結(jié)合力曲線圖,圖中有兩條曲線,一條是劃痕儀劃針與MoS2涂層表面接觸時的動態(tài)摩擦力,另一條是聲發(fā)射信號。
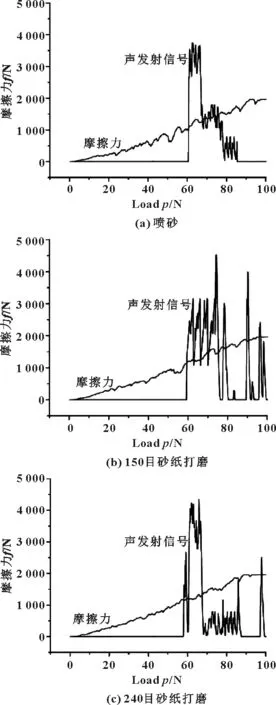
圖3 不同表面處理條件MoS2涂層結(jié)合力曲線圖
試驗(yàn)過程中,當(dāng)動態(tài)載荷達(dá)到臨界載荷時涂層就會被劃破,此時臨界載荷就是涂層結(jié)合力;載荷繼續(xù)增加,涂層會不斷被破壞,聲發(fā)射信號的變化反應(yīng)在涂層結(jié)合力曲線上。對于MoS2涂層,當(dāng)動態(tài)載荷增加到臨界載荷時,會在該處產(chǎn)生一個聲信號脈沖,載荷超過臨界載荷并不斷增加,就會產(chǎn)生連續(xù)不斷的聲信號脈沖。在圖3(a)、(b)、(c)中,在某些區(qū)間產(chǎn)生的聲信號不連續(xù),這可能是由于涂層厚度不均勻,在該區(qū)間涂層太厚,導(dǎo)致沒有產(chǎn)生聲信號脈沖,不過這并不影響臨界載荷,臨界載荷是反應(yīng)涂層結(jié)合力的關(guān)鍵數(shù)據(jù)。
表面噴砂處理、表面150目砂紙打磨和表面240目砂紙打磨是為了提高表面粗糙度,其中噴砂處理的表面粗糙度最大,然后依次為150目砂紙打磨表面、240目砂紙打磨表面。3種表面處理方式下制備得到的MoS2涂層結(jié)合力分別為60.7、59.4、58 N。可見,提高基體表面粗糙度都會提高M(jìn)oS2涂層的結(jié)合強(qiáng)度,其中采用噴砂表面處理方式時制備的MoS2涂層結(jié)合力最好。
2.2 MoS2涂層表面和截面微觀結(jié)構(gòu)
圖4所示為MoS2涂層表面形貌分析的SEM圖。可知,在噴涂過程中材料各成分均勻分布在基底上,沒有出現(xiàn)聚集現(xiàn)象;涂層結(jié)構(gòu)較為致密,表面整體平滑,沒有空洞、間隙和裂紋等缺陷,質(zhì)量較好;在涂層中彌散分布著一些孔隙,構(gòu)成了涂層表面的微觀形貌。
