視差法及CIVA仿真在數(shù)字射線檢測缺陷深度定位中的應(yīng)用
2019-05-28 02:41:00華雄飛樊明巖2林世昌
無損檢測 2019年5期
華雄飛,樊明巖2,劉 順,林世昌,范 義
(1.中廣核檢測技術(shù)有限公司,蘇州 215021;2.遼寧紅沿河核電公司,大連 116300)
作為五大常規(guī)無損檢測方法之一的射線檢測,其在工業(yè)上有著廣泛的應(yīng)用[1]。一般的射線檢測技術(shù)是典型的二維成像技術(shù),只能測量缺陷在投影面方向上的位置和尺寸,無法反映其厚度方向的位置和尺寸信息[2]。在實際工業(yè)應(yīng)用中,因無損評價、焊縫質(zhì)量評級以及缺陷修補的需要,工業(yè)無損檢測時需要準確獲取焊縫內(nèi)部缺陷的深度信息[3-4]。
目前,國內(nèi)外對缺陷深度測量的方法主要有超聲波法和射線成像法,射線成像法又分為工業(yè)計算機斷層掃描(CT)法、黑度法、體視法及視差法等[3,5-6]。筆者重點研究了射線視差法,通過原理分析、CIVA軟件仿真模擬以及試塊數(shù)字射線透照試驗,探討了視差法在缺陷深度定位上的可行性,分析了影響缺陷深度測量精度的主要因素。
1 視差法原理及測量誤差分析
1.1 視差法原理
視差法缺陷深度定位原理示意如圖1所示,通過改變放射源的位置拍攝兩張數(shù)字射線(DR)圖像,根據(jù)圖1中的相似三角形關(guān)系可得
(1)
式中:H為缺陷至成像平面的距離;F為射線源至成像平面的距離;L為射線源移動的距離;K為缺陷影像位移。
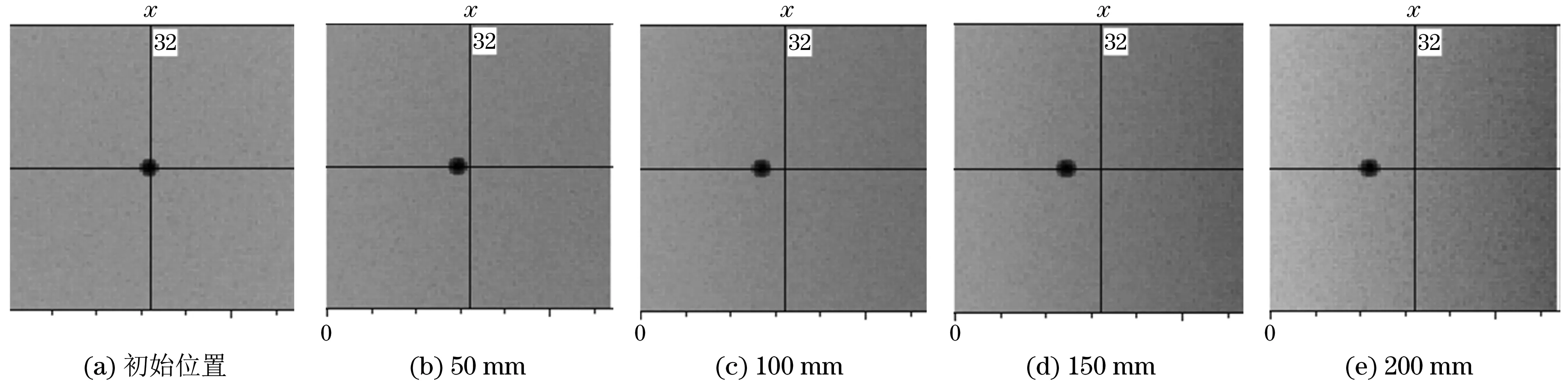
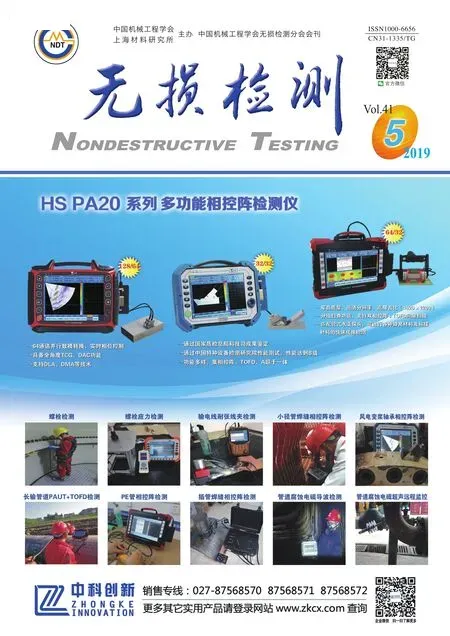
圖3 不同平移距離時的軟件模擬影像

圖1 視差法缺陷深度定位原理示意
1.2 視差法測量誤差分析
由式(1)可知,缺陷至成像平面的距離H和缺陷影像的位移K之間不是線性關(guān)系,但在實施射線檢測時,受幾何不清晰度的影響,一般F?T>H,則有L?K,因此式(1)可以近似地表示為式(2),即缺陷A至成像平面的距離H與缺陷影像的位移K近似成線性關(guān)系(H∝K)。
