焊接仿真CAE在叉車(chē)門(mén)架焊接變形中的應(yīng)用研究
2019-05-14 06:41:16楊漢才李曉華
物流技術(shù)與應(yīng)用 2019年3期
文/楊漢才 李曉華
焊接仿真CAE是在實(shí)際產(chǎn)品焊接加工前,通過(guò)三維建模和有限元分析技術(shù),對(duì)焊接加工過(guò)程進(jìn)行仿真模擬。它可以模擬材料機(jī)械、物理和冶金等三方面性能的變化過(guò)程和結(jié)果,從而獲得整個(gè)熱加工過(guò)程中的溫度場(chǎng)、應(yīng)力場(chǎng)、變形等各種信息;利用這些信息,優(yōu)化焊接工藝參數(shù)和工藝方案,提高焊接質(zhì)量,更進(jìn)一步為產(chǎn)品變形分析和殘余應(yīng)力分析提供足夠的理論依據(jù)。運(yùn)用CAE仿真技術(shù)可以模擬裝夾條件、焊接順序等對(duì)焊接變形和應(yīng)力影響,從而優(yōu)化裝夾條件和焊接順序,提高和確保焊接件質(zhì)量。
一、創(chuàng)建有限元模型
首先運(yùn)用三維軟件建立承載部件實(shí)體模型,然后將模型導(dǎo)入焊接CAE仿真軟件中,在軟件中創(chuàng)建有限元模型。這里將焊條和母材材料均設(shè)為Q345鋼,采用6面體單元對(duì)承載結(jié)構(gòu)件進(jìn)行網(wǎng)格劃分。為提高計(jì)算效率并保證計(jì)算精度,對(duì)焊縫區(qū)單元局部網(wǎng)格細(xì)化,遠(yuǎn)離焊縫區(qū)的單元尺寸可以設(shè)置大一些。焊縫模型采用軟件自動(dòng)生成,焊縫總長(zhǎng)度為3米。創(chuàng)建的有限元模型,如圖1所示。
二、熱源模型選擇
對(duì)于焊接數(shù)值模擬來(lái)說(shuō),焊接熱源模型是描述焊接過(guò)程的重要條件。為了準(zhǔn)確計(jì)算焊接熱循環(huán)過(guò)程,工程人員依據(jù)經(jīng)驗(yàn)選取雙橢球熱源模型。雙橢球熱源模型的能量密度分布比較適用于手工氬弧焊、熔化極氣體保護(hù)焊和鎢極氬弧焊等焊接方式,其示意圖如圖2。結(jié)合實(shí)際熔池形貌,通過(guò)多組模擬最終確定兩種焊縫的焊接參數(shù)和熱源模型參數(shù),如表1。