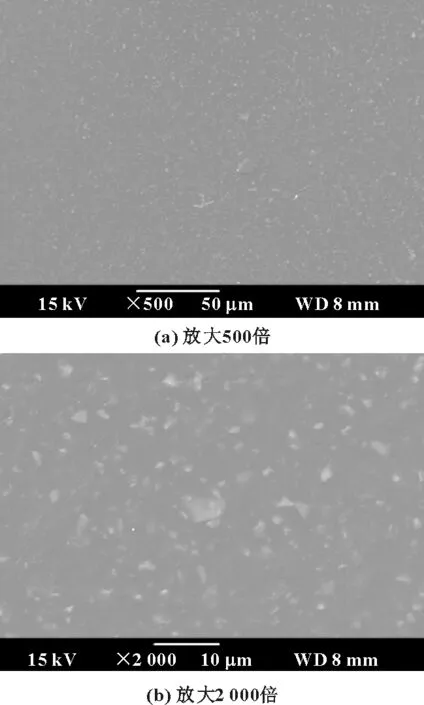
圖4 MoS2涂層表面不同放大倍率的形貌SEM圖
圖5所示為MoS2涂層截面形貌的SEM圖,可以看出,MoS2涂層和基底結(jié)合緊密,涂層截面整體沒有分層,致密性較好;在涂層截面上基本沒有微孔隙,截面質(zhì)量較高。通過圖中尺寸比例大致測得該MoS2涂層厚度在38.3 μm左右。
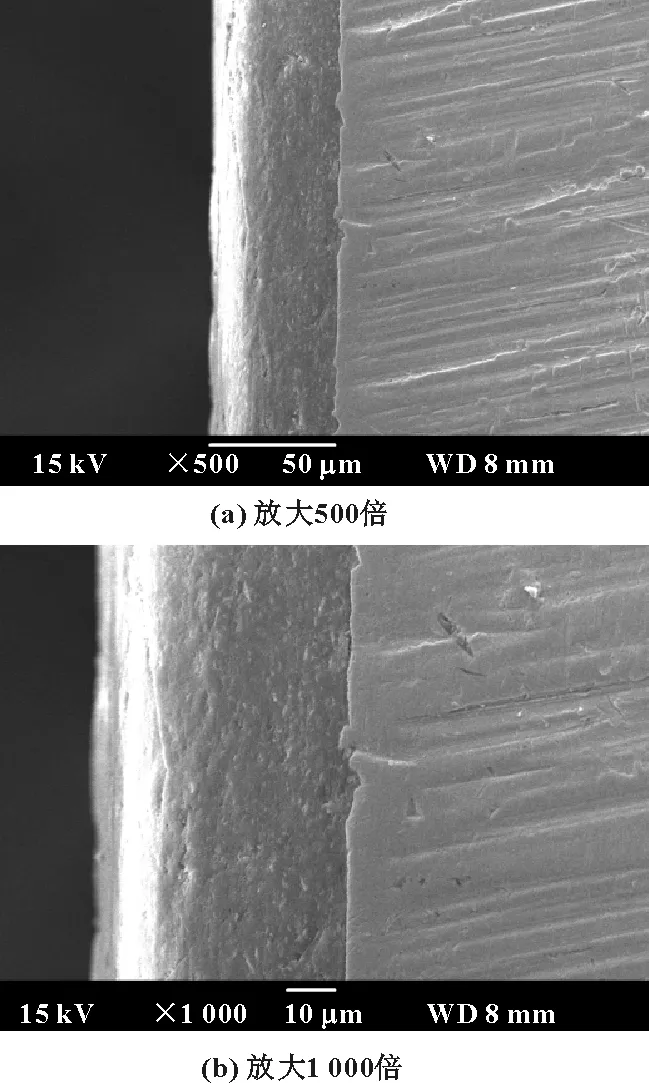
圖5 MoS2涂層截面不同放大倍率的形貌SEM圖
在噴涂過程中,高速的噴涂顆粒撞擊基體表面,有大量顆粒嵌入基體內(nèi),形成鋸齒狀咬合現(xiàn)象,說明涂層的結(jié)合方式以機(jī)械結(jié)合為主,這有利于提高該涂層與基體的結(jié)合強(qiáng)度和耐磨性。機(jī)械結(jié)合是二硫化鉬涂層的主要形成方式,當(dāng)二硫化鉬分子與基體接觸時,由于基體表面比較粗糙,二硫化鉬分子就會沉積在由于表面粗糙而形成的表面微凸體上,從而形成機(jī)械結(jié)合。機(jī)械結(jié)合的強(qiáng)度主要取決于表面的粗糙程度[16-17]。
2.3 MoS2涂層摩擦學(xué)性能
圖6所示為采用球盤摩擦磨損試驗(yàn)機(jī)測得的不銹鋼基體和MoS2涂層試樣在相同試驗(yàn)條件下摩擦因數(shù)隨時間變化的曲線。可知,未噴涂MoS2涂層的不銹鋼基材摩擦磨損過程達(dá)到穩(wěn)定時摩擦因數(shù)較高。其滑動摩擦過程分為兩個階段,即跑合磨損階段和正常磨損階段。在跑合磨損階段,隨著磨損時間的增加,摩擦因數(shù)快速上升,該過程持續(xù)時間較短;進(jìn)入正常磨損階段后,摩擦因數(shù)在很小的范圍內(nèi)波動,摩擦因數(shù)為0.55左右。而噴涂MoS2涂層后摩擦因數(shù)都得到了明顯的降低,與不銹鋼相比,MoS2涂層摩擦因數(shù)隨時間的變化趨勢也不相同,即MoS2涂層沒有明顯的跑合磨損階段。MoS2涂層隨著磨損時間的增加,摩擦因數(shù)趨于0.25,相比不銹鋼基體降低了54.5%左右。從摩擦磨損試驗(yàn)全過程來看,MoS2涂層能夠有效地起到減摩作用。
