固定式陽極爐反拱式爐底的挖修實踐及改進
2019-05-23 08:06:54袁輔平
銅業工程 2019年2期
袁輔平
(大冶有色金屬集團有限公司 有色金屬冶金與循環利用湖北省重點實驗室,湖北 黃石 435005)
1 引言
當前,國內的再生銅行業通常用固定式陽極爐(以下簡稱“固定爐”)完成整個再生銅精煉生產過程。爐體由爐底、爐墻、拱形爐頂三大部分組成(如圖1所示),爐底自上而下依次為反拱磚層、搗打料層、粘土磚層、底鋼板。
固定爐爐底采用反拱式爐底結構,且為死爐底設計——砌筑施工時,先砌爐底,再砌爐墻,爐墻壓在爐底上。因為固定爐生產中,銅液會經磚縫滲入反拱磚層下方,形成銅液區,產生向上的浮力,反拱磚有上浮抽簽的風險。砌筑成死爐底時,反拱磚層承受的一部分浮力在反拱拱腳處分解成水平的推力和向上的作用力,向上的作用力被爐墻的重量抵消,所以反拱穩定性更好。而且固定爐的爐底通常使用壽命較長,并遠遠高于爐墻、爐頂的使用壽命,正常情況下不會頻繁檢修,故不采用活爐底設計。但死爐底的弊端是,爐底檢修時需先拆除爐頂、爐墻、反拱拱腳,然后才能拆除爐底,結果是爐底、爐墻、爐頂全部重砌,所以死爐底設計下的爐底檢修就成了固定爐的大修。
反拱式爐底可設多層反拱,但出于節約成本、縮短檢修工期的目的,固定爐的反拱式爐底一般只砌單層豎厚楔形磚(俗稱斧頭磚),常用380mm長度,材質為鎂磚、鎂鋁磚、鎂鉻磚。
2 反拱式爐底的損耗特點及原因分析
2.1 反拱式爐底的損耗特點
正常情況下,爐底反拱磚的損耗特點是面破壞:爐底磚在高溫銅液的沖刷、溫度升降熱應力、爐渣的侵蝕等共同作用下,磚體上部逐步被侵蝕消耗,主作業區(爐門區域)反拱厚度相對更快地變薄。但爐底反拱磚的損耗過程總體上是逐步發展的,其速度是相對穩定的,對爐底的使用壽命可以粗略預測。
實際生產中,爐底反拱磚還會出現一種異常的破壞方式,為“點破壞”:在爐底反拱投用時間不長,整體損耗不大的情況下,一塊反拱磚沒有先兆地斷裂成上下兩截,上半截(150~230mm長)從反拱磚層中脫離,飄浮在銅水表面,稱為“浮磚”;下半截殘磚仍嵌在反拱磚層中,損壞區域看上去如同“缺牙”,如圖1所示。該破壞起始于一塊反拱磚,故稱為“點破壞”。

圖1 反拱爐底示意圖
反拱磚層呈弧形,反拱磚只有頂部最小端面(小頭)暴露在銅液中,承受壓應力,主要考驗磚體的耐壓強度。斷磚后,與其相鄰的反拱磚的側面就暴露出來,受到加料作業時銅料的沖擊、插管作業時高溫銅液的湍流沖擊,這主要考驗磚體承受彎曲應力的能力,即抗折強度。然而,耐火磚的受力特點是耐壓不耐折,比如常用的直接結合鎂鉻磚,國內兩個主要廠家的耐壓強度為40MPa/50MPa,抗折強度為 (6MPa~10MPa)/(5MPa~10MPa)[1]。抗折強度比耐壓強度小很多。因此,反拱磚暴露的側面會迅速損壞。而且發生斷磚后,相鄰的反拱磚與其殘磚的摩擦結合面的面積較之前減少39.47%~60.53%,互鎖效果下降,容易松動上浮形成抽簽,更容易被側面撞折。
