冷軋制備碳纖維-鋁合金層板及其彎曲力學(xué)性能
2019-05-18 06:05:56張亮亮付昌云
中國(guó)機(jī)械工程 2019年8期
關(guān)鍵詞:界面
王 健 張亮亮 于 躍 付昌云
燕山大學(xué)國(guó)家冷軋板帶裝備及工藝工程技術(shù)研究中心,秦皇島,066004
0 引言
纖維增強(qiáng)金屬層板(fiber metal laminates,F(xiàn)MLs)是合金薄板和纖維增強(qiáng)聚合物材料組成的一種混雜結(jié)構(gòu)材料,它不僅繼承了纖維復(fù)合材料的高強(qiáng)度和耐腐蝕特性,而且具有合金材料優(yōu)異的可加工性和抗沖擊性,由于層板中纖維的橋接作用可以有效抑制裂紋擴(kuò)展,其抗疲勞性尤為顯著,以上優(yōu)良的性能,使得FMLs在航天工程上得到了廣泛應(yīng)用[1-3]。
通過(guò)改變纖維體系(芳綸、玻璃纖維或碳纖維)和合金種類(lèi)(鋁合金、鎂合金或鈦合金)可以得到多種層板系列,如芳綸纖維增強(qiáng)鋁合金層合板(aramid reinforced aluminum laminates,ARALL)、玻璃纖維增強(qiáng)鋁合金層合板(glass reinforced aluminum laminates,GLARE)和碳纖維增強(qiáng)鋁合金層合板 (carbon reinforced aluminum laminates,CAR-ALL)3種類(lèi)型[4]。由于碳纖維具有比強(qiáng)度比模量高、密度小、熱膨脹系數(shù)小等優(yōu)點(diǎn),故相比ARALL和GLARE,CARALL的應(yīng)用更為廣泛,它克服了芳綸纖維與樹(shù)脂界面結(jié)合強(qiáng)度低易剝離的現(xiàn)象,且抗拉強(qiáng)度和模量均優(yōu)于GLARE,表現(xiàn)出優(yōu)異的機(jī)械性能、抗疲勞性能、較低的裂紋擴(kuò)展率和較好的抗沖擊性,能更好地發(fā)揮纖維橋接裂縫和增強(qiáng)增韌的作用,裂縫止裂效果明顯。
傳統(tǒng)的制備FMLs方法是將金屬薄板與纖維/樹(shù)脂交替鋪設(shè)后,通過(guò)模壓或熱壓罐設(shè)備在一定溫度和壓力下固化成形。BIENIAS'等[5]采用熱壓罐工藝制備了 Al/CFRP(carbon fiber reinforced plastics,CFRP)層板,結(jié)合落錘試驗(yàn)測(cè)試了材料的低速?zèng)_擊損傷性能;HU等[6]利用熱壓法制備了Ti/CFRP層板,分析了不同溫度下板材的彎曲性能;DADEJ等[7]通過(guò)熱壓罐工藝制備了Al/CFRP層板,利用拉伸張力試驗(yàn)測(cè)試了板材的疲勞性能。由此可見(jiàn)熱壓罐和模壓工藝制備層板技術(shù)相對(duì)成熟,但是模式較為單一,模壓工藝針對(duì)不同產(chǎn)品需要制定特定的模具,操作復(fù)雜,而熱壓罐設(shè)備造價(jià)昂貴,生產(chǎn)過(guò)程中需耗費(fèi)大量的人力物力,不利于復(fù)合板的大規(guī)模生產(chǎn)。由此,新型成形工藝的提出對(duì)FMLs在更廣闊領(lǐng)域的推廣使用具有一定指導(dǎo)意義。