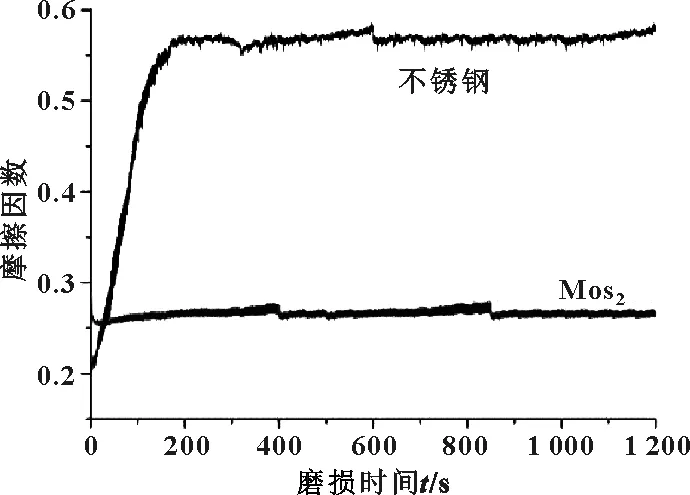
圖6 不銹鋼和MoS2涂層摩擦因數(shù)隨時間變化曲線
摩擦磨損試驗(yàn)后,不銹鋼和MoS2涂層試樣平均磨損量分別為12.3和7.3 mg,即MoS2涂層磨損量相對減小了40.7%,說明這MoS2涂層在該試驗(yàn)條件下耐磨性能較好。
圖7所示是MoS2涂層摩擦磨損實(shí)驗(yàn)后磨痕表面形貌SEM圖,可以看出,MoS2涂層表面有溝狀磨痕,還有一些小的凹坑。在摩擦磨損試驗(yàn)初期,MoS2涂層表面的微凸體在與摩擦副小球會產(chǎn)生擠壓作用,發(fā)生切削和塑性變形,其中有些顆粒從涂層中脫落,這些脫落的顆粒成為磨粒對涂層表面進(jìn)行細(xì)微切削,使涂層表面出現(xiàn)一些犁溝磨痕,因此MoS2涂層的初期磨損形式主要為磨粒磨損。隨著磨損時間的不斷增加,MoS2涂層表面產(chǎn)生大量摩擦熱,使得涂層中的環(huán)氧樹脂熔化,導(dǎo)致涂層與基體的黏結(jié)能力下降,涂層材料表面會出現(xiàn)小塊脫落,出現(xiàn)小的凹坑,此時涂層發(fā)生了黏著磨損[18]。
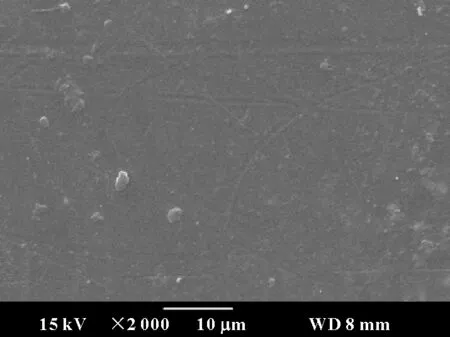
圖7 MoS2涂層磨痕表面形貌SEM圖
2.4 MoS2涂層波箔軸承臺架試驗(yàn)研究
圖8、9所示分別是波箔軸承以10 N載荷啟動,并由10 N增加到30 N、由30 N增加50 N并達(dá)到穩(wěn)定運(yùn)行狀態(tài)時,臺架試驗(yàn)測得的MoS2涂層和PTFE涂層箔片的摩擦力矩隨時間變化的曲線。圖中摩擦力矩曲線分別出現(xiàn)3次突然直線上升的情況,分析可知,當(dāng)每次載荷變化時,測得的摩擦力矩會突然增大。