所以,一旦爐底反拱出現一塊斷磚,后續爐次就會接二連三地出現,間隔時間越來越短,每次斷數量越來越多,嚴重時一爐次出現20~30塊浮磚,爐底缺牙區域面積一個月就發展2~4m2,如果不停爐檢修,銅液隨時可能穿透缺牙區域的搗打料層及底鋼板;斷磚嚴重時,部分殘磚甚至會浮起,搗打料層直接暴露在銅液中,造成跑銅事故。從爐底首次出現斷磚到爐役結束,往往歷時不足一個月,由于它是在爐役開始后不長的時間內發生,通常沒有建立大修用耐火磚庫存,大修用磚采購周期往往在3個月以上,檢修工作極為被動。
2.2 爐底反拱點破壞原因分析
爐底反拱發生點破壞之前,爐底整體損耗往往不大,磚體檢查沒有異常,也沒有其它征兆。經過調查與分析,判斷點破壞的成因,一是耐火磚受潮水化;二是耐火磚質量缺陷。
2.2.1 耐火磚受潮水化
耐火磚受潮過程中,水分的來源一是來自空氣中的水分,二是砌筑中帶入水分。
固定爐的反拱磚為鎂質耐火磚,其主要成分——MgO為堿性成分,容易吸收空氣中的水分發生水化反應生成Mg(OH)2,產生體積膨脹,導致耐火磚制品疏松破壞。位于我國南方的銅精煉企業,庫存的鎂質磚的吸潮水化問題往往極為突出。由于再生銅行業的近幾年市場不景氣,很多企業的固定爐開工率不足,長時間停產待料。某公司的2#固定爐,2012年大修后作為備用爐閑置了一年,開爐生產三周后爐底就發生斷磚。檢查發現,爐體外側鎂鉻磚普遍潮化,表層變成灰白色,強度性能顯著下降,從1m高度自由墜落會摔得粉碎,碎片可以用徒手碾碎。停爐期間,反拱磚表層吸潮水化就成為其強度下降的一個原因。
2#固定爐拆除爐底時,發現部分反拱磚表面上基本完好,但強度異常大,難以砸斷,從中部打斷后發現磚體內部整體已經呈銅結晶化。由于生產時間不長,銅液不可能如此迅速的滲透入磚體內部,應是磚體受潮后磚體結構疏松有關,但磚體下部不太可能在這么短的時間內就被空氣中水分全部潮化。檢查還發現,爐底搗打料層下方少量墊底用的燒鎂磚竟然也受潮粉化,該燒鎂磚是不太可能接觸空氣吸潮的。最終分析判斷:爐底砌筑中采取濕砌,使用的耐火泥漿中水分被耐火磚吸收,是反拱磚潮化的主要原因。砌筑效果上,濕砌優于干砌,砌筑規范[2]推薦“反拱鎂質磚宜干砌,縫內用干細鎂砂粉填充”,就是考慮到濕砌會帶入水分,所以傾向于干砌法。工業爐在砌筑后,投產前需要按照設計的升溫曲線進行烘爐[6]。目的是在開爐生產前排除爐體的水分;并且砌筑完成后不久開爐投產,烘爐與砌筑施工的間隔時間很短,砌筑帶入水分來不及構成較大負面影響。但2#固定爐檢修后一年才投產,且大修完成后當時沒有安排烘爐,只在正式開爐前烘爐,以避免二次烘爐而增加費用,導致了反拱磚從泥漿中吸潮的問題。
針對耐火材料的吸潮特性,檢修后若不能及時開爐生產,即使不采取完全的烘爐,也應該將爐體烘干,脫除水分。此外,投產后停爐期間加強維護,定期采用木柴、木炭等進行烘烤爐體,耐火磚吸潮水化而造成的反拱點破壞問題是完全可以解決的。
2.2.2 耐火磚質量缺陷
