串列式超聲檢測的應用
2019-05-28 02:41:50
無損檢測 2019年5期
(中海福陸重工有限公司,珠海 519000)
海洋石油工程鋼結構中,涉及到較多中厚板的T型焊接接頭,例如工字鋼、環板、吊點、半圓管等重要的受力結構件。由于結構限制及焊接工藝等原因,常出現根部的未焊透、未熔合等缺陷;而此類缺陷大多數屬于垂直性面狀缺陷,用單一角度探頭不易發現此類缺陷,容易造成漏檢。由于檢測工藝、結構限制等原因,射線檢測一般不適用于此類結構的焊縫檢測。因此,在中厚板T型焊縫檢測中增加了串列式掃查輔助檢測,可彌補單斜探頭對垂直性面狀缺陷漏檢的不足,保障了海洋鋼結構焊縫的品質。
1 現場實例
在某海洋石油組塊的平臺項目中,根據常規的超聲檢測工藝,對50 mm厚的環板結構T型焊縫進行超聲檢測。使用型號為5Z8×12A70的斜探頭進行檢測,前沿為13 mm,發現深度h=24.5 mm,水平S=55 mm處有一個很高的疑似缺陷的回波,其檢測原理示意如圖1所示。
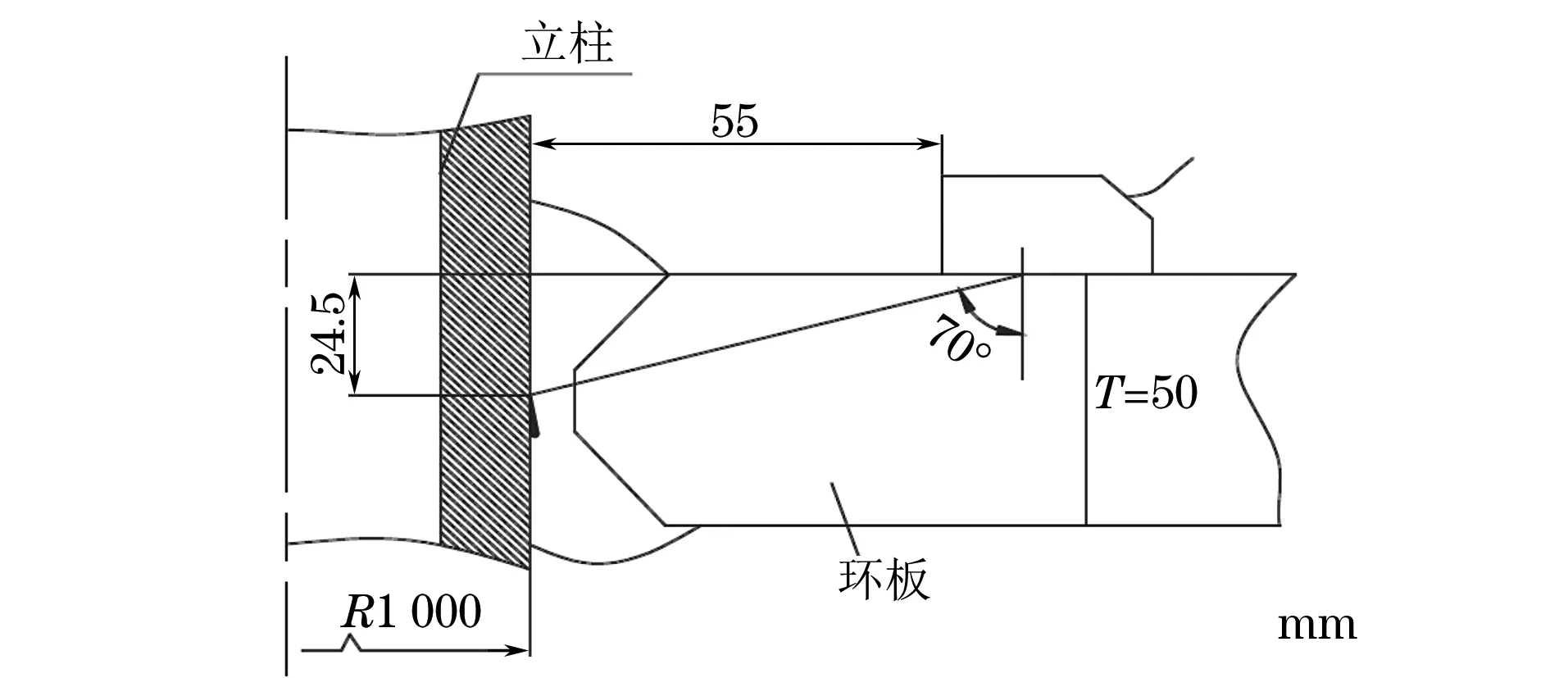
圖1 環板結構T型焊縫的超聲檢測原理示意
為了進一步證實缺陷性質及特點,移動探頭,當移動較小距離時,反射回波消失,疑似為氣孔缺陷。以缺陷位置為中心點進行環繞檢測,并未發現反射回波,環繞掃查原理示意如圖2所示。可以確定該回波不是氣孔引起的。換用45°,60°角度分別進行檢測,未發現反射回波。根據波形較尖銳、清晰、穩定的特點,也可以判定不是夾雜引起的回波。由于缺陷水平位于立柱外壁上,恰好在焊縫的熔合線附近,疑似為未熔合缺陷。