層板軋制工藝在我國(guó)技術(shù)成熟且廣泛應(yīng)用于金屬材料生產(chǎn),基本原理是將不同的金屬板疊層同時(shí)通過(guò)旋轉(zhuǎn)的軋輥軋制,在軋輥強(qiáng)大的軋制力作用下使相鄰材料表面發(fā)生塑性變形,并使表層材料破裂裸露出新鮮組織,最終形成以物理冶金鍵合的復(fù)合材料。相比其他工藝,軋制復(fù)合工藝的結(jié)合強(qiáng)度高,設(shè)備簡(jiǎn)單操作方便,易于實(shí)現(xiàn)自動(dòng)化大規(guī)模生產(chǎn),符合節(jié)能環(huán)保要求[8-9]。
基于FMLs加熱加壓的成形條件,考慮與金屬軋制成形工藝相近,本文對(duì)層板進(jìn)行可控的軋制制備。根據(jù)鋪層設(shè)計(jì),將預(yù)浸料裁剪后疊層夾于上下鋁合金薄板中間;為改善鋁合金/纖維樹(shù)脂界面膠接性能,分別采用機(jī)械打磨法、化學(xué)清洗法和陽(yáng)極氧化法對(duì)鋁合金表面進(jìn)行預(yù)處理;基于不同壓下量條件,采用“一步軋制”給予層合板瞬間高壓,以提高其成形性能;結(jié)合三點(diǎn)彎曲試驗(yàn)考察了不同表面處理工藝及壓下量對(duì)板材彎曲性能的影響,觀察并分析了試樣斷面顯微組織形貌。
1 試驗(yàn)材料及方法
1.1 試驗(yàn)材料
試驗(yàn)所用原材料為USN 17500單向碳纖維/環(huán)氧預(yù)浸料和AA 6061鋁合金,其工藝參數(shù)和化學(xué)成分分別見(jiàn)表1和表2。為了消除板材內(nèi)應(yīng)力和加工硬化現(xiàn)象,對(duì)其進(jìn)行退火處理,將AA 6061鋁合金加熱到530℃保溫2h后空冷。

表1 USN 17500預(yù)浸料工藝參數(shù)Tab.1 Process parameters of USN 17500prepreg

表2 AA 6061鋁合金化學(xué)成分(質(zhì)量分?jǐn)?shù))Tab.2 Chemical composition of AA 6061aluminum alloy(mass fraction) %
1.2 金屬表面預(yù)處理
對(duì)退火后的鋁合金板進(jìn)行表面處理,除去板材表面油污雜質(zhì)和氧化物,以利于軋制時(shí)提高鋁合金/纖維樹(shù)脂界面結(jié)合性能。本試驗(yàn)分別對(duì)鋁合金表面進(jìn)行機(jī)械打磨、化學(xué)清洗和陽(yáng)極氧化預(yù)處理,再用丙酮和酒精反復(fù)擦洗表面并用熱吹風(fēng)吹干,具體工藝見(jiàn)表3。
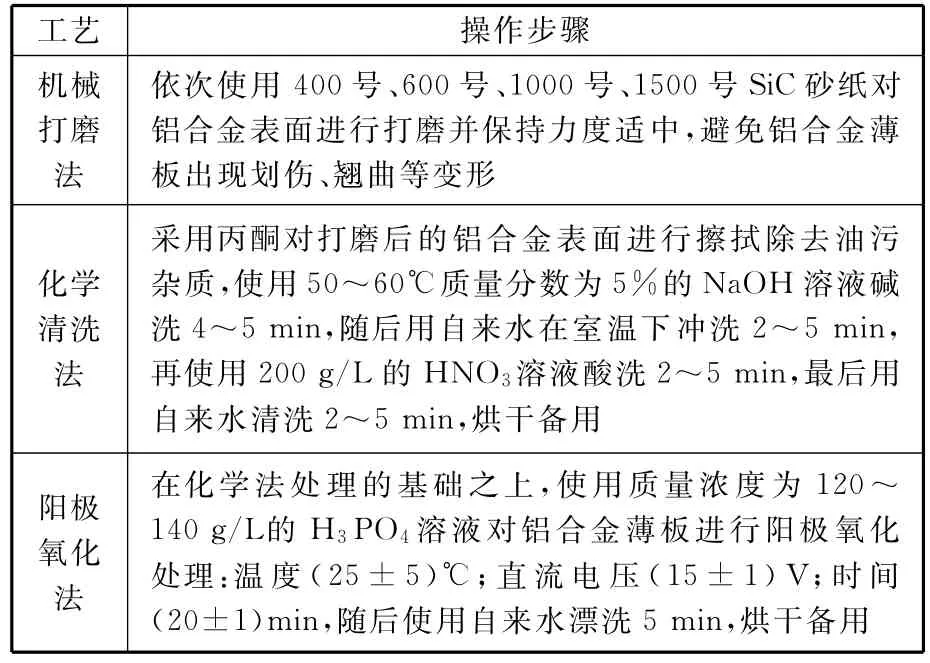
表3 鋁板表面預(yù)處理工藝Tab.3 Surface pretreatment process of aluminum plate
為改善樹(shù)脂基體與金屬表層浸潤(rùn)性,提高鋁板表面活性和耐蝕性,在經(jīng)不同方法預(yù)處理的鋁合金薄板表面涂刷一層硅烷偶聯(lián)劑KH560(一縮水甘油醚氧丙基三甲氧基硅烷),由于偶聯(lián)劑具有可與無(wú)機(jī)材料和有機(jī)材料相結(jié)合的反應(yīng)活性基團(tuán),良好的化學(xué)“橋接”作用有利于金屬板與樹(shù)脂間形成化學(xué)鍵結(jié)合[10],提高相容性和黏結(jié)性,故借助偶聯(lián)劑進(jìn)一步進(jìn)行表面處理以獲得更優(yōu)的界面浸潤(rùn)性。硅烷偶聯(lián)劑混合溶劑的配比為乙醇與去離子水質(zhì)量比為9∶1,再加入質(zhì)量分?jǐn)?shù)為2%的硅烷偶聯(lián)劑,常溫靜置水解完全后備用。
1.3 板材制備