爐底砌筑是固定爐砌筑工程的主控項目,砌筑標準是最高的,砌筑時要求對反拱磚全數檢驗,但實際在施工現場只能檢查耐火磚尺寸、外觀、熔洞、缺棱、缺角、裂紋、扭曲的偏差,對于對耐火磚內部的質量缺陷,如內部裂紋、孔道,只能修爐工憑借錘擊法檢測[3]:磚體加工前,用手錘敲打磚的中心,發聲均勻且有余音,證明磚體內部結構較好;若發聲清脆,近似金屬聲響時,說明磚的內部燒結度高;若為濁音,證明磚內部有空隙或分層。錘擊法簡便可行,耐火磚制造商在耐火磚出窯時也用以篩查不合格制品。但錘擊法只在選分加工磚時采用,且嚴重依賴于修爐工的經驗和責任心,無法全數檢出不合格耐火磚。
某公司1#固定爐2014年大修后開爐生產,僅僅3個月爐底反拱就出現斷磚。對檢修中剩余的反拱磚進行復查,抽取10塊磚,其中3塊內部有100~150mm裂紋,且寬度超過1mm,按照相關標準[4],0.5mm寬度以上裂縫為不允許出現,會極大地削弱抗折強度。分析已砌筑反拱磚有類似或更嚴重的缺陷,其耐壓強度、抗折強度大幅下降,用在主反應區后,使用壽命會急劇縮短,導致點破壞。
在2017年度鎂砂原料價格暴漲后,再生銅企業普遍降低了耐火磚的檔次,耐火磚出現質量缺陷的概率更大;耐火磚內部質量缺陷具有隱蔽性,砌筑驗收中難以查出。一臺130t的固定陽極爐,爐底的2310塊反拱磚中只要有一塊磚存在缺陷,就成為木桶理論中的短板,就可能導致爐底反拱出現點破壞。也就是說,耐火磚質量缺陷導致爐底點破壞的風險反而增加了。
3 爐底挖修
爐底點破壞發生在固定爐新爐役開始不久,此時爐頂、爐墻的磚體情況良好,爐底反拱大部分沒有明顯損耗。若按照常規方法檢修爐底,需要破壞性拆除爐頂、爐墻、爐底,成了大修,檢修費用高昂。前文所述的2#爐爐底點破壞后,決定嘗試挖修,即保留爐墻、爐頂、爐體鋼結構,只拆除損壞的爐底局部反拱磚,再重砌。
3.1 第一次爐底挖修
3.1.1 爐底挖修方案
初步擬定的挖修方案:從缺牙區殘磚處開挖,向缺牙區兩側、前后方向延伸拆除,逐塊拆除反拱磚,直到反拱磚長度不少于350mm。采取人工用風鎬保護性拆除,拆除中盡可能不破壞拆除點周邊的反拱磚。拆除后用新磚砌入。
3.1.2 爐底挖修實踐
開始拆除爐內反拱,發現最大的困難在于爐底冷凝銅。爐底冷凝銅按分布位置分三種,一種是缺牙區域的反拱磚的磚縫冷凝銅,它包裹在磚體的4個側面,厚度1mm~3mm;第二種是反拱頂部凝銅,由大放銅后殘留在爐底的銅液冷凝而成,一般厚度10mm~30mm,但缺牙區域高達180mm~300mm;第三種是反拱磚底部凝銅,生產期間,銅液經磚縫滲透到反拱磚體的下方,大放銅也無法排出,形成冷凝銅,一般厚度10mm~30mm,但缺牙區域高達20mm~60mm。反拱磚與反拱磚彼此被冷凝銅牢固聯結,反拱磚層與搗打料層也被冷凝銅聯結成整體,彼此難以分離,拆除困難,耗時一周時間,只拆除了1.2m2爐底反拱。
于是調整拆除方案,適當擴大拆除面積,有缺牙的反拱磚環整環拆除,磚縫冷凝銅厚度超過1.5mm的整個反拱磚環也整環拆除。即使這樣,人工拆除反拱頂部凝銅進度仍極為緩慢。
再次調整拆除方案,決定拆除全部爐底反拱,缺牙區上方的爐頂。拆除工作門及工作門處爐墻,將清打爐口的履帶式液壓鑿巖機開入爐膛內拆除反拱頂部凝銅,但由于爐膛內空間有限,履帶式鑿巖機施展不開,效率不高。還發現鑿巖機功率較大,破碎冷銅時頂部冷凝銅層會向四周傳遞沖擊力,破碎作用點3m范圍內都有強烈振動,擔心會損害爐體,被迫叫停。