這是因?yàn)樵囼?yàn)以初始載荷10 N啟動,此時相對轉(zhuǎn)速較低,波箔軸承與軸套之間氣膜沒有完全形成,平箔片與軸承直接接觸產(chǎn)生摩擦,此時的摩擦力矩會突然變大;隨著轉(zhuǎn)軸轉(zhuǎn)速的增大,波箔軸承與軸套的相對速度增大,形成穩(wěn)定氣膜,平箔片與軸承沒有接觸,摩擦減少,摩擦力矩漸漸趨于穩(wěn)定。當(dāng)載荷由10 N增加到30 N和由30 N增加到50 N時,情況與上述類似。
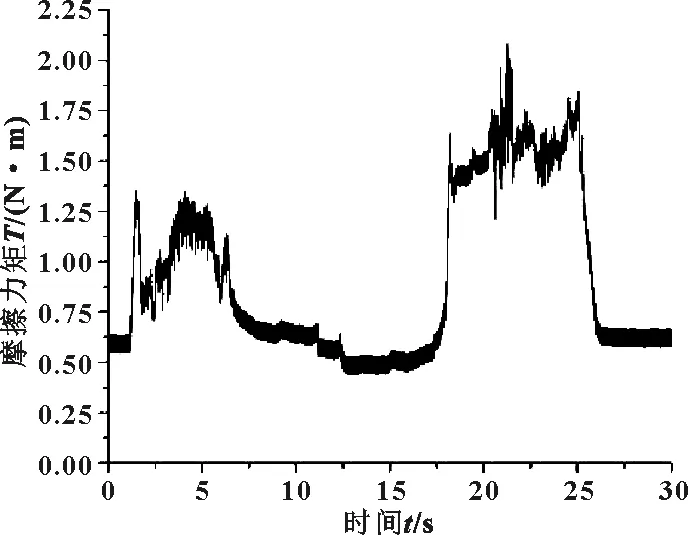
圖8 箔片MoS2涂層和軸套WC-12Co涂層臺架 試驗(yàn)?zāi)Σ亮仉S時間變化曲線
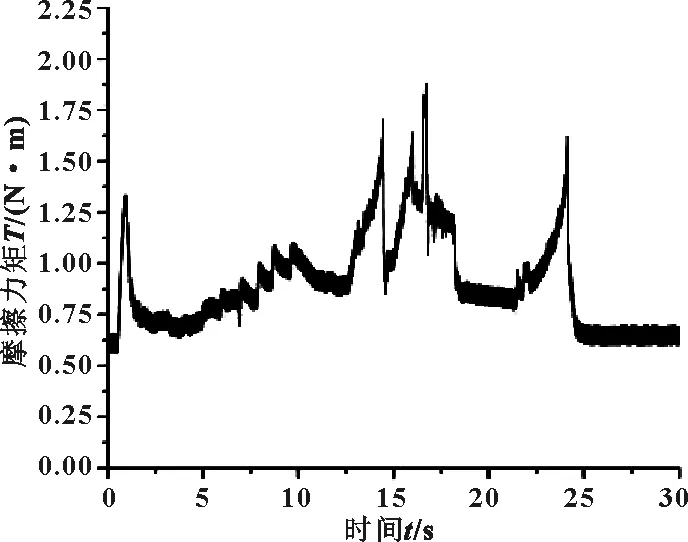
圖9 箔片PTFE涂層和軸套WC涂層臺架試驗(yàn)?zāi)Σ亮?矩隨時間變化曲線
對比圖8、9中出現(xiàn)的3次曲線變化,當(dāng)使用MoS2涂層的平箔片進(jìn)行試驗(yàn),3次變化產(chǎn)生的最大摩擦力矩分別為1.35、1.34、2.0 N·m。同樣,使用PTFE涂層的平箔片時,3次變化產(chǎn)生的最大摩擦力矩分別是1.33、1.88、1.59 N·m。可以看出,二者啟動摩擦力矩相差不大,在載荷由10 N增加到30 N時,與使用PTFE涂層的平箔片相比,使用MoS2涂層的平箔片試驗(yàn)產(chǎn)生的摩擦力矩是較小的,而當(dāng)載荷由30 N增加到50 N時,使用MoS2涂層的平箔片試驗(yàn)產(chǎn)生的摩擦力矩是較大的。分析可知,低載荷下,在氣膜達(dá)到穩(wěn)定過程中,使用安裝MoS2涂層平箔片的波箔軸承減摩效果顯著,其性能優(yōu)于使用商用PTFE涂層平箔片的波箔軸承;但在高載荷下,使用商用PTFE涂層平箔片的波箔軸承減摩效果更好。總的來看,制備的MoS2涂層箔片其減摩性能已接近商用PTFE涂層箔片。
