手持式電動煙草打頂抑芽系統的設計
2019-05-24 06:22:08杜毅鵬石世紀劉宏博任震宇何培祥韓小斌
農機化研究 2019年12期
杜毅鵬,石世紀,劉宏博,趙 進,任震宇,何培祥,羅 翔,韓小斌
(1.西南大學 工程技術學院,重慶 400715;2.貴州省農業機械技術推廣總站,貴陽 550003;3.貴州省煙草公司遵義市公司,貴陽 563000)
0 引言
煙草種植主要以煙葉產量為最終目的,在其種植過程中必須采用打頂抑芽的方式,抑制它的頂端優勢,盡可能地促進煙草植株葉片的生長。打頂抑芽是提高煙葉產量的重要的農藝步驟,目前在煙草種植中普遍應用[1]。
當前,人工打頂還是主要的方法,既直接用普通的剪刀將煙草的頂端剪掉,然后噴灑抑芽劑,工序復雜,勞動強度大,隨意性大,機械化程度低。我國對于煙草打頂機械的研發仍處于萌芽階段,主要由高校開展。如2011年,山東農業大學研制的智能煙草打頂抑芽控制系統,放置于2ZYLJ-1型多功能作業機上作業,可實現對煙草高度的精確仿形,集打頂裝置、消毒裝置、抑芽劑噴施裝置于一體,促進了煙草農業機械化水平的提升[2]。相較于國內,美國、加拿大、日本等國家早已實現了機械化聯合作業,能夠同時完成煙草打頂、抑芽及收集等多個農藝[3]。美國對煙草打頂抑芽相關機械的研究可以追溯到20世紀90年代[4-5]。農業發達國家在多年的技術積累和改進過程中正在朝現代化、智能化、一體化方向發展,這也是未來發展的必然趨勢[6]。由國內外研究情況來看,目前主要是大中型機械,適用于平坦遼闊的地形,對于我國西南山地丘陵地區的實用性較差。我國重慶、貴州、云南等西南地區主要以山地丘陵地形為主,煙草種植面積更是超過全國種植面積的50%以上[7]。因此,研發一種體積小、質量輕,施藥精確且能夠在山地丘陵地區推廣使用的打頂抑芽裝置顯得尤為必要[8]。
1 結構和工作原理
手持式電動煙草打頂抑芽系統包括打頂抑芽剪、抑芽劑和消毒液噴施系統和控制系統,如圖1所示。

1.動刀片 2.定刀片 3.定噴頭 4.扇形齒輪 5.電機齒輪 6.抑芽劑輸送管 7.抑芽劑電磁閥 8.支撐平板 9.背帶 10.藥箱 11.抑芽劑泵 12.消毒液泵 13.消毒液電磁閥 14.電池及控制盒 15.消毒液輸送管 16.抑芽劑輸送管 17.手柄 18.作業開關 19.電機 20.電機軸螺母 21.磁鐵 22.動噴頭
打頂抑芽剪為手持式的,包括剪切系統、動力傳動系統及機架。剪切系統為1對通過螺栓相嚙合的刀片,刀片嚙合平面與機架成45°夾角,以便形成具有一定傾斜角度的截面,定刀片通過螺栓和機架相連[9],動刀片通過螺栓和動力傳動系統相連。動力傳動系統包括電機、電機齒輪和扇形齒輪,主要把電機的扭矩通過電機齒輪和扇形齒輪傳遞到動刀片,實現兩刀片的張開和閉合,從而完成剪切工作。電機通過電機軸螺母和機架相連,機架包括手柄和支撐平板,為各系統提供支撐并為作業者提供操作部分。抑芽劑和消毒液噴施系統包括藥箱、抑芽劑泵、消毒液泵、抑芽劑電磁閥、消毒液電磁閥、噴頭、消毒液輸送管及抑芽劑輸送管。其中,消毒液泵和抑芽劑泵安裝于藥箱底部,實現藥液向噴頭的輸送。抑芽劑泵和抑芽劑輸送管間連接抑芽劑電磁閥,安裝在機架上,控制電磁閥的導通時間,從而控制噴藥量。消毒液泵和消毒液輸送管間連接消毒液電磁閥,控制電磁閥的導通和斷開,從而控制消毒液的噴施。噴頭通過螺栓固定在刀片上,噴頭底面和機架平行,噴頭下端均勻分布有抑芽劑噴孔,動噴頭上有消毒液滲透槽,槽內裝有海綿;當剪切工作完成時,兩噴頭閉合,抑芽劑電磁閥打開,向煙草植株中心噴施抑芽劑,同時消毒液電磁閥打開,給刀片進行消毒。