軋制設(shè)備采用二輥強(qiáng)力軋機(jī),軋輥尺寸為200mm×200mm,預(yù)浸料鋪層方式為[0°/90°/0°],層板結(jié)構(gòu)為2/1型,即將疊層預(yù)浸料夾于兩片鋁板之間(Al/[0°/90°/0°]Al),如圖1所示,材料尺寸參數(shù)見(jiàn)表4。
試樣軋制前后的高度差定義為壓下量[11]:
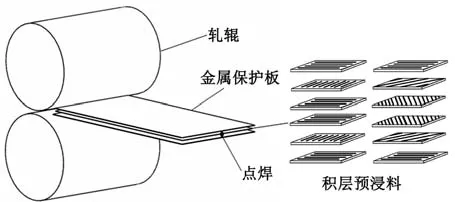
圖1 板材制備示意圖Fig.1 Preparation schematic of the laminate

表4 材料尺寸參數(shù)Tab.4 Material size parameters

其中,h為預(yù)浸料厚度;hw為鋁合金板厚度;h0為試樣軋制后總厚度。選取壓下量分別為1.6%、4.0%、6.5%和8.1%,軋制速度為60mm/s。層板經(jīng)室溫軋制后,按圖2所示的固化工藝升溫固化成形,最后隨爐冷卻。
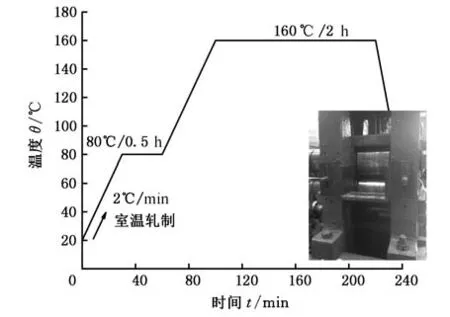
圖2 軋制固化方案Fig.2 Curing scheme of rolling
1.4 彎曲性能測(cè)試
彎曲試驗(yàn)采用Inspekt table 100材料試驗(yàn)機(jī),依據(jù) HB 7617-1998標(biāo)準(zhǔn)[12]測(cè)試層合板彎曲性能,彎曲試驗(yàn)所用設(shè)備見(jiàn)圖3,試樣尺寸為80 mm×15mm×1mm,加載速度為2mm/min。平行于軋制方向取金相試樣,先依次選用不同粒度的砂紙打磨,最細(xì)為4000號(hào)砂紙(平均粒度為6.35μm),再用 Al2O3懸浮液進(jìn)行拋光,采用FEI-Scios掃描電鏡和ZEISS Scope A1金相顯微鏡進(jìn)行斷面微觀組織觀察。
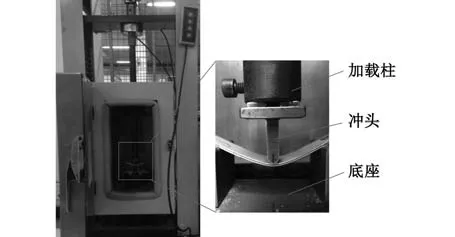
圖3 彎曲試驗(yàn)裝置Fig.3 Bending test device
2 結(jié)果與分析
2.1 軋制試驗(yàn)結(jié)果
軋制參數(shù)見(jiàn)表5,由于試樣尺寸較小,實(shí)際偏差不足以影響層板整體受力情況,軋制壓力(MPa)其中,

式(2)等號(hào)右邊分母為層板實(shí)際軋制受力尺寸,故并未考慮軋制誤差影響;F1為傳動(dòng)側(cè)壓下力;F2為操作側(cè)壓下力;Δh為板材軋前與軋后厚度差值;R為軋輥半徑。
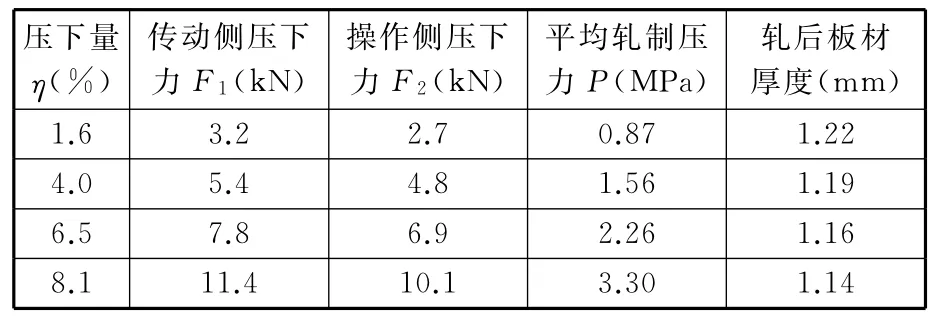
表5 軋制試驗(yàn)參數(shù)Tab.5 Rolling parameters
2.2 彎曲試驗(yàn)結(jié)果
2.2.1 表面預(yù)處理工藝影響
不同處理工藝所得鋁合金表面微觀形貌如圖4所示,可以看出不同工藝所得微觀表面明顯不同。機(jī)械打磨后,鋁合金表面粗糙不平,沿打磨方向形成大量數(shù)十微米的溝壑且分布不均,表面粗糙度的增大有益于提高界面黏接的機(jī)械咬合作用,但不利于樹(shù)脂流動(dòng)浸潤(rùn)表層;而經(jīng)化學(xué)清洗后,可以有效疏松金屬表面氧化膜和油脂臟物,裸露出新鮮的鋁合金組織,并在溝壑處有明顯的微米孔洞產(chǎn)生,有助于樹(shù)脂填入表層空穴內(nèi),獲得更高的表面能,增強(qiáng)吸附作用;經(jīng)陽(yáng)極氧化處理后,鋁合金表面納米級(jí)孔洞結(jié)構(gòu)明顯增加,形成網(wǎng)狀多孔的A12O3膜層,表面積大幅增大,有利于提高鋁合金表面和樹(shù)脂間的反應(yīng)活性,從而為達(dá)到良好的界面黏附奠定良好的物化作用基礎(chǔ)[13]。
