控制扇形板氮化變形探討
2019-05-21 06:39:50江洲
時代農機 2019年3期
江 洲
(常州寶菱重工機械有限公司,江蘇 常州 213019)
零件在氮化過程中變形是一個復雜的問題,特別是薄壁類、細長零件,氮化變形是更難控制。扇形板作為開卷卷取卷筒結構的重要零件,結構復雜,對尺寸及配合的形位公差要求嚴格。扇形板外圓為提高耐磨性,氮化是其常用的處理方式。由于扇形板對各斜面嚙合的面積及平行度要求極高,而且氮化后不能研磨,控制氮化變形變得更為重要。下面就氮化扇形板的工藝及工裝控制變形方面進行簡單介紹。
1 氮化扇形板加工工藝
針對圖1所示扇形板,圓弧處厚度僅30mm,長約2100mm。對加工單位,控制機加工內應力是控制氮化變形的措施之一。下面簡單介紹此扇形板的工藝及減少機加工應力措施:
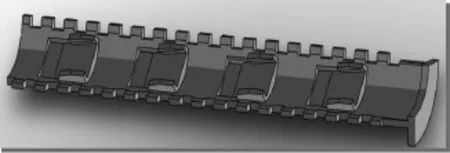
圖1
①粗加工,單邊余8 mm。
②探傷后后調質處理。
③劃線,確認彎曲變形量,保證加工余量。
④半精加工,注意考慮扇形板除應力變形,內腔基準面及裝配配合面單邊余3 mm;注意裝配時不配合面直接加工成品,并加工時使用切削液。
⑤送氮化廠家除應力,利用專業氮化廠家經驗,更多去除機加工內應力,注意垂直懸掛。
⑥精銑各配個斜面及T型槽成,注意松壓板,保證斜面落差及平行度。
⑦與裝配,研磨,保證扇形板斜面接觸面。
⑧車磨扇形板外圓弧,制定精加工車磨參數,如車床 Vc=25 m/min,ap=0.5 mm,f=0.35 mm/r。
⑨氮化,注意裝在氮化工裝上一起進氮化爐。
2 氮化扇形板氮化工裝
經過前面實踐,此種扇形板在未使用氮化工裝時,第一次氮化后外圓弧變形量達0.7 mm,完全無法滿足裝配及使用要求,經過第二次、第三次氮化后變形量在0.2~0.3 mm。這樣浪費了大量人力、物力及時間。
氮化工裝設計整體思路是將扇形板固定在工裝上,增加扇形板剛性,控制變形,要求:
(1)工裝首先要剛性好,確保工裝在氮化過程基本不變形。工裝架采用H型鋼平面焊接鋼板,拼焊好后氮化前除應力,再加工。
(2)考慮扇形板整體氮化,與工裝接觸面最好是不需氮化的面。此種扇形板斜面上裝銅襯板滑動,可以不氮化。工裝利用扇形板斜面上螺孔,設計楔塊裝在扇形板斜面上。
(3)扇形板在自由狀態下,將楔塊底面光平,再固定在工裝架上。由于扇形板自由狀態可能已經變形,需在對應楔塊底面墊不銹鋼片,保證氮化前外圓弧母線變形在0.1mm內。
(4)扇形板右端裝配時有配合要求。現利用扇形板端面螺孔,用端板固定在工裝架上。
該套裝經過兩套扇形板氮化結果,氮化后大部分變形在0.15mm以內,滿足裝配及使用要求。下面是扇形板氮化數據。
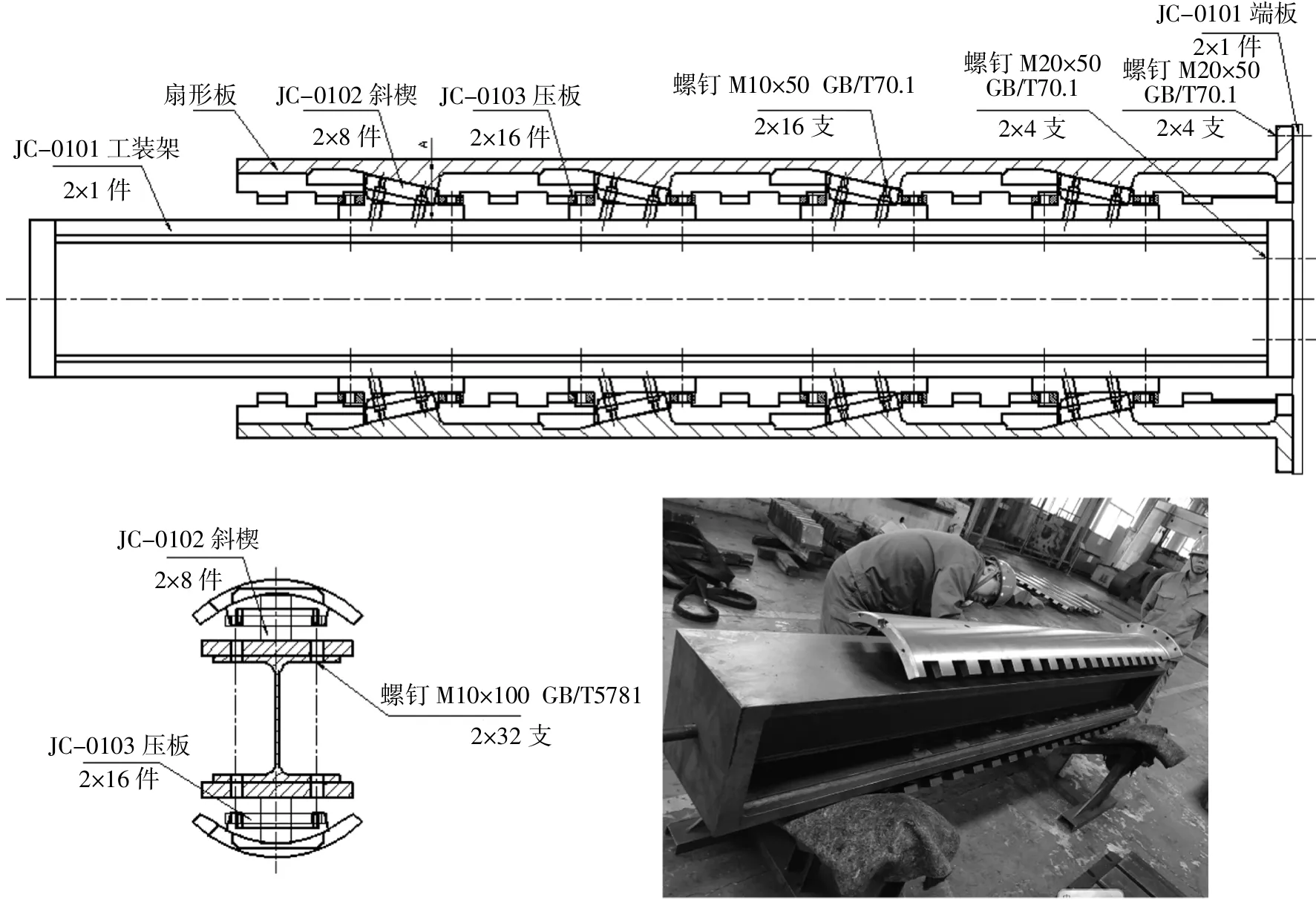
圖2 扉形板氮化工裝裝配示意圖

表1 扇形板氮化數據
扇形板氮化變形受多因數的影響。在具體的生產條件下,制定合適的加工工藝及切削參數,減少機加工應力,設計合理的氮化工裝,能有效的減少和控制氮化變形,滿足圖紙設計及使用要求。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03