于是第三次調整拆除方案,改用強力風鎬及修爐專用小型鑿巖機拆除反拱磚,并利用切割機械將爐底反拱頂部凝銅切割成小塊, 使最大的結塊(長約1.5m,寬約0.8m)成為一個孤島,用液壓鑿巖機錘頭從工作門伸進去撬起這層銅板,再吊走。反拱磚拆除后,接著對其下方的搗打料進行檢查,滲銅深度超過20mm的搗打料層和下方保溫磚全部清除,直到爐底鋼板。滲銅深度不足20mm的搗打料層只清除20~30mm表層厚度。
整個爐底拆除結束,累計用時35天。
3.1.3 爐底重砌
按照新砌爐底的順序重新鋪設保溫磚,再鋪設爐底搗打層并振搗。新搗打料層弧度不變。搗打料按原搗打料的配比,適當減少鹵水的比例。搗打料層鋪設后,自然養護3天,檢查搗打料層已經干燥、水分脫除,且具備強度,開始砌筑反拱磚。
反拱磚砌筑按新爐底的砌筑標準進行,采取環砌與濕砌。反拱磚下方搗打料層表層拉毛,反拱磚砌入后調整搗打料厚度使反拱磚層找平,符合反拱磚層弧度。
舊反拱磚層用大小頭分別為80/70、80/75的豎厚楔形磚砌筑,兩者數量比為3:1,砌筑時小頭在上,大頭在下,反拱磚層呈扇形環形狀,且上弧小下弧大(如圖1)。挖修后爐底反拱缺口處形狀也是如此,在砌筑鎖口時,在確保磚縫寬度<1mm的前提下,要將小頭在上、大頭在下的豎厚楔形磚嵌入鎖口(如圖1B),是不可能實現。為克服這個困難,將80/70、80/75的豎厚楔形磚數量比調整為1:1;同時打破常規,每環用一塊直形磚鎖口,鎖磚收口的位置靠近工作門對面的爐墻的反拱處,避開主反應區范圍。每塊鎖口磚都根據缺口的大小加工, 但厚度不少于50mm;若某環的鎖磚厚度無法滿足要求,改為3塊鎖磚,將3塊直形磚切割厚度后同時均勻打入,砌入深度一致。按照規范[5],鎖磚砌入拱和拱頂內的深度宜為磚長的2/3~3/4,即鎖磚高出相鄰拱磚高出95~126.7mm,結果發現鎖口偏松。借鑒其它施工經驗[6],鎖磚砌入量應綜合考慮拱磚擠緊壓縮量、灰縫厚度的實際來設置,于是將加工后鎖磚放入鎖口時高出相鄰拱磚的高度調整到150mm,即鎖磚砌入拱內深度的深度為230mm,低于規范的下限。然后將鎖磚取出,4個側面薄涂一層鎂鉻泥漿,最終打入鎖口。爐底砌筑完成后,對反拱磚縫灌入鎂鉻泥漿。
爐底砌筑施工后,恢復工作門及爐墻,重砌爐頂;然后進行烘爐,先用木柴烘烤、再用天然氣烘烤,累計96h,以脫去水分,避免鎂質材料的水化。烘烤結束后備用。
3.1.4 挖修效果總結
2#爐開爐投產后,爐底使用正常,爐壽達到3年,基本達到預期,挖修中,爐底拆除費用8萬元,耐火材料費用(耐火磚58t,搗打料6.2t)33萬元,砌筑人工費1.5萬元,其它零星費用:2萬元。檢修總費用44.5萬元。若按傳統方法,大修一次總費用180萬元,節省了135.5萬元,經濟效益是很可觀的。
此次挖修存在的不足之處:一是拆除階段用時過長,導致整個檢修工期高達47天,而常規的固定爐大修時間為22天;二是被迫拆除了全部爐底,為了施工人員安全,還拆除大部分爐頂(損耗情況良好),大大增加了耐火材料費用。究其原因,爐底出現第一塊斷磚后,沒有盡快大放銅停爐,仍然生產了2個月,一直到殘磚浮起后、實在無法維持才停爐,結果缺牙區域面積過大,產生大量的冷凝銅,導致拆除困難,產生后續的問題。
