4340鋼零件熱處理后磁粉檢測試驗
2019-05-28 02:41:34
無損檢測 2019年5期
(航空工業陜西飛機工業(集團)有限公司,漢中 723213)
4340合金結構鋼的淬透性好、強度較高、綜合力學性能良好,已廣泛應用于高載荷的軸類、連桿,以及高負荷的緊固件等關鍵、重要零件中。
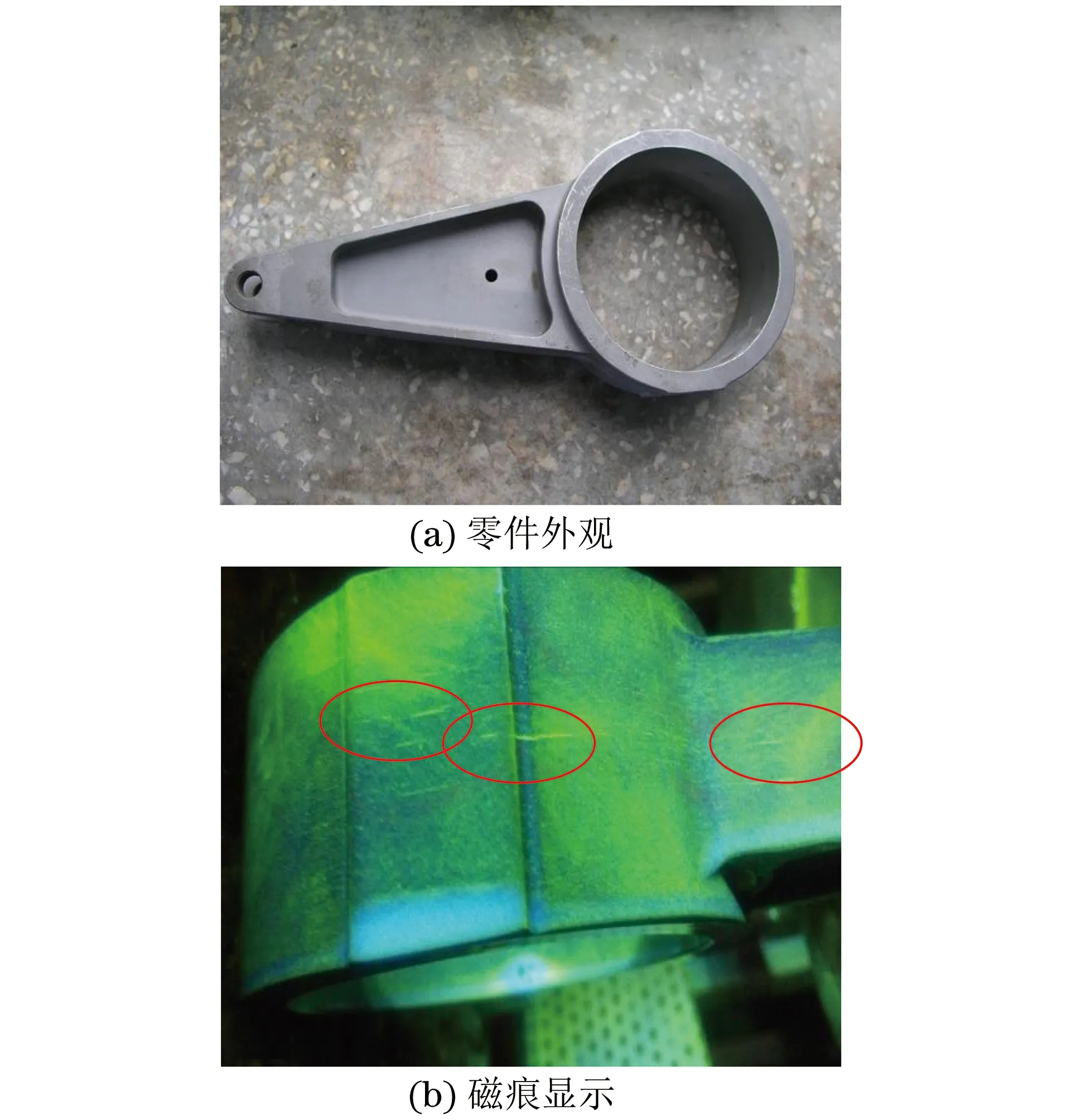
圖1 4340鋼制零件外觀和磁痕顯示
某批次4340鋼制零件外觀如圖1(a)所示,其在熱處理后的磁粉檢測時,表面出現了磁痕顯示[見圖1(b)],無法合格交付。
該零件的機械加工及熱處理工藝均參考ASTM(美國材料與試驗協會)規范制定的成熟工藝。先對同爐批號原材料進行化學成分、增脫碳、機械性能、金相組織等檢測,結果均滿足材料標準。為了確定零件磁痕產生的原因,選用有磁痕顯示的同爐批號的4340板材和4340鍛件,采用與有磁痕顯示的零件相同的機械加工工藝、熱處理工藝及磁粉檢測工藝進行了對比試驗,分析磁痕產生的原因。
1 試驗方案及方法
1.1 對比試驗
在零件機械加工后、熱處理之前增加磁粉檢測,具體試驗流程如圖2所示,熱處理工藝參數見表1。

圖2 零件的試驗流程
工藝試驗的熱處理工藝參數均按零件規定的抗拉強度要求,即1 103 MPa~1 241 MPa(硬度值為HRC36~40)進行制定,具體熱處理工藝參數見表1。

表1 熱處理工藝參數
1.2 零件破壞試驗方法