MoS2涂層箔片和PTFE涂層箔片臺架試驗(yàn)后的磨損情況對比如圖10所示。圖10(a)所示是試驗(yàn)后的MoS2涂層箔片,可以看出箔片磨損比較嚴(yán)重,箔片表面涂層明顯變薄,大量涂層被磨掉。這是因?yàn)椋诓砻嬷苽銶oS2涂層時,對箔片表面進(jìn)行了噴砂處理,由于平箔片很薄,噴砂處理產(chǎn)生的內(nèi)應(yīng)力很大,箔片產(chǎn)生彎曲,噴涂制備的MoS2涂層可能厚度不均勻。用該MoS2涂層箔片做試驗(yàn)時,當(dāng)載荷改變時,氣膜恢復(fù)穩(wěn)定過程比較緩慢,波箔軸承平箔片與軸套之間的干摩擦持續(xù)時間較長,摩擦?xí)a(chǎn)生大量摩擦熱,使得涂層中的環(huán)氧樹脂熔化,涂層材料會小塊脫落,這些脫落的顆粒附著在軸套表面成為磨粒,對涂層表面進(jìn)行細(xì)微切削,使涂層表面出現(xiàn)一些犁溝磨痕,該過程導(dǎo)致MoS2涂層箔片磨損嚴(yán)重。
圖10(b)所示是試驗(yàn)后的PTFE涂層箔片,該箔片的磨損不太嚴(yán)重。文中采用的PTFE涂層是商用涂層,其制備過程保證了涂層表面的均勻。在試驗(yàn)中,當(dāng)載荷改變時,氣膜恢復(fù)穩(wěn)定過程迅速,波箔軸承平箔片與軸套短時間的摩擦不會產(chǎn)生大量熱量,PTFE涂層表面在與軸套摩擦過程中某些顆粒從涂層中脫落,這些脫落的顆粒對涂層表面進(jìn)行切削,使涂層表面出現(xiàn)一些磨痕,因此PTFE涂層箔片磨損形式主要為磨粒磨損。
目前,為了解決在箔片上噴涂制備MoS2涂層厚度不均勻的問題,采用砂紙打磨處理的方式來增大箔片表面的粗糙度。這樣箔片不會因?yàn)閲娚疤幚懋a(chǎn)生的應(yīng)力而導(dǎo)致彎曲,同時,砂紙打磨處理和采用噴砂處理后制備的MoS2涂層的結(jié)合強(qiáng)度相差不大,完全可以用砂紙打磨處理替代噴砂處理。
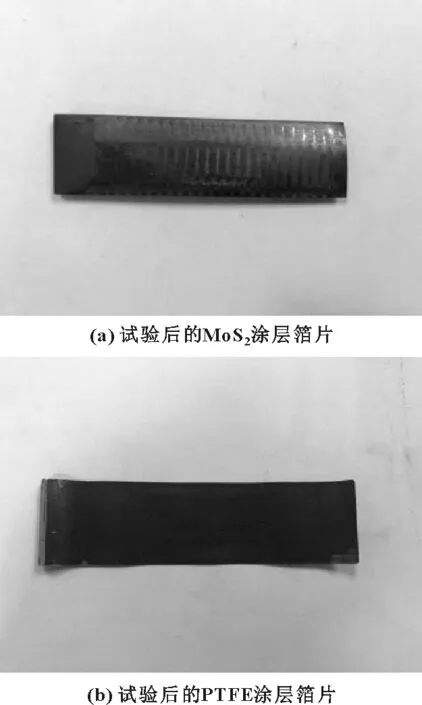
圖10 MoS2涂層箔片和PTFE涂層箔片臺架試驗(yàn)后的磨損 情況對比