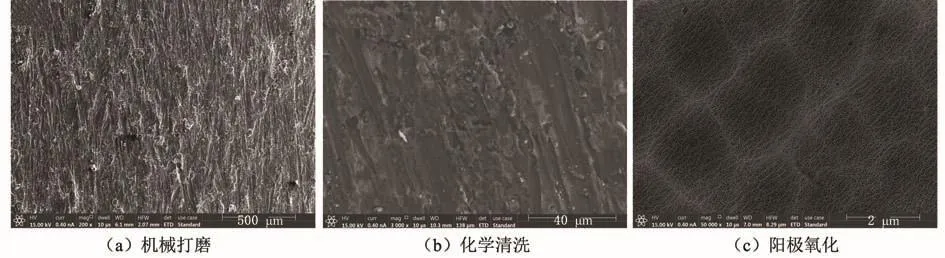
圖4 不同處理工藝鋁合金表面微觀形貌Fig.4 Aluminum alloy surface micro-morphology with different treatment processes
鋁合金表面不同處理工藝所得層板的彎曲載荷-位移曲線見(jiàn)圖5。可以看出,曲線初始階段,載荷和位移近似成線性關(guān)系,隨彎曲撓度增大,曲線出現(xiàn)平臺(tái)階段,不同處理工藝下的試樣承載強(qiáng)度呈梯度增大趨勢(shì)。在加載初期,表面未處理試樣載荷平臺(tái)較低,后續(xù)承載強(qiáng)度差(表6),彎曲強(qiáng)度僅195MPa;經(jīng)機(jī)械打磨后,試樣彎曲強(qiáng)度有所增大,但載荷強(qiáng)度受限;而經(jīng)化學(xué)清洗和陽(yáng)極氧化所得層板,載荷極限明顯大幅提高,彎曲強(qiáng)度分別為401MPa和573MPa,相比未處理試樣分別增大了51.4%和65.9%,且陽(yáng)極氧化試樣的曲線初始斜率明顯得到改善,彎曲模量達(dá)80.9GPa,較表面未處理試樣增大了39.1%。主要原因是機(jī)械打磨只能簡(jiǎn)單去除鋁合金表面污物和氧化膜,而化學(xué)清洗則能較為徹底地去除表面雜質(zhì),并裸露出新鮮的表層金屬,同時(shí)在堿洗過(guò)程中部分相位組織被腐蝕形成空穴,有利于促進(jìn)鋁合金表面和樹(shù)脂及偶聯(lián)劑之間的反應(yīng)活性。在陽(yáng)極氧化過(guò)程中,鋁合金表面會(huì)生成組織致密的Al2O3薄膜,且伴隨著薄膜的不斷成膜和溶解,最終形成大量的敞開(kāi)型縱向孔洞,有利于樹(shù)脂滲入氧化膜內(nèi),大幅改善了鋁合金表面與樹(shù)脂間的浸潤(rùn)性能[14]。
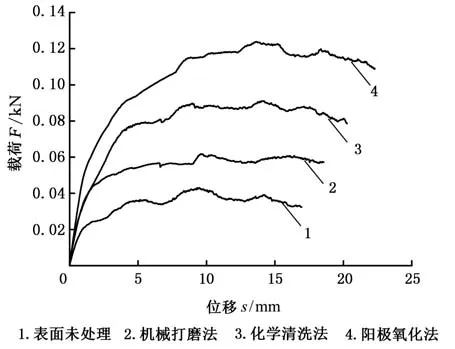
圖5 不同表面處理工藝彎曲載荷-位移曲線Fig.5 Flexural load-displacement curve of different surface treatment process

表6 不同表面處理工藝彎曲力學(xué)性能Tab.6 Flexural mechanical properties with different surface treatment processes
根據(jù)機(jī)械結(jié)合理論,黏結(jié)物必須滲入被黏物表面的空隙內(nèi)才能產(chǎn)生黏結(jié)作用,且表面微觀幾何結(jié)構(gòu)和粗糙度的影響具有至關(guān)重要的作用[15]。當(dāng)金屬表面越粗糙且有較多的凹坑和孔隙時(shí),樹(shù)脂與金屬表面的有效接觸面積越大,在軋制過(guò)程中,樹(shù)脂受擠壓力作用,越容易滲入金屬基體內(nèi),與表層空穴或孔洞形成類(lèi)似的機(jī)械咬合結(jié)構(gòu),使層板的強(qiáng)度和韌性得到提高。同時(shí)硅烷偶聯(lián)劑可以與金屬表面形成化學(xué)鍵結(jié)合,有效改善金屬表面特性,而且偶聯(lián)劑與樹(shù)脂間也能產(chǎn)生連接作用,完成界面架橋,獲得從樹(shù)脂向纖維良好的應(yīng)力傳遞,顯著提高金屬/聚合物界面黏結(jié)性能[16],彎曲時(shí)避免界面發(fā)生脫黏而產(chǎn)生分層破壞,賦予層板良好的力學(xué)特性。不同表面處理工藝的彎曲試樣如圖6所示,可較明顯看出,隨處理工藝的不同,試樣彎曲夾角逐漸減小,彎曲撓度增大,即使在較大位移條件下,鋁合金/纖維樹(shù)脂界面也未出現(xiàn)分層破壞。