(2)
由式(2)可知,最終測量的缺陷至成像平面的距離H由F、L、K共同決定,由于F和L的值遠大于K,使用單變量法分析式(2)可知,焦距F和平移距離L的微小誤差對H的測量結(jié)果影響較小,而K的測量誤差會對最終的結(jié)果造成較大的影響。F/L可以看成是K的放大系數(shù),因此為了減小測量誤差,在滿足幾何不清晰度的前提下,應(yīng)適當減小焦距F和增大平移距離L。
在實際應(yīng)用時,為了減小焦距F和平移距離L的測量誤差對結(jié)果的影響,引入一個定位標記S(見圖1),根據(jù)圖中相似三角形關(guān)系有L/M=F/(F-T),即M=L(F-T)/F,通過對比驗證標記影像位移M的實測值和理論值,判斷F和L是否有較大誤差。針對K值誤差對結(jié)果的影響,采用DR技術(shù)替代膠片成像技術(shù),檢驗現(xiàn)場直接輸出數(shù)字圖像,在圖像軟件上實現(xiàn)長度測量、圖像疊加等功能,能方便準確地測量出缺陷影像的位移。
通過分析可知,利用視差法測量缺陷深度的主要工藝參數(shù)是焦距F和平移距離L,減小焦距和增大平移距離能減小測量誤差,但是焦距過小不能滿足幾何不清晰度的要求,平移距離過大容易導(dǎo)致缺陷影像畸變。筆者以CIVA仿真模擬為主,試塊透照試驗為輔,研究了射線視差法測量缺陷深度的可行性,同時在滿足幾何不清晰度要求的條件下選用小焦距,以平移距離、缺陷深度為變量,分析其對測量精度的影響。
2 CIVA仿真軟件模擬
CIVA仿真軟件的工作界面如圖2所示,軟件的模擬參數(shù)如下:射線源為Ir192源,源尺寸為φ2 mm×2 mm,焦距為500 mm,透照方式為單壁透照;試樣材料為奧氏體不銹鋼,規(guī)格(長×寬×高)為200 mm×200 mm×40 mm,模擬缺陷為φ3 mm球孔,試樣1~試樣4的缺陷深度分別為5,15,25,35 mm。

圖2 CIVA仿真軟件工作界面
2.1 平移距離為變量時的仿真模擬
以放射源的平移距離為單一變量,選用試樣3作為模擬試樣,焦距為500 mm,在初始位置處及將放射源分別平移50,100,150,200 mm時進行仿真模擬,軟件模擬影像如圖3所示,影像位移及測量深度如表1所示。

