丁酸丁酯-苯體系精餾工藝模擬與優化
2019-05-13 09:30:18劉翔濤
浙江化工 2019年4期
顏 康, 陸 錕,劉翔濤
(1.常州工程職業技術學院化工系,江蘇 常州 213164;2.上海化工研究院有限公司,上海 200062;3.蘇州新能環境技術有限公司,江蘇 蘇州 215200)
丁酸丁酯又稱酪酸丁酯,是一種常用溶劑[1],而苯也是化工生產中較常用的溶劑之一[2],丁酸丁酯與苯相溶的情況較多。目前,有關丁酸丁酯-苯體系精餾分離的文章較少見,我們主要運用Aspen Plus過程模擬軟件對丁酸丁酯、苯二元混合物精餾提純丁酸丁酯的過程進行了模擬與優化。
1 模擬流程

圖1 丁酸丁酯-苯二元混合物精餾流程圖
精餾分離過程的流程圖如圖1所示,丁酸丁酯與丁酸乙酯的混合物(流股1)總流量為10 kmol/h,丁酸丁酯、丁酸乙酯摩爾分數15%,苯85%,溫度為 50 ℃,壓力 0.2 MPa,精餾塔(B1)共有15塊塔板,流股1的進料位置為第三塊塔板,進料方式為“Above·Stage”,回流比為 5,常壓操作,忽略壓降。
2 模擬結果優化
2.1 進料位置對丁酸丁酯回收效果的影響
對以流股1進料位置為自變量,流股3中的丁酸丁酯質量分數為因變量的函數作圖,如圖2,進料位置在2~8塊塔板之間,丁酸丁酯回收效果最好,所以最佳進料位置是第6塊塔板。

圖2 進料位置-丁酸丁酯質量分數關系圖
2.2 進料溫度對丁酸丁酯回收效果的影響
對以流股1進料溫度為自變量,流股3中的丁酸丁酯質量分數為因變量的函數作圖3,由圖3可以看出,雖然丁酸丁酯回收效果與進料溫度的升高成單調遞減關系,但總的來看進料溫度對丁酸丁酯的回收效果影響幅度不明顯,考慮到節能,最佳進料溫度選擇常溫進料。

圖3 進料溫度-丁酸丁酯質量分數關系圖
2.3 進料壓力對丁酸丁酯回收效果的影響
對以流股1進料壓力為自變量,流股3中的丁酸丁酯質量分數為因變量的函數作圖4,由圖4可以看出,雖然丁酸丁酯回收效果與進料壓力在0.1~0.5 MPa范圍內變化關系不明顯,考慮到節能所以最佳進料壓力設定為0.1 MPa。
2.4 回流比對丁酸丁酯回收效果的影響
以丁酸丁酯回收塔的回流比為自變量,流股3中丁酸丁酯的質量分數為因變量的函數作圖5,雖然丁酸丁酯的回收效果與丁酸丁酯回收塔的回流比成正比,但影響幅度不大,考慮節能,最佳回流比是1,工藝參數均采用優化過的工藝參數,提純后的丁酸丁酯可達99%。

圖4 進料壓力-丁酸丁酯質量分數關系圖
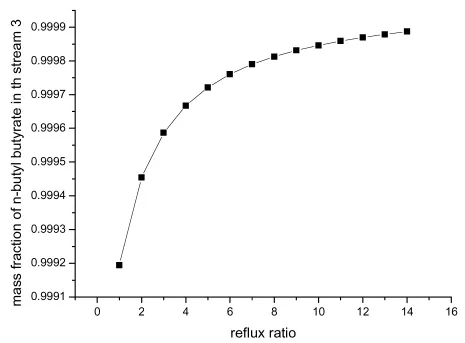
圖5 回流比-丁酸丁酯質量分數關系圖
2.5 丁酸丁酯回收塔的溫度分布與濃度分布
為了準確了解乙酸乙酯回收塔,我們對乙酸乙酯回收塔各塔板的濃度分布與溫度進行了研究[2],圖6和圖7分別是乙酸乙酯回收塔的溫度分布和濃度分布(液相)。

圖6 乙酸乙酯回收塔溫度分布圖
圖7 乙酸乙酯回收塔濃度分布圖
3 結論
丁酸丁酯回收工藝中丁酸丁酯回收塔的最佳進料位置是第6塊塔板進料,最佳進料溫度是常溫,最佳進料壓力是0.1 MPa,最佳回流比是1。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中老年保健(2021年12期)2021-11-30 02:58:01
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
攝影之友(影像視覺)(2019年2期)2019-03-05 08:27:14
中華詩詞(2018年11期)2018-03-26 06:41:34
產品可靠性報告(2017年7期)2017-09-05 09:49:12
Coco薇(2016年8期)2016-10-09 02:11:50
汽車觀察(2016年3期)2016-02-28 13:16:26
中國醫藥科學(2015年19期)2015-02-27 12:33:11