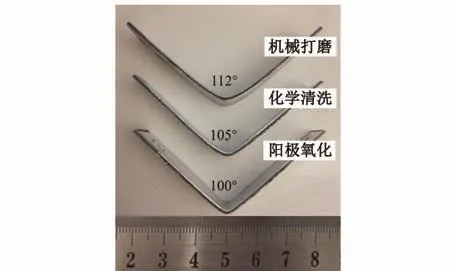
圖6 不同表面處理工藝彎曲試樣Fig.6 Flexural specimens with different surface treatment processes
對(duì)不同處理工藝的鋁合金/纖維樹(shù)脂界面進(jìn)行掃描電鏡和金相顯微鏡觀察,如圖7、圖8所示,對(duì)比發(fā)現(xiàn),經(jīng)機(jī)械打磨后,在鋁合金表面存在一層厚厚的樹(shù)脂層,且纖維與樹(shù)脂分離明顯,兩者并未有效浸潤(rùn),雖然樹(shù)脂已充分填入溝壑內(nèi),但在鋁合金/纖維樹(shù)脂界面處存在微小縫隙,致使承載過(guò)程中易產(chǎn)生疲勞裂紋;經(jīng)化學(xué)清洗后,良好的蝕洗表面和孔隙的存在使得界面處樹(shù)脂厚度明顯減小,在軋制壓力作用下,樹(shù)脂充分流動(dòng)壓實(shí)凹坑,界面處部分區(qū)域已形成穩(wěn)定的機(jī)械嵌定結(jié)構(gòu),且纖維與樹(shù)脂浸潤(rùn)較好、分布均勻,但由于化學(xué)清洗對(duì)鋁合金表面活性改善有限,故仍有部分樹(shù)脂殘余;經(jīng)陽(yáng)極氧化工藝所得試樣,鋁合金/纖維樹(shù)脂界面結(jié)合狀態(tài)良好,界面平直且未發(fā)現(xiàn)樹(shù)脂殘留,說(shuō)明改變金屬表面形貌以增大表面積,生成反應(yīng)性表面,易使樹(shù)脂充分浸潤(rùn)鋁合金表面,固化后形成穩(wěn)定的界面互鎖結(jié)構(gòu),彎曲過(guò)程中能夠承受較大載荷位移而不發(fā)生破壞。

圖7 不同表面處理工藝界面SEM圖Fig.7 Interface SEM diagram with different surface treatment processes
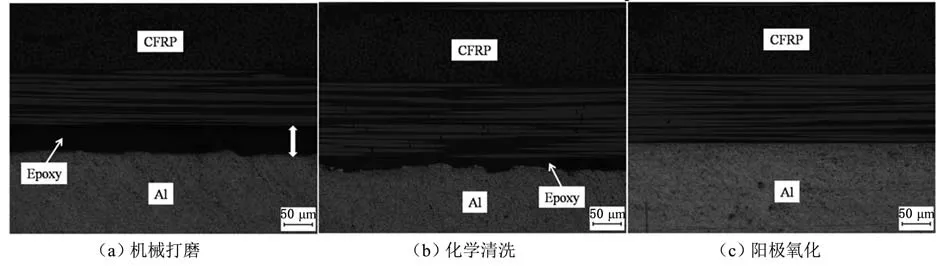
圖8 不同表面處理工藝界面金相圖Fig.8 Interface metallographic diagram with different surface treatment processes
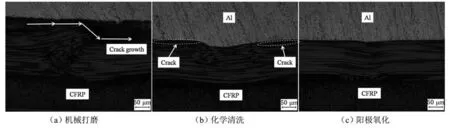
圖9 不同表面處理工藝斷面金相圖Fig.9 Section metallographic diagram with different surface treatment processes
不同表面處理工藝所得試樣加載柱之下的斷面金相圖見(jiàn)圖9,可以發(fā)現(xiàn),經(jīng)機(jī)械打磨后試樣破壞嚴(yán)重,在加載柱之下樹(shù)脂與金屬表面存在大面積分層,纖維嚴(yán)重?cái)嗔眩X合金與纖維樹(shù)脂在界面處已完全脫離;經(jīng)化學(xué)清洗所得試樣,其狀況得到明顯改善,僅在加載柱兩側(cè)由于殘余樹(shù)脂的存在,導(dǎo)致產(chǎn)生微小分層,且纖維并未斷裂,只是在加載過(guò)程中產(chǎn)生屈曲變形,表明樹(shù)脂與纖維包覆性較好,鋁合金/纖維樹(shù)脂界面性能也得到提高,彎曲過(guò)程中纖維樹(shù)脂間的界面以及鋁合金/纖維樹(shù)脂間的界面可以有效傳遞載荷,纖維和鋁合金基體相輔相成共同承擔(dān)載荷,彎曲強(qiáng)度有所增大;而陽(yáng)極氧化所得試樣,在界面處鋁合金與纖維樹(shù)脂仍結(jié)合良好,未出現(xiàn)分層現(xiàn)象,且纖維屈曲程度減緩,只是在加載部位產(chǎn)生微小變形,承載強(qiáng)度進(jìn)一步增大,有效說(shuō)明改善鋁合金表面活性、增大表面積更加有利于樹(shù)脂滲入金屬表層,獲得較高的表面能以及形成穩(wěn)定的界面結(jié)合結(jié)構(gòu),提高層板力學(xué)性能。