表1 不同平移距離時的軟件影像位移和測量深度 mm
由表1可知,通過平移放射源,工件的缺陷影像位置隨之發(fā)生改變,缺陷影像的移動距離與平移距離近似成正比關(guān)系。通過式(1)可求得缺陷深度,結(jié)果顯示,缺陷測量深度與其實際深度相差不大。
2.2 缺陷深度為變量時的仿真模擬
以試樣缺陷深度為單一變量,焦距為500 mm,將放射源平移200 mm,對試樣進行兩次射線檢測模擬,試樣缺陷深度分別為5,15,25,35 mm,其軟件模擬影像如圖4~7所示。
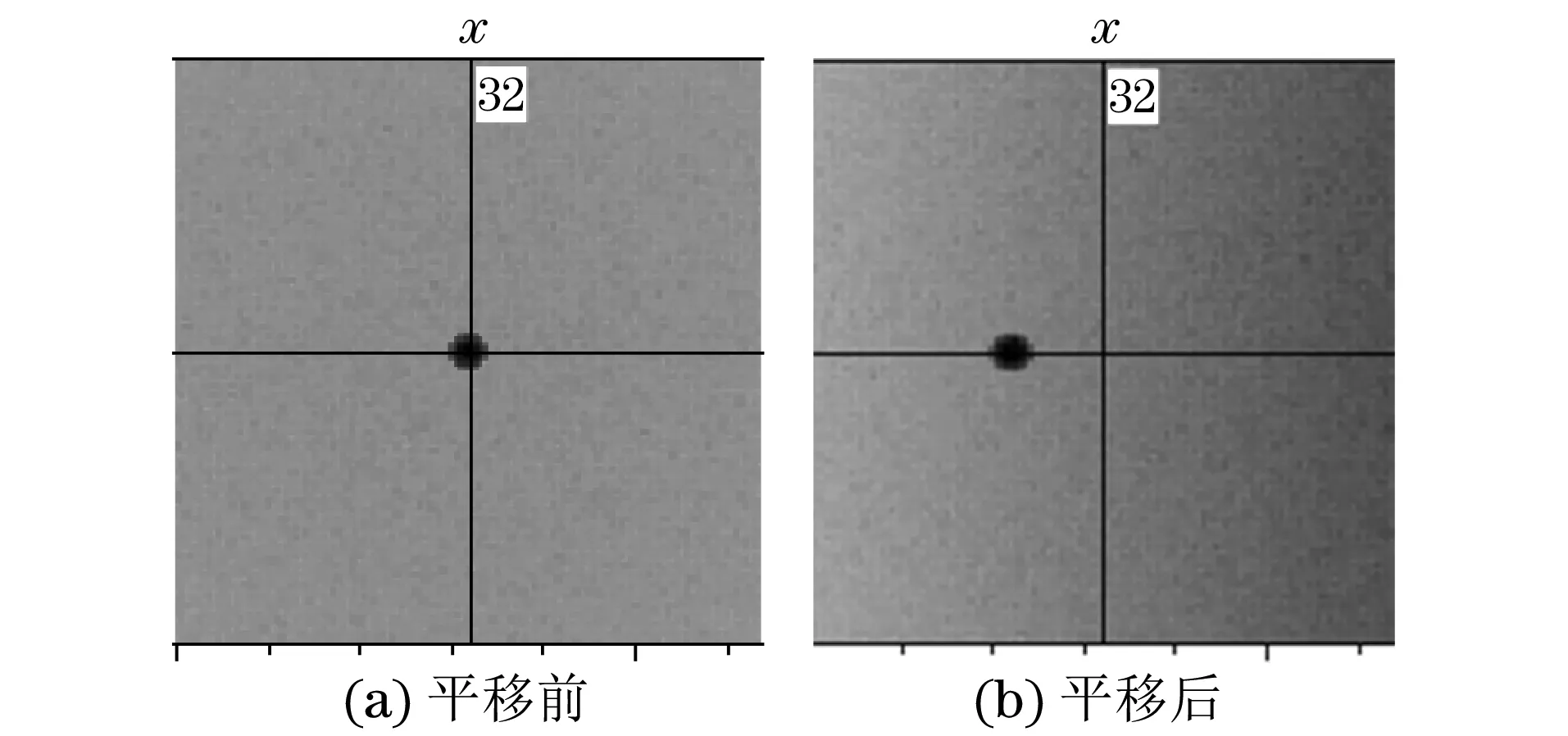
圖5 缺陷深度為15 mm的軟件模擬圖像

圖6 缺陷深度為25 mm的軟件模擬圖像
圖7 缺陷深度為35 mm的軟件模擬圖像
由圖4~7可知,隨著缺陷深度的增加,缺陷影像的移動距離逐漸減小,缺陷影像的位移與缺陷到成像面的距離近似成正比關(guān)系,通過式(1)計算缺陷的深度,結(jié)果顯示其測量值與實際深度相差不大。不同缺陷深度的軟件模擬結(jié)果如表2所示。
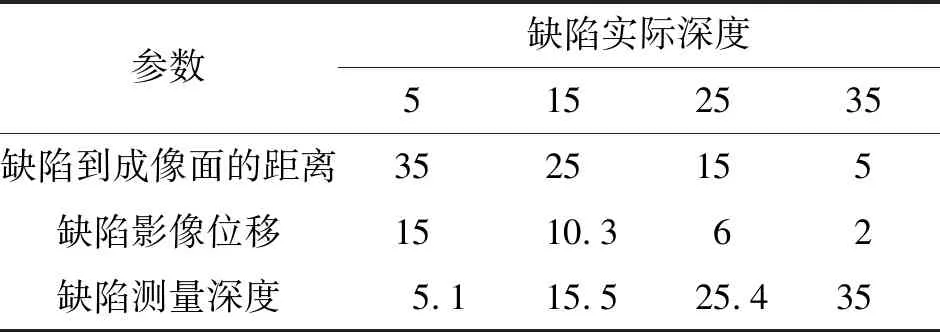
表2 不同缺陷深度時的軟件模擬結(jié)果 mm
通過CIVA軟件仿真模擬及對模擬結(jié)果分析可知,采用射線視差法對焊縫缺陷深度定位的可行性很強。在焦距一定的情況下,同一缺陷影像的位移與射線源的平移距離近似成正比關(guān)系;焦距和射線源平移距離固定時,缺陷影像的位移與缺陷至成像平面的距離也近似成正比關(guān)系。
3 試塊透照試驗
選用厚度分別為5,10,20 mm的不銹鋼試塊,其中厚度為5 mm的試塊2塊,其余厚度試塊1塊,將其疊加成厚度為40 mm的模擬試塊(見圖8)。試塊尺寸均為150 mm×80 mm(長×寬),其中10 mm厚試塊表面有較多人工缺陷(見圖9),此次試驗選用缺陷A作為試驗?zāi)M缺陷,其余3塊試塊均為內(nèi)部無缺陷的標準試塊。通過改變疊加順序,將人工缺陷A的深度位置分別定為5,15,25,35 mm。

圖8 疊加后的試塊外觀

圖9 人工缺陷試塊外觀