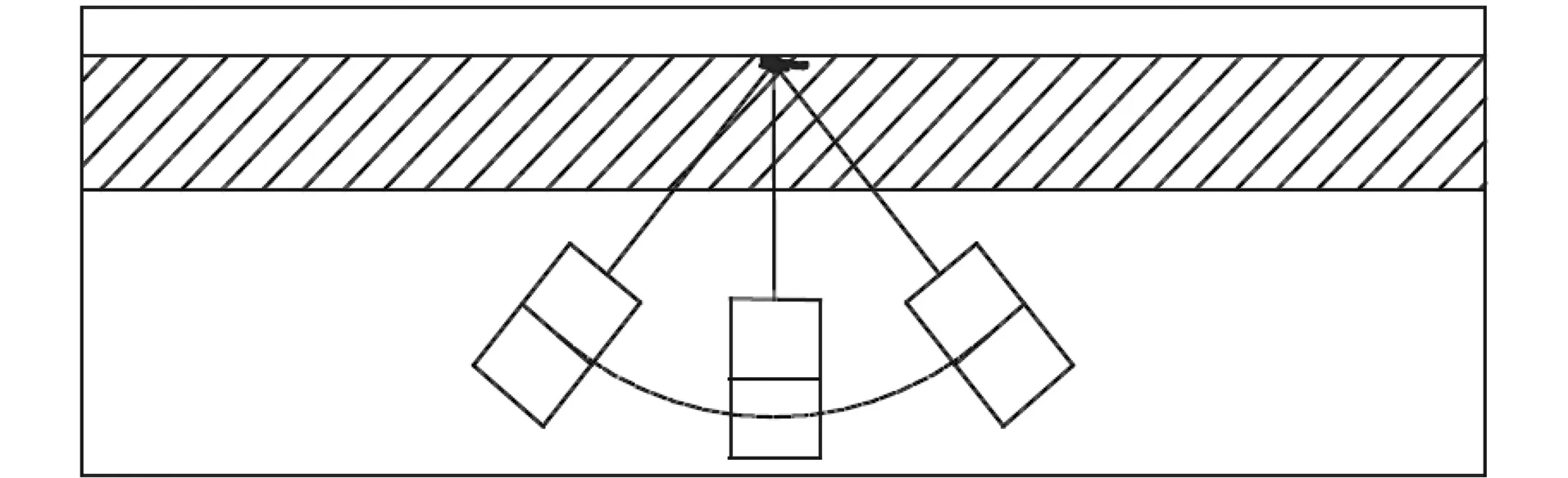
圖2 環繞掃查原理示意
2 缺陷分析
用45°,60°角度探頭檢測時都沒有反射回波,而70°探頭也僅能發現局部缺陷反射回波。分析得出,熔合線處未熔合缺陷面積比較大,屬于大型面狀缺陷,且垂直于檢測面,用45°和60°探頭產生的波束與缺陷的夾角相對較小,單斜探頭接收到的反射回波能量較小,而 70°探頭與缺陷平面的夾角相對較大,同時未熔合缺陷不可能都是面狀規則的,且探頭有一定的擴散角,在缺陷局部呈現出較高的反射回波信號。
3 串列式超聲檢測的特點
3.1 串列式超聲檢測
串列式超聲檢測就是將兩個探頭一前一后,以串列基準線等間隔地移動掃查,兩探頭以相同的方向放置在焊縫一側的表面上,一個探頭發射超聲波,另一個探頭接收超聲波。串列式超聲檢測原理示意如圖3所示[1],當發現垂直于檢測面的缺陷時,超聲波經缺陷反射至底面,再由底面反射至接收探頭,從而接收到缺陷反射信號。

圖3 串列式超聲檢測原理示意
串列式掃查存在上下檢測“盲區”,當兩探頭B1和B2緊靠在一起時,由于探頭前沿僅能發現根部以上的垂直型缺陷,不能完全檢測到根部缺陷。當兩探頭反方向等距離移動時,直至A1探頭到達焊縫余高,探頭將不能繼續移動,只能掃查到工件表面以下的垂直性面狀缺陷。
采用橫波入射,入射角在30°或60°附近時,端角反射率最低。因此,串列式掃查通常采用2個45°,頻率相同,且探頭的聲速偏離角不大于2°的單斜探頭。
3.2 時基線掃描調整
時基線掃描比例應按單斜探頭的方法調節,最大探測比例應大于1倍跨距聲程。