2.2.2 軋制壓下量影響
經(jīng)陽(yáng)極氧化后試樣不同壓下量的彎曲載荷-位移如圖10所示。可以看出,在加載初期,彎曲載荷隨壓下量的增大而增大,但載荷峰值增長(zhǎng)緩慢;當(dāng)壓下量為6.5%時(shí),曲線峰值達(dá)到最高值,隨位移增大,出現(xiàn)載荷平臺(tái),彎曲性能良好;進(jìn)一步增大壓下量至8.1%時(shí),載荷峰值降低,達(dá)到最大載荷后曲線急劇滑落,后續(xù)承載能力差,彎曲強(qiáng)度明顯下降。說(shuō)明在一定軋制壓力作用下樹(shù)脂流動(dòng)浸潤(rùn)纖維,有利于壓實(shí)層間孔隙,促進(jìn)層間緊密結(jié)合,且在鋁合金表面與纖維樹(shù)脂接觸區(qū)域,樹(shù)脂在壓力作用下充分填入鋁合金表面形成的空穴或孔洞內(nèi),與金屬表面相互浸潤(rùn),改善了界面結(jié)合性能,提高了彎曲強(qiáng)度。但壓力進(jìn)一步增大,使得纖維隨樹(shù)脂流動(dòng)發(fā)生扭曲變形,樹(shù)脂分布不均形成富脂或貧膠區(qū)域,層板受彎曲載荷作用時(shí),既有壓縮應(yīng)力,又有拉伸應(yīng)力和剪切應(yīng)力,材料內(nèi)局部區(qū)域還存在擠壓應(yīng)力,除纖維承受載荷外,樹(shù)脂基體也承受纖維之間的剪應(yīng)力,而樹(shù)脂的流失造成纖維與樹(shù)脂以及鋁合金和纖維樹(shù)脂之間界面黏合性能下降,故不能良好傳遞載荷承受應(yīng)力,彎曲強(qiáng)度反而降低。
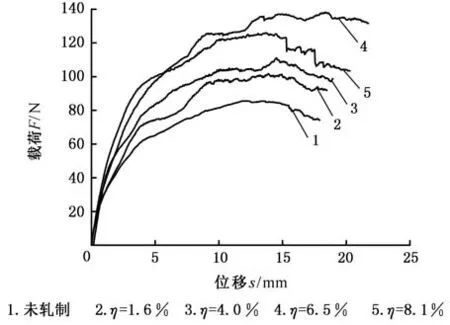
圖10 不同壓下量的彎曲載荷-位移曲線Fig.10 Flexural load-displacement curve with different reduction
如圖11所示,經(jīng)3種表面工藝處理后試樣彎曲強(qiáng)度隨壓下量變化逐步增大,當(dāng)壓下量達(dá)6.5%時(shí),曲線出現(xiàn)拐點(diǎn),彎曲強(qiáng)度均達(dá)到最高值,繼而隨壓下量增大強(qiáng)度降低,表明過(guò)大的壓下量并不利于改善層板力學(xué)性能。為分析研究鋁板在軋制過(guò)程中加工硬化對(duì)層板力學(xué)性能的影響,將不同壓下量軋后所得層板剝離開(kāi),單獨(dú)對(duì)上下鋁板進(jìn)行彎曲試驗(yàn)并與未軋制鋁板對(duì)比,如圖12所示,可以發(fā)現(xiàn)經(jīng)軋制后,鋁板承載強(qiáng)度隨壓下量增大有所提高且最終趨于穩(wěn)定,并未發(fā)生較大變化,表明軋后鋁板存在加工硬化影響但是在可控范圍內(nèi),相比層板整體受力情況,加工硬化影響較小,故并未考慮其誤差影響。
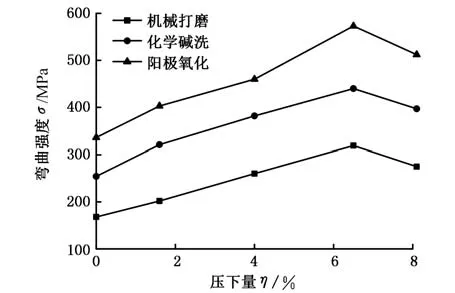
圖11 不同表面處理工藝彎曲強(qiáng)度對(duì)比圖Fig.11 Contrast diagram of flexural strength with different surface treatment processes