試塊透照試驗方案與CIVA仿真模擬方案類似,分別改變放射源的平移位置和試塊缺陷深度對試塊進行透照試驗。采用數(shù)字射線成像技術(shù)實現(xiàn)檢測圖像的數(shù)字化,可通過軟件進行圖片疊加,與膠片成像技術(shù)相比,其測量缺陷影像的平移距離更加準確。改變放射源位置的兩次射線檢測圖像及經(jīng)過圖像疊加后的圖像如圖10所示,其中A1、A2分別是兩次試驗后缺陷的影像,在軟件上能直接測出缺陷影像的位移。圖像上“0”為定位標記,“S”為驗證標記,平移后,定位標記影像不移動,驗證標記和缺陷影像移動距離能通過軟件測出。

圖10 改變射線源位置時的數(shù)字射線檢測圖像
3.1 不同放射源平移距離時的試塊透照試驗
試驗焦距為500 mm,人工缺陷深度為25 mm,在初始位置處及將放射源分別平移50,100,150,200 mm時對試塊進行多組數(shù)字射線成像試驗,通過對比驗證標記影像平移距離的測量值和理論值,選取誤差較小的3組試驗,分別測量其缺陷影像的位移,計算其均值后匯總,結(jié)果見表3。

表3 不同平移距離時的試塊透照試驗結(jié)果 mm
從表3可知,當放射源平移距離分別為100,150,200 mm時,缺陷深度定位的誤差較小(小于0.5 mm);當放射源平移距離為50 mm時,其定位誤差相對較大(1.91 mm)。平移距離增大時,缺陷影像位移增大,缺陷深度測量誤差相對有所減小。
3.2 不同缺陷深度時的試塊透照試驗
試驗焦距為500 mm,放射源平移距離為200 mm,對缺陷深度分別為5,15,25,35 mm的試塊分別進行數(shù)字射線成像試驗。分別進行多組試驗,根據(jù)驗證標記影像平移距離的測量值和理論值進行對比,篩選出誤差較小的3組試驗,計算缺陷影像位移均值后匯總,試驗結(jié)果如表4所示。
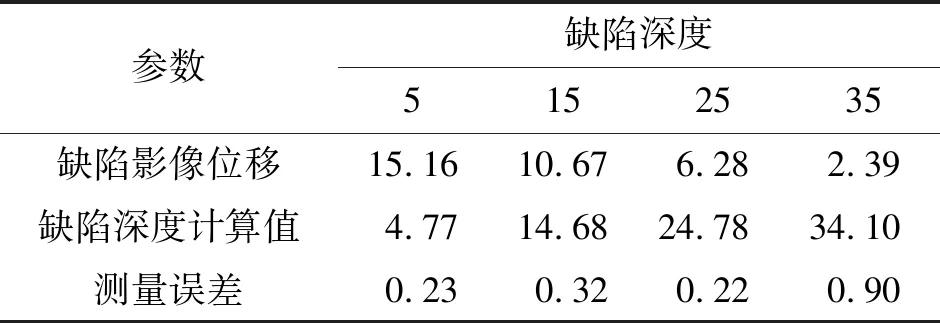
表4 不同缺陷深度時的試塊透照試驗結(jié)果 mm
從表4可知,對于厚度為40 mm的試塊,缺陷深度為5,15,25 mm時,射線視差法缺陷深度定位誤差較小(小于0.4 mm);缺陷深度為35 mm時,缺陷深度定位誤差相對較大(0.9 mm),此時缺陷影像的位移較小。