三、邊界條件及焊接順序
本次模擬的機(jī)械邊界條件主要以現(xiàn)有夾持裝置設(shè)置邊界條件,包括支撐板、夾持力和左右支撐面的設(shè)置,其中夾持力大小依據(jù)現(xiàn)有裝備設(shè)置為1KN。邊界條件持續(xù)時(shí)間為整個(gè)模擬過(guò)程。散熱及傳熱邊界條件選擇默認(rèn),環(huán)境溫度設(shè)為20℃。
焊接順序,按照預(yù)先設(shè)定焊接順序進(jìn)行模擬。
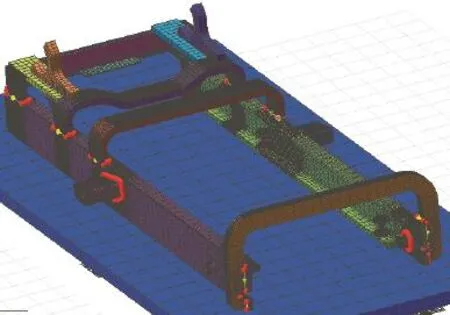
圖1:門(mén)架承載結(jié)構(gòu)件有限元模型
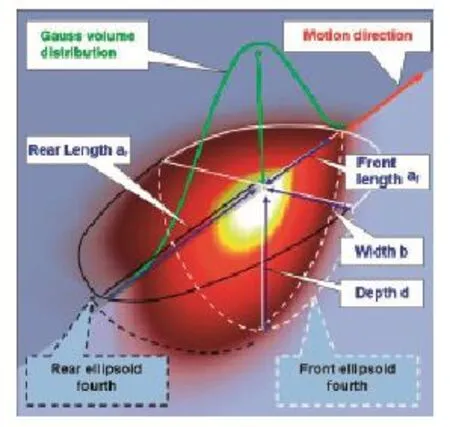
圖2:高斯雙橢球熱源模型示意圖
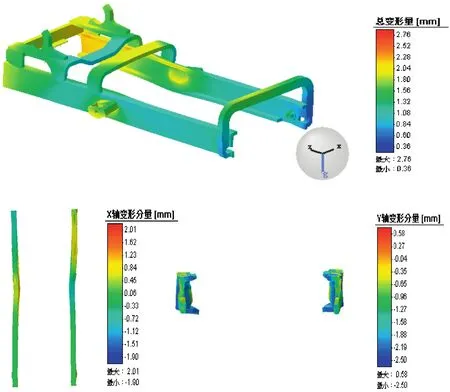
圖3:焊后總變形量分布及分變形量分布云圖
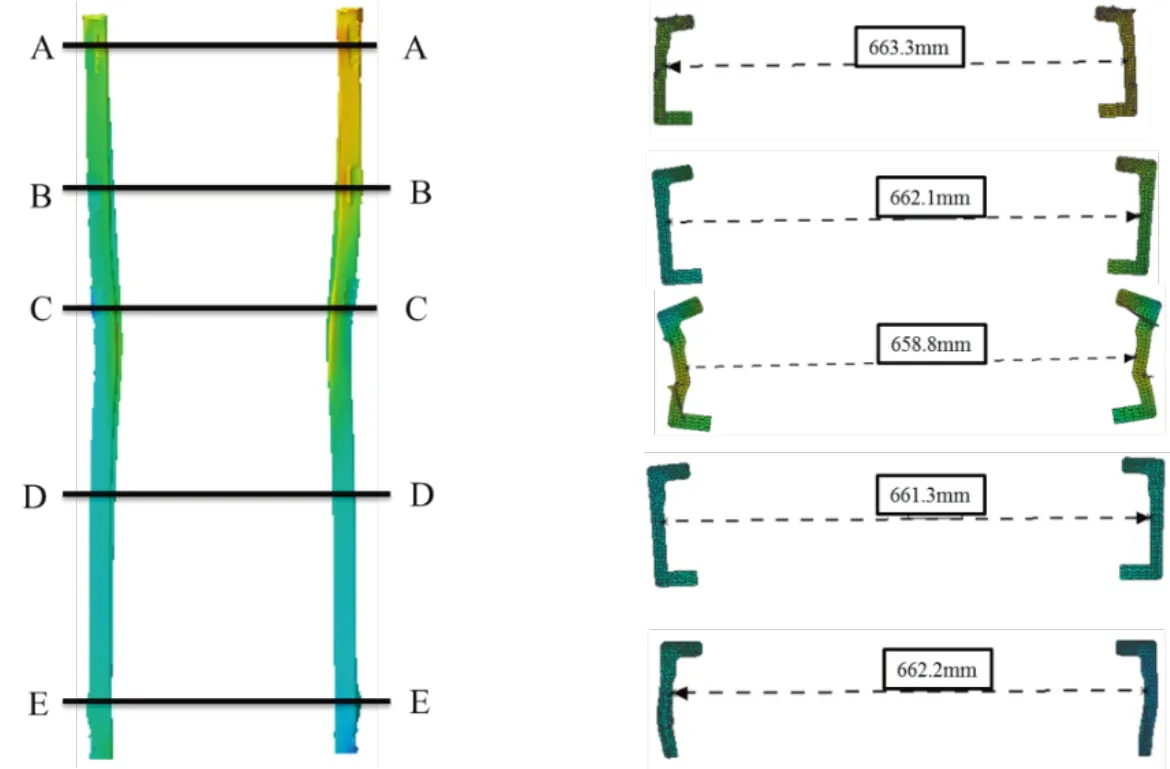
圖4:兩槽鋼不同位置截面距離(放大20倍)
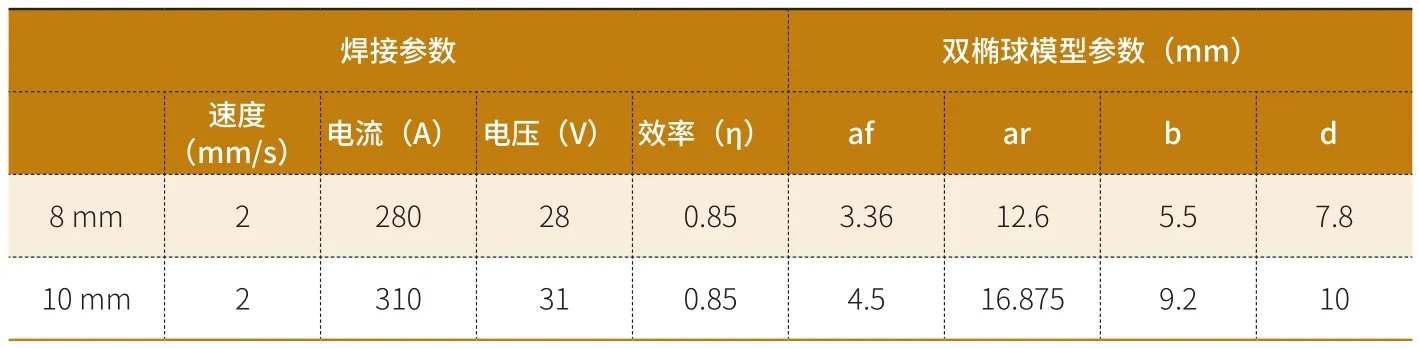
表1: 兩種焊縫的焊接參數(shù)和熱源模型參數(shù)
四、模擬焊接變形分析結(jié)果
該模擬過(guò)程分為焊接和冷卻兩個(gè)階段,焊接過(guò)程中會(huì)產(chǎn)生較大的焊接變形,并隨著焊接的進(jìn)行,變形不斷增加或抵消,在冷卻后兩個(gè)槽鋼會(huì)產(chǎn)生最終的焊后變形。盡管門(mén)架上34條焊縫關(guān)于YZ平面對(duì)稱(chēng),但由于只有一個(gè)焊槍作用,最終兩側(cè)產(chǎn)生的焊接變形也是不同的。而在Y正方向上有支撐臺(tái)面的約束作用,以及在Z方向產(chǎn)生的變形量較小可以忽略不計(jì),在X方向上會(huì)產(chǎn)生較大的縱向彎曲及扭曲變形,因此只需研究X兩個(gè)方向和Y負(fù)方向變形即可。為觀察方便,對(duì)其變形程度進(jìn)行20倍放大處理。