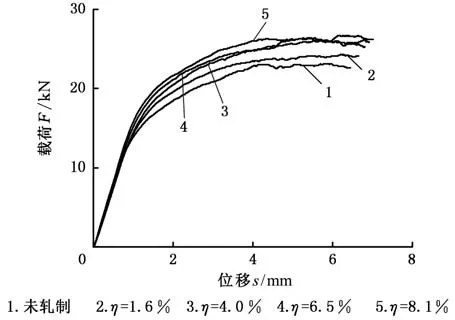
圖12 不同壓下量的鋁板彎曲載荷-位移曲線Fig.12 Flexural load-displacement curve of aluminum plate with different reduction
觀察壓下量為8.1%時(shí),3種不同處理工藝的彎曲試樣(圖13),在相同部位均出現(xiàn)不同程度的分層失效,經(jīng)打磨后試樣破壞最為嚴(yán)重,分析得出破壞的主要形式如下:纖維樹(shù)脂界面破壞、鋁合金與纖維樹(shù)脂界面破壞以及纖維斷裂失效。主要原因是在加載過(guò)程中,纖維樹(shù)脂與鋁合金界面黏合力小于層間剪切應(yīng)力,且內(nèi)部樹(shù)脂在強(qiáng)大擠壓力作用下分布不均,造成纖維與樹(shù)脂包覆性差,纖維易受力拔出,由此不能良好傳遞應(yīng)力,形成斷層破壞。而破壞主要發(fā)生在同一側(cè)可能是由于軋制過(guò)程中,工作軋輥之間的縫隙未嚴(yán)格保證一致,但層板均為同批次軋制制備,故并不影響力學(xué)性能分析。
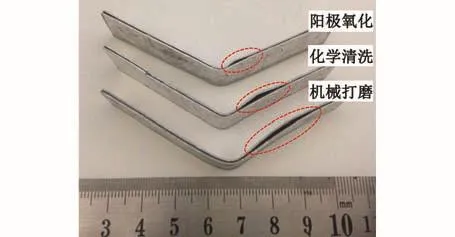
圖13 壓下量為8.1%時(shí)不同表面處理工藝彎曲試樣Fig.13 Flexural specimens of reduction 8.1%with different surface treatment processes
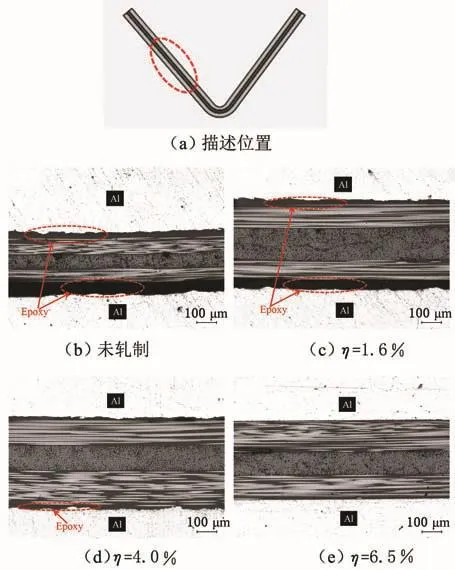
圖14 陽(yáng)極氧化不同壓下量斷面金相圖Fig.14 Section metallographic diagram of different reduction with anodizing
選取陽(yáng)極氧化不同壓下量所得試樣的相同側(cè)壁部位進(jìn)行斷面金相觀察(圖14),發(fā)現(xiàn)未軋制試樣纖維樹(shù)脂和鋁合金上下表面存在一定厚度的樹(shù)脂層,雖然鋁合金表面已進(jìn)行陽(yáng)極氧化處理,但由于未受軋制壓力作用,樹(shù)脂在自然狀態(tài)下無(wú)法和鋁合金表面形成有效浸潤(rùn),彎曲承載時(shí)極易發(fā)生界面脫黏,導(dǎo)致力學(xué)性能下降;隨著壓下量的增大,界面處樹(shù)脂層厚度減薄趨勢(shì)明顯,當(dāng)壓下量達(dá)到4.0%時(shí),界面處的殘余樹(shù)脂接近消失,在軋制過(guò)程中,樹(shù)脂流動(dòng)與鋁合金表面的凹坑相融合形成穩(wěn)定的界面結(jié)合。而且發(fā)現(xiàn)當(dāng)壓下量為6.5%時(shí),纖維樹(shù)脂與鋁合金表面已經(jīng)完全浸潤(rùn)且未發(fā)現(xiàn)樹(shù)脂殘留,界面處整潔平齊,在強(qiáng)大的擠壓力作用下,層板中間區(qū)域的纖維層明顯被壓實(shí)厚度減小,且纖維樹(shù)脂分布均勻不存在孔隙雜質(zhì)。
對(duì)陽(yáng)極氧化試樣選取CFRP/Al界面結(jié)合層進(jìn)行掃描電鏡觀察,如圖15所示,可以發(fā)現(xiàn)中間夾層的纖維樹(shù)脂與上下鋁合金表面已完全形成咬合結(jié)構(gòu),內(nèi)部纖維與樹(shù)脂充分包覆,富脂或貧膠區(qū)域較少,鋁合金/纖維樹(shù)脂界面及樹(shù)脂與纖維界面平整。良好的界面結(jié)合使得抑制裂紋擴(kuò)展的能力顯著提高,進(jìn)一步證明適當(dāng)?shù)能堉茐毫τ欣谔岣咪X合金/纖維樹(shù)脂界面性能,改善樹(shù)脂纖維間的浸潤(rùn)性能,固化后層板力學(xué)性能大幅提高。