煙草人工打頂一般分為兩個動作,先進行打頂再噴施抑芽劑,采用這種方法,工序比較復雜,所需時間較長,影響了工作的效率,加大了工人的勞動強度,且無法控制噴藥量。采用傳統的剪刀打頂后,煙草植株的斷面干枯后,會形成一個中間凹陷,下雨后雨水極易匯集在該凹陷內,并且可能通過該凹陷滲入煙桿內,造成煙桿的腐爛;同時,在需要打頂的煙草植株中通常都會存在少部分被細菌感染的煙桿,在對這部分煙草植株打頂后,剪刀上或多或少會殘留有細菌或者病毒,繼續給煙草打頂時容易把細菌或者病毒帶給其他煙草植株,造成植株被感染,生病壞死。該手持式電動煙草打頂抑芽系統在一次工作周期中,同時完成打頂、抑芽和噴施消毒液3個動作,同時形成具有一定傾斜角度的截面,在斷面干枯后仍然保持為斜面,減少雨水的匯集。主要工作流程為:作業者按下工作開關,電機正向轉動,通過動力傳動系統帶動刀片轉動,刀片閉合進行剪切;到達極限位置,刀片停止,抑芽劑電磁閥打開,定量噴施抑芽劑;同時消毒液電磁閥打開,噴施消毒液,等待一定時間,藥液噴施完成,電磁閥關閉;揚聲器鳴叫以提醒操作者松開工作開關,電機反向轉動,通過動力傳動系統帶動刀片轉動,刀片張開,到達初始位置,刀片停止,電機停止等待下次工作。工作流程圖如圖2所示。

圖2 工作流程圖
手持式電動煙草打頂抑芽系統的控制系統包括硬件電路和軟件程序。考慮各部件控制對計算速度和反應速度沒有特別要求,最終選擇PIC18F23K22單片機為主控芯片,其有28個引腳,8MHZ內部晶振,8K程序存儲器,完全符合設計要求。控制系統的設計采用模塊化的設計思路,輸入信號主要有作業開關信號、電源電壓信號、抑芽劑噴施量調節信號及刀片位置信號等,以控制電機的正反轉、抑芽劑泵和消毒液泵的工作,以及抑芽劑電磁閥和消毒液電磁閥的導通和斷開。為了確保工作的可靠性,設計了故障報警模塊及剪切次數記錄功能,同時嵌入NFC無線通信模塊,實現與手機實時通信,及時了解該裝置的工作狀態。其具體電路原理圖如圖3所示。
2 硬件電路模塊化設計
2.1 電源及復位電路
該電動煙草打頂抑芽系統的單片機工作所需電壓為+5V直流電源,整機采用的是12V鋰電池,需要將12V鋰電池電壓轉化為+5V。本文選用LM7805穩壓模塊,12V經過LM7805后可輸出穩定的+5V電壓,電路圖如圖4所示。復位引腳連接著相應復位電路,復位電路采用典型電路。
2.2 刀片位置檢測電路
刀片位置檢測采用霍爾傳感器SS41F,兩個磁鐵固定在扇形齒輪上,即刀片張開和閉合對應的兩個極限位置;傳感器固定在定噴頭上,這樣當刀片張開或閉合時,扇形齒輪上的磁鐵到達相應的極限位置,此時就會產生電平變化信號,并借助運算放大器將該信號傳輸至PIC單片機,單片機即可通過電平變化確定刀片的位置。