3.3 試驗結(jié)果分析
上述試塊透照試驗結(jié)果表明,利用視差法測量缺陷深度具有很強的可行性。在采用驗證標記篩選試驗數(shù)據(jù)后,影響其深度測量精度的主要因素是缺陷影像位移長度的測量。
從圖像影像測量角度考慮,缺陷影像的位移越大,其測量相對誤差越小,經(jīng)過大量對比試驗發(fā)現(xiàn),當缺陷影像位移大于缺陷尺寸的2倍時,其測量相對誤差均在可接受的范圍內(nèi)。因此,在設(shè)計試驗方案時,應(yīng)綜合考慮影像長度測量精度和影像畸變因素來選擇射線源平移的距離。此外,對于靠近成像面的缺陷,為了提高測量精度,可將平板探測器和射線源的位置改變180°進行視差法深度定位。
4 結(jié)語
(1)射線視差法測量缺陷深度具有可行性,其對檢測設(shè)備要求低、操作簡便,可在一定程度上解決缺陷深度定位的難題。
(2)采用數(shù)字成像技術(shù)替代膠片成像技術(shù),實現(xiàn)了檢測圖像的數(shù)字化,通過圖像軟件進行圖像疊加和長度測量,提高了檢測效率,彌補了膠片成像技術(shù)測量缺陷影像位移長度的困難、測量誤差大等不足。
(3)在工件表面貼附一個驗證標記,通過對比驗證標記影像平移距離的測量值和理論值,篩選了試驗數(shù)據(jù),避免了因操作原因造成的定位誤差。
猜你喜歡
中學生數(shù)理化·七年級數(shù)學人教版(2020年11期)2020-12-14 06:59:52
中學生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
藝術(shù)品鑒證.中國藝術(shù)金融(2018年8期)2019-01-14 01:14:28
藝術(shù)品鑒證.中國藝術(shù)金融(2018年10期)2019-01-08 02:44:26
藝術(shù)品鑒證.中國藝術(shù)金融(2018年6期)2019-01-08 02:43:04
藝術(shù)品鑒證.中國藝術(shù)金融(2018年12期)2018-08-26 06:03:48
中學生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21