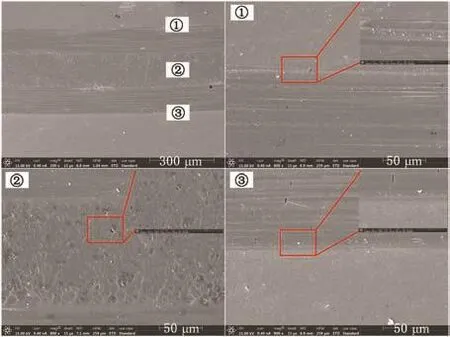
圖15 陽(yáng)極氧化不同界面SEM圖Fig.15 Different interface SEM diagram with anodizing
3 結(jié)論
(1)彎曲試驗(yàn)結(jié)果表明,鋁合金表面處理工藝和軋制壓下量對(duì)層板力學(xué)性能影響顯著,鋁合金/纖維樹(shù)脂界面處樹(shù)脂層厚度隨表面處理工藝變化存在減薄趨勢(shì),經(jīng)陽(yáng)極氧化工藝所得層板彎曲性能改善明顯,彎曲強(qiáng)度和彎曲模量分別為573 MPa和80.9GPa,相比表面未處理試樣分別增大了65.9%和39.1%,且鋁合金/纖維樹(shù)脂界面處不存在殘余樹(shù)脂,界面結(jié)合性能優(yōu)于化學(xué)清洗和機(jī)械打磨法。
(2)隨軋制壓下量增大,層板彎曲強(qiáng)度呈先增大后減小趨勢(shì),當(dāng)壓下量為6.5%時(shí),鋁合金/纖維樹(shù)脂界面處整潔平齊,在軋制壓力作用下,樹(shù)脂與鋁合金表面形成類(lèi)似的機(jī)械咬合結(jié)構(gòu),內(nèi)部纖維樹(shù)脂分布均勻,孔隙顯著減小,層板彎曲性能最優(yōu)。
(3)若進(jìn)一步優(yōu)化工藝參數(shù),可大幅縮短制備時(shí)間,實(shí)現(xiàn)低成本高效軋制工藝制備纖維增強(qiáng)金屬?gòu)?fù)合材料。研究結(jié)果為新型復(fù)合材料成形提供參考。
猜你喜歡
艦船科學(xué)技術(shù)(2022年16期)2022-09-22 02:15:00
北京航空航天大學(xué)學(xué)報(bào)(2021年6期)2021-07-20 07:23:54
當(dāng)代陜西(2020年13期)2020-08-24 08:22:02
制造技術(shù)與機(jī)床(2017年5期)2018-01-19 02:49:17
制造技術(shù)與機(jī)床(2017年11期)2017-12-18 06:47:29
金秋(2017年4期)2017-06-07 08:22:16
蘇州科技大學(xué)學(xué)報(bào)(自然科學(xué)版)(2017年1期)2017-03-20 15:25:18
中國(guó)材料進(jìn)展(2016年10期)2016-12-26 06:50:20
濰坊學(xué)院學(xué)報(bào)(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04
- 中國(guó)機(jī)械工程的其它文章
- 智能制造 調(diào)度為先
——《制造系統(tǒng)智能調(diào)度方法與云服務(wù)》導(dǎo)讀 - 軟包鋰電池電芯封裝鋁塑膜外殼拉深工藝
- 基于樸素貝葉斯分類(lèi)器的公共自行車(chē)系統(tǒng)故障診斷方法
- 雙層過(guò)道布置問(wèn)題的混合整數(shù)非線性規(guī)劃模型及兩階段改進(jìn)模擬退火算法
- 基于支持向量機(jī)決策樹(shù)的航空發(fā)動(dòng)機(jī)軸心軌跡識(shí)別方法
- 一種單自由度3T1R并聯(lián)機(jī)構(gòu)的拓?fù)湓O(shè)計(jì)及其運(yùn)動(dòng)學(xué)