3.3 靈敏度調節
以直徑為6 mm的平底孔作為基準反射體。靈敏度調節方法具體參見標準GB/T 29712-2013《焊縫無損檢測 超聲檢測 驗收等級》。
3.4 缺陷位置
串列式掃查的缺陷定位原理示意如圖4所示。采用串列式掃查時,位于焊縫中任何深度缺陷的反射波均在示波屏同一位置顯示,這時缺陷水平距離和深度分別如式(1),(2)所示。
l=T*K-L/2
(1)
H=T-L/(2K)
(2)
式中:l為水平距離;H為深度;T為工件厚度;K為探頭K值(折射角度的正切值);L為兩探頭入射點間的距離。
4 試驗驗證
根據串列式掃查超聲檢測的特點,制作一個簡易串列式掃查工裝夾具,其外觀如圖5所示。

圖4 串列式掃查的缺陷定位原理示意

圖5 簡易串列式掃查工裝夾具外觀
用兩個5Z10×10A45型號斜探頭和一塊厚50.8 mm的試塊,模擬現場厚度為50 mm的環板根部未熔合垂直性面狀缺陷的串列式超聲檢測,其檢測原理示意如圖6所示。

圖6 模擬試驗檢測原理示意
結果顯示有較高的缺陷回波,且波形清晰穩定。通過現場返修,驗證了該缺陷為熔合線處的未熔合缺陷。
5 結語
雖然串列式超聲檢測有檢測盲區,且工裝夾具操作不便,但其能有效發現垂直性面狀缺陷,解決了單斜探頭對該類缺陷檢出率低的問題,可作為常規超聲檢測的輔助檢測方法。尤其對中厚板T型焊接接頭熔合線附近的缺陷采用串列式掃查配合單斜探頭的超聲檢測,可有效地提高缺陷檢出率,提高海洋石油工程鋼結構的品質。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13