3 結(jié)論
(1)不銹鋼圓盤試樣進(jìn)行表面噴砂處理、表面150目砂紙打磨和表面240目砂紙打磨后,制備的MoS2涂層結(jié)合力分別為60.7、59.4、58 N。提高基體表面的粗糙度可提高M(jìn)oS2涂層的結(jié)合強(qiáng)度,其中噴砂處理后制備的MoS2涂層結(jié)合力最好。
(2)MoS2涂層中各成分均勻分布,沒有出現(xiàn)聚集現(xiàn)象;涂層結(jié)構(gòu)較為致密,表面整體平滑,沒有空洞、間隙和裂紋等缺陷;涂層和基底結(jié)合緊密,涂層截面整體沒有分層,涂層的結(jié)合方式以機(jī)械結(jié)合為主。
(3)球盤摩擦磨損試驗(yàn)結(jié)果表明:不銹鋼基體平均摩擦因數(shù)為0.55,MoS2涂層的平均摩擦因數(shù)為0.25,MoS2涂層相比不銹鋼基體降低了54.5%左右;不銹鋼和MoS2涂層的磨損量分別為12.3和7.3 mg,MoS2涂層的磨損量相對減小了40.7%,這說明MoS2涂層在該試驗(yàn)條件下的耐磨減摩性能較好。MoS2涂層的初期磨損形式主要為磨粒磨損,隨著磨損時間的不斷增加,涂層發(fā)生了黏著磨損。
(4)波箔軸承臺架試驗(yàn)結(jié)果表明:低載荷下,在
氣膜達(dá)到穩(wěn)定過程中,使用安裝MoS2涂層平箔片的波箔軸承減摩效果顯著,其性能優(yōu)于使用商用PTFE涂層平箔片的波箔軸承;但在高載荷下,使用商用PTFE涂層平箔片的波箔軸承減摩效果更好。總體而言,制備的MoS2涂層箔片其減摩性能已接近商用PTFE涂層箔片。臺架試驗(yàn)表明,MoS2涂層箔片磨損嚴(yán)重,而PTFE涂層產(chǎn)生輕微磨損,表明制備的MoS2涂層箔片的耐磨性能較差,其原因是噴涂制備的MoS2涂層可能厚度不均勻,為了解決在箔片上噴涂制備MoS2涂層厚度不均勻的問題,可采用砂紙打磨處理來處理箔片表面,這樣箔片不會因?yàn)閲娚疤幚懋a(chǎn)生的應(yīng)力而導(dǎo)致彎曲。