如圖3所示,分別為焊后門(mén)架整體總變形量云圖及槽鋼沿X方向和Y方向分變形量云圖。可以看出,門(mén)架在X方向產(chǎn)生了較大的縱向彎曲變形,其整體總變形量最大為2.76mm,槽鋼中間油缸支座處向內(nèi)凹,兩端向外彎曲并伴有一定程度的扭曲變形,沿X方向最大變形量2.01mm,沿Y負(fù)方向最大變形量2.5mm。兩根槽鋼變形趨勢(shì)基本一致。
為進(jìn)一步觀察兩槽鋼的不同位置的開(kāi)檔大小,沿XZ平面選取不同截面進(jìn)行觀察測(cè)量,截面位置及結(jié)果,如圖4所示。可以看出,放大20倍后,所選取截面上開(kāi)檔最大距離約為663.3mm,最小距離約為658.8mm。
五、結(jié)束語(yǔ)
CAE仿真模擬焊接變形結(jié)果,經(jīng)過(guò)與實(shí)際對(duì)比,變形趨勢(shì)基本一致。焊接仿真CAE技術(shù)能夠預(yù)測(cè)焊接零部件在一定條件下,焊接變形發(fā)生部位,甚至變形的大小數(shù)值。后續(xù)通過(guò)改變邊界條件和焊接順序,多次模擬后可以找出最優(yōu)化的工藝保障條件,從而有效指導(dǎo)實(shí)際生產(chǎn)。焊接仿真CAE是更為復(fù)雜的仿真技術(shù),涉及因素多,計(jì)算量大,隨著智能制造發(fā)展,近年來(lái)正逐漸在企業(yè)中實(shí)際應(yīng)用。
猜你喜歡
計(jì)算機(jī)應(yīng)用(2022年2期)2022-03-01 12:33:42
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
計(jì)算機(jī)應(yīng)用(2021年4期)2021-04-20 14:06:36
計(jì)算機(jī)應(yīng)用(2021年1期)2021-01-21 03:22:38
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)械工程師(2015年10期)2015-02-02 01:14:03
小天使·一年級(jí)語(yǔ)數(shù)英綜合(2015年2期)2015-01-14 06:35:05
機(jī)電產(chǎn)品開(kāi)發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24