對產生磁痕的4340板材零件的磁痕部位采用硬度、金相、晶粒度測試、增脫碳測試等方法進行檢測。
2 試驗結果
2.1 磁粉檢測結果
對4340板材試驗件和4340鍛件試驗件在熱處理前后均進行了磁粉檢測,檢測結果如表2所示。4340板材試驗件熱處理后的磁粉檢測磁痕顯示如圖3所示。
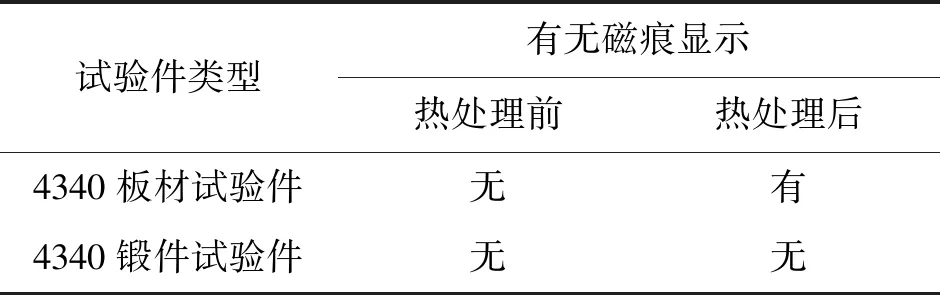
表2 4340板材和鍛件試驗件的磁粉檢測結果
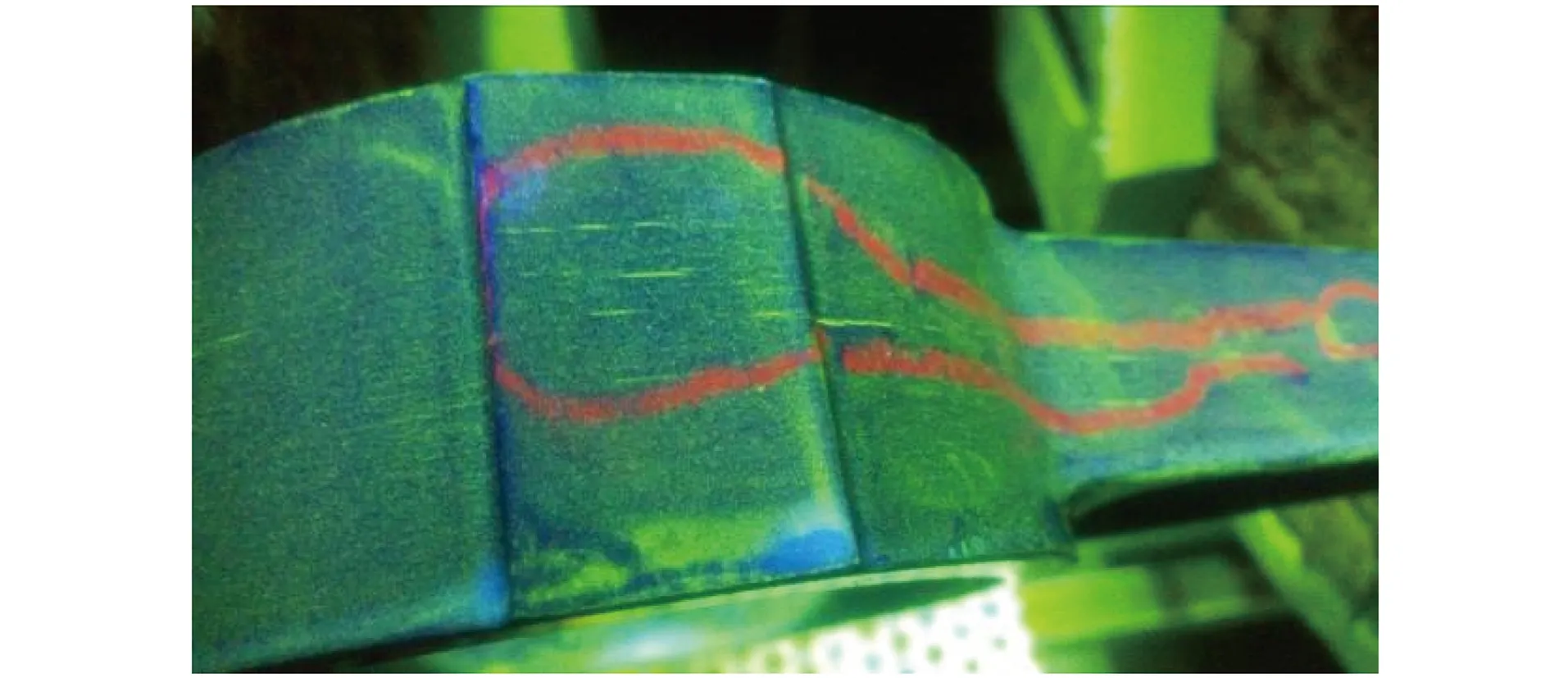
圖3 4340板材試驗件熱處理后磁粉檢測磁痕顯示
2.2 4340板材試驗件破壞試驗檢測結果
對磁粉檢測后有磁痕顯示的4340板材試驗件進行破壞試驗后的磁痕檢測,檢測結果如表3所示。
表3 4340板材試驗件的破壞試驗檢測結果
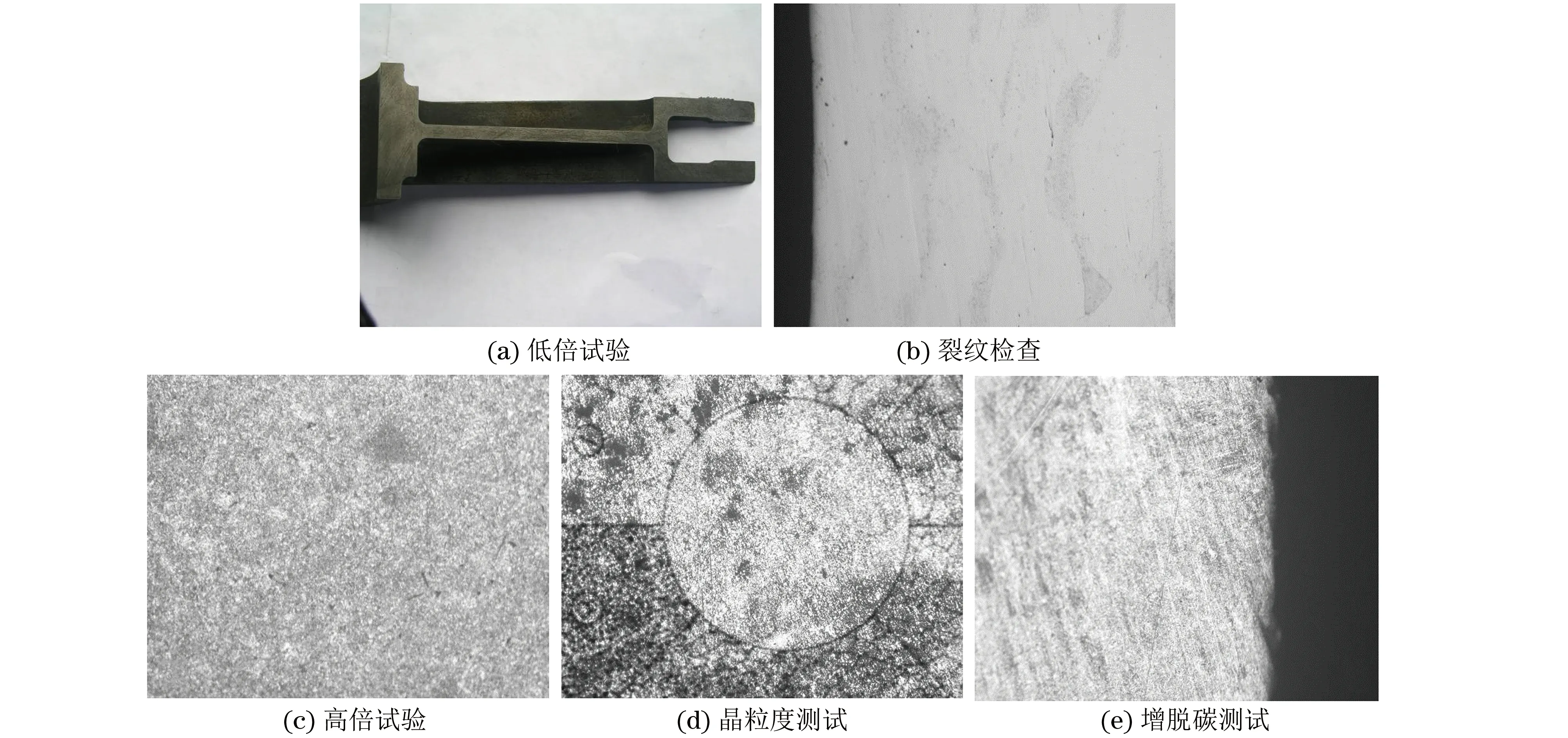
圖4 4340板材試驗件破壞試驗檢測結果
3 討論分析
通過對4340板材試驗件及4340鍛件試驗件分別進行機械加工、熱處理及磁粉檢測,發現板材試驗件的熱處理工序前的磁粉檢測無磁痕顯示,熱處理工序后“問題”零件和板材試驗件的磁粉檢測均有磁痕顯示;而鍛件試驗件的熱處理工序前的磁粉檢測無磁痕顯示,熱處理工序后的磁粉檢測也無磁痕顯示。因此,可以判定零件生產的機械加工過程、熱處理過程及磁粉檢測過程均符合工藝要求,問題可能存在于該4340板材本身。