圖3 電路原理圖
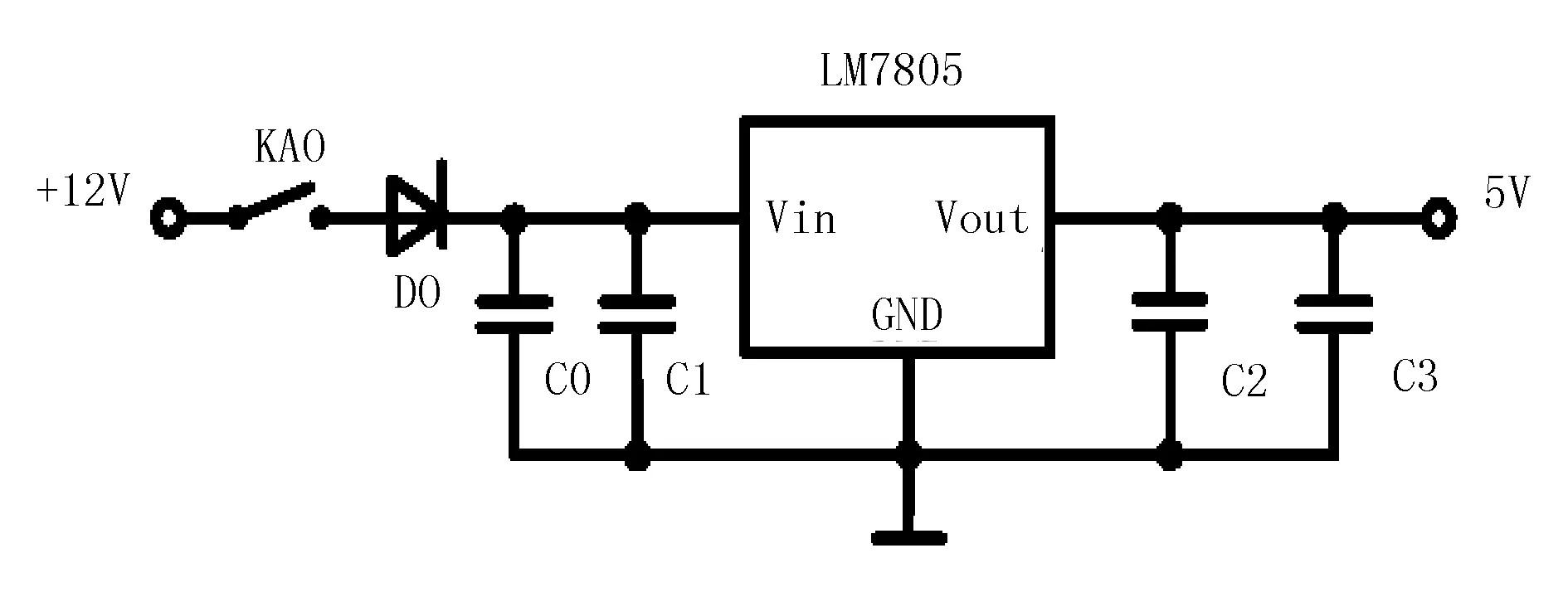
圖4 電源電路
2.3 抑芽劑噴施量調節電路
抑芽劑噴施量調節利用電位器R9的分壓檢測電路來實現。電位器接入+5V電源,參考電壓選擇VDD,單片機引腳AN11通過AD(Analog-to-Digital)轉換檢測電位器R9分壓變化,再經過單片機內部計算,計算出相應的噴藥時間從而得到相應的設置噴施量,并采用RC濾波濾掉調節過程中產生的毛刺,使得抑芽劑施藥量調節更精確。
2.4 電源電壓檢測電路
該電動煙草打頂抑芽系統需要對電源電壓實時檢測,一旦電壓過低,立即停止工作并提示用戶。采用電阻分壓的的方式對電源電壓進行檢測,分壓電阻R11、R12 將電源電壓分壓,保證電壓在PIC單片機可識別范圍,采集的電壓信號經過濾波后發送到單片機的A/D接口,從而實現電壓的檢測。
2.5 作業開關檢測電路
作業開關斷開時,5V電壓通過R13、R14加在電容C7上,單片機輸入電平為高電平;當開關閉合后,R13、R14接地,電容C7放電,輸入單片機的電平為低電平,通過高低電平的變化來檢測開關的斷開和閉合;同時,R14和C7構成RC濾波電路,起到硬件防抖的作用[10]。
2.6 外部晶振電路
考慮該打頂抑芽系統有NFC無線通信模塊,采用串口通信方式,需要保證時鐘頻率精度,所以采用外部晶振方式為提供系統的時鐘信號,兩個電容起到協助晶振起振的作用。
2.7 無線通信模塊連接電路
NFC無線通信模塊,具有簡單方便的特點,其只有4個外接引腳,分別是GND接地引腳、VCC電源引腳、通信引腳SCL和SDA。其通過I2C與單片機進行串口通信,并使用特殊功能引腳SCL1、SDA1。
2.8 電機控制電路
借助繼電器KA1和KA2實現電機的正反轉控制,繼電器的斷開和導通由單片機RC0和RC1發出的信號控制三極管Q0、Q1的導通和截止來實現。當繼電器KA1和KA2都閉合或都斷開時,電機停止不轉動;當KA1閉合、KA2斷開時,電機正向轉動,帶動刀片閉合;當KA1斷開、KA2閉合時,電機反向轉動,帶動刀片張開。二極管D2、D3在三極管Q0、Q1關斷時起到續流的作用。
2.9 抑芽劑泵和消毒液泵供電控制電路
供電電壓的穩定性對裝置藥泵噴藥量的準確性起著決定性的作用,因此藥泵供電控制電路的設計起著難以忽略的作用。利用高頻PWM信號控制場效應管的導通和關閉,進而控制藥泵的電壓,改變PWM的占空比從而調節藥泵兩端的平均電壓,從而確保電路電壓的穩定。
2.10 抑芽劑、消毒液電磁閥和揚聲器控制電路
電磁閥和揚聲器采用場效應管電路進行控制,由單片機的RA1、RA2、RA3引腳分別控制Q4、Q5、Q6的截止和導通;電磁閥線圈和揚聲器作為感性負載,需要并聯D6、D7、D8進行續流,R23、R25、R27為限流電阻,同時并聯R24、R26、R28消除分布電容效應。
2.11 指示燈控制電路
指示燈由單片機RA5引腳直接進行控制,串聯電阻R29用于限流。
3 軟件設計