3.2 第二次爐底挖修
2014年1#固定爐反拱也出現點破壞后,再次采取爐底挖修方案。結合2#固定爐的挖修經驗教訓,在出現第一塊斷磚后,一周內進行了大放銅停爐,使缺牙區域控制在0.5m2以內;同時最后3爐次進行洗爐操作,進行深氧化操作徹底撇除爐渣;大放銅前提高銅液溫度,大放銅末期拆除了銅口磚,使爐內殘留冷凝銅量大幅減少。
由于冷凝銅大幅減少,采用第一次挖修的初始方案,人工用風鎬從殘磚處開始,向缺牙區兩側、前后方向延伸拆除,直到反拱磚長度不少于350mm。每個反拱磚環靠近反拱拱腳的至少保留3塊磚不拆,避免影響爐墻砌體穩定性。缺牙區搗打料表層清除并拉毛,再重新鋪設新搗打料,改為人工搗實。挖修區域全部只用大小頭為80/75的反拱磚砌筑,反拱磚砌入后調整搗打料厚度使反拱磚層找平,符合反拱磚層弧度。最終,挖修重砌的磚環與未挖修的磚環基本平齊,錯牙在3mm內。
檢修總用時24天,與常規固定爐大修時間相當。其中,爐底拆除時間為18天。拆除反拱面積7.99m2,占爐底面積的33.84%。
爐底挖修中,拆除費用2.8萬元;耐火材料費用17.8萬元,砌筑人工費0.72萬元,其它費用1.2萬元。合計22.52萬元,費用比第一次挖修減少了49.4%。
挖修后,已經生產了420爐次,爐底情況依然良好。說明挖修是成功的。
3.3 爐底挖修的改進方向
兩次爐底挖修都取得了成功,說明從砌筑角度出發,即使采取死爐底設計的反拱式爐底進行爐底局部挖修是完全可行的。在耐火磚質量缺陷導致爐底點破壞的風險較大的情況下,對于企業降低檢修費用無疑有很大的現實意義。
反拱式爐底挖修要發展成一種標準的常規的檢修模式,如同活爐底一樣方便、可靠,仍需確保在有冷凝銅的情況下縮短檢修時間、控制檢修范圍,同時不損壞爐墻、爐頂。
因此,有必要借鑒熔煉反射爐、貧化電爐,采用雙層反拱的設計,便于進行爐底挖修[7]。2010年,某公司曾經在1#固定爐嘗試過雙層反拱的設計,上層反拱為380mm厚度鎂鉻磚,下層反拱為230mm厚度鎂磚,兩層反拱錯縫砌筑。在爐役末期,上層反拱出現斷磚后,繼續生產了6個月,最后1個月,連缺牙區的殘磚都剝離浮起了,上層反拱磚環已經解體,下層鎂磚反拱大部分暴露在銅液中(如圖2)。拆除爐底時,鎂磚反拱表面完好,磚縫整齊,膨脹縫處于正常范圍,滲入鎂磚反拱內的銅水量極少。與鎂鉻磚不同,鎂磚還具有不粘銅的特性,檢修時順利將冷凝銅層從鎂磚反拱上剝離(照片中冷凝銅層上磚痕清晰可見)。如果采取雙層反拱,挖修時保留下層反拱及搗打料層,直接拆除整個上層反拱,可以極大的減輕了拆除冷凝銅的難度和工作量,縮短檢修工期,減少檢修費用。
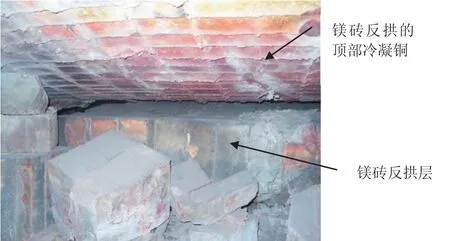
圖2 鎂磚反拱冷凝銅示意圖
4 結語
通過實踐,成功實施了反拱式爐底的挖修,證明在死爐底下爐底挖修在技術上是完全可行的。反拱式死爐底作為工業爐的常見爐底設計,在爐底點破壞風險較高的情況下,通過爐底挖修避免大修,可以大幅減少檢修費用,具有很大的應用推廣價值。