從試驗件及“問題”零件破壞后的低倍試樣檢查、裂紋檢查、高倍組織檢查、晶粒度檢查以及增脫碳檢查等可以看出,所有檢查項目均合格,未發現材料有疏松、夾雜等冶金缺陷。原材料入廠復驗記錄的清查結果顯示,4340板材試驗件和4340鍛件試驗件的原材料復驗的化學成分、增脫碳、機械性能、金相組織等均滿足材料標準。因此,基本可以看出4340板材原材料品質合格。
以上結果表明,出現磁痕的4340板材試驗件表面的磁痕顯示并非由裂紋引起,可能是材料熱處理后出現的偽磁痕現象。
4 結果分析
對出現磁痕的試驗件進行了熒光滲透檢測,表面無裂紋顯示。說明該材料表面無開口裂紋,進一步說明出現磁痕的4340板材試驗件表面的磁痕顯示并非裂紋。
為了確定該磁痕顯示的性質,在不同磁粉檢測設備的不同電流強度下,對板材試驗件進行磁粉檢測,檢測結果如圖5,6所示。圖5分別為CDG-XD6000型設備電流為1 000,500 A時的磁痕顯示照片。圖6分別為CEW-2000型設備電流為800,400 A時的磁痕顯示照片。從圖5中可以看出,當電流下降50%時,磁痕顯示明顯減弱,而圖6中CEW-2000型設備在電流下降50%時,磁痕有所減弱,但減弱幅度較小。

圖5 CDG-XD6000型設備電流為1 000,500 A時的磁痕顯示照片

圖6 CEW-2000型設備電流為800,400 A時的磁痕顯示照片
磁粉檢測時,非金屬夾雜或合金偏析通常都能引起磁痕顯示[1],但特征不同,具體表現為:
(1)非金屬夾雜表現為相對短的、間斷且平行于晶粒方向的線條顯示;其顯示可能分布于整個零件,但通常分布在零件一個特定區域;顯示通常在剩磁下出現并且在放大鏡下觀察時呈現連續狀。
(2)合金偏析表現為許多平行于晶粒方向的直線顯示,并且可能分布于整個零件;顯示通常在剩磁下不出現。此外,合金偏析的顯示通常隨磁化電流的增加而更加明顯。有的顯示模糊或呈寬闊狀,在放大鏡下觀察時表現為連續的顯示。
因此,基本可以斷定該磁痕顯示是由于4340板材存在一定程度的合金偏析引起的。文獻[2]中指出合金中某些化學成分的含量對合金磁性的影響較大,例如碳含量增大會導致鋼的磁導率下降,使漏磁場增大;Cr、Cu含量的減少會使漏磁場增大,造成磁粉檢測過程中的缺陷顯示。
5 改進建議
根據試驗結果以及分析,為了避免熱處理零件反復出現磁痕,提出以下改進建議:
(1)用4340板材加工的零件,在熱處理后磁粉檢測顯示的磁痕并非裂紋,而是由合金偏析引起的,可以在尺寸公差允許的范圍內進行打磨消除。
(2)對4340板材加工的重要零件,建議在熱處理前增加均勻化處理工序,以減小合金偏析。
(3)根據上述試驗可知,原材料為鍛件的試驗件無此“磁痕顯示”現象,建議該零件采用4340鍛件制造。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
海峽科技與產業(2016年3期)2016-05-17 04:32:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52