基于工作流程圖和硬件電路,并采用匯編語言實現電動煙草打頂抑芽系統的軟件程序的編寫。采用了模塊化設計理念,軟件程序除了主程序還包括各功能子程序,即初始化子程序、藥液充滿藥管子程序、電源電壓檢測子程序、施藥量檢測子程序、藥泵穩壓子程序、電機控制子程序、刀片位置檢測中斷子程序、噴藥子程序以及I2C通信子程序等。該程序能夠在1個工作周期內實現煙草打頂、抑芽和噴灑消毒液的工作。其主程序流程圖如圖5所示。
4 性能試驗
為了測試該電動煙草打頂抑芽系統的實際性能,在西南大學工程技術學院實驗室和試驗田分別進行了抑芽劑噴藥量精度試驗和田間試驗。
4.1 抑芽劑噴藥量精度試驗
試驗所用到的設備主要有手持式電動煙草打頂抑芽系統、水桶及250mL量程的量杯。
進行抑芽劑噴藥量精度試驗時,對抑芽系統設置了11組設定值,從10m~20mL每隔1mL進行1組試驗,每組進行10次試驗,測得總的抑芽劑噴藥量,計算出每次的平均噴藥量,最后采用偏差分析。試驗結果如表1所示。

圖5 主程序流程圖

噴施次數液量/mL每次平均液量/mL設定量/mL噴施偏差/%平均偏差/%10989.8102.0010910.9110.9111611.6123.3313413.4133.0814514.5143.57 14814.8151.25 15815.8161.25 16316.3174.12 17817.8181.1118718.7191.58 20220.2201.00 2.11
由表1可知:該電動打頂抑芽系統抑芽劑噴藥量平均偏差在2.11%,滿足設計要求。
4.2 田間試驗
為了驗證該煙草打頂抑芽系統的實際工作性能,于2018年在西南大學試驗田進行了實地測試。
現場測試表明:該打頂抑芽系統能夠完成預期的各項工作,實現了在1個工作周期中完成打頂、抑芽和消毒液的噴施;抑芽劑噴施效果良好,藥液能夠呈一定角度噴向煙草株桿,包裹性能良好,實現了在每次剪切后對刀片的消毒,同時其剪切截面呈一定傾斜角度;在田間完成了工作效率的測定,從刀片閉合到噴施完成刀片張開,每株煙草平均用時3.1s。
5 結論
按照模塊化的思路,設計了一種手持式電動煙草打頂抑芽系統,包括整機結構設計、硬件電路和軟件程序設計,實現了在1個工作周期中完成打頂、抑芽和噴施消毒液的工作,提高了工作效率。該系統能夠準確地控制抑芽劑的噴施量,噴施誤差在5%以內,大大提高了抑芽劑的利用率,降低了成本,減少了煙株細菌病毒的感染,提高了經濟效益,進一步推動了煙草農業機械化進程。
猜你喜歡
奧秘(創新大賽)(2023年3期)2023-05-06 01:48:20
電子制作(2019年13期)2020-01-14 03:15:28
電子制作(2019年15期)2019-08-27 01:12:10
電子制作(2019年9期)2019-05-30 09:42:02
電子制作(2018年12期)2018-08-01 00:48:04
電子制作(2017年19期)2017-02-02 07:08:27
浙江中西醫結合雜志(2017年2期)2017-01-12 18:23:59
當代化工研究(2016年9期)2016-03-20 16:22:08
電子設計工程(2015年15期)2015-02-27 12:07:30
聲屏世界(2014年6期)2014-02-28 15:18:09
