新型超細粘膠纖維的試紡
2019-04-30 02:36:18吳京秦
山東紡織科技 2019年2期
關鍵詞:工藝
吳京秦
(1.威海市產品質量監督檢驗所,山東 威海 264210;2.山東省紡織服裝產品質量檢驗中心,山東 威海 264210)
1 引言
隨著經濟的發展和纖維、紡織技術的進步,人們對服裝的要求已不僅局限于保暖御寒,而是更加注重舒適性、美觀性和功能性。為了追求服裝面料的舒適性,研究人員不斷探索纖維的改良方法并致力于研究新型纖維[1]。Microfine纖維是一種細度為0.5 dtex的新型超細粘膠纖維,其織物具有吸濕透氣、輕薄柔軟的特點,但目前還未正式進入中國紡織品市場。本文通過將Microfine纖維與棉混紡,探究了Microfine新型超細粘膠纖維紡紗過程中存在的問題及工藝改進措施。
2 實驗材料及工藝流程
實驗所采用的Microfine纖維與棉纖維的規格如表1所示。
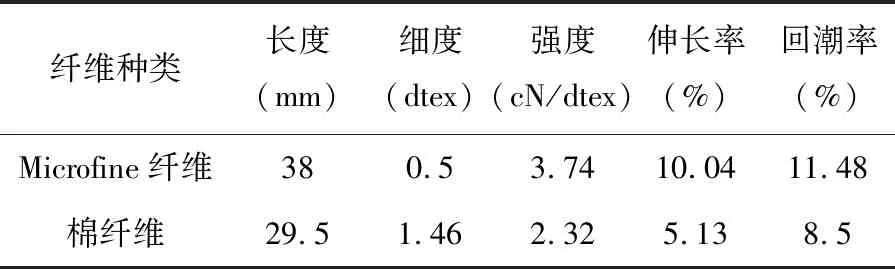
表1 Microfine纖維與棉纖維規格
Microfine纖維/棉纖維混紡紗的混紡比分別為10/90,20/80,30/70,40/60,四種比例紗線的細度均為9.75 tex,捻系數均為385。
Microfine纖維與棉纖維在纖維細度和強度上均存在較大的差異,本文采用條混的混紡方法,根據不同的定量和并條根數來紡制不同比例的Microfine/棉纖維混紡紗。
2.1 Microfine纖維預并條制備流程
Microfine超細纖維→1002D型抓棉機→OHARA型混棉機→FA046A型成卷機→FA231A型梳棉機→CHERRY HARA DX—500型并條機(預并)→Microfine纖維條子。
2.2 Microfine/棉纖維混紡工藝流程
Microfine纖維條子/棉纖維生條→FA306A型并條機(頭并)→CHERRY HARA DX—500型并條機(二并)→TD8—600型并條機(三并)→TJFA458A型粗紗機→FA506型細紗機→21C—S自動絡筒機。
3 各工序主要工藝參數
3.1 開清棉
開清棉工序的主要工作是對Microfine纖維進行開松、除雜。開松是將大塊的纖維塊松解成纖維束,并減少單位體積Microfine纖維的重量。除雜是清除Microfine纖維中大部分的疵點和雜質,使原料變得比較干凈。然后將Microfine纖維通過成卷機制成均勻的卷子,為接下來的工序做好準備。其中,卷子的克重為380 g/m,卷重為12.68 kg。
3.2 梳棉
梳棉工序將初步開松的纖維束分解成單纖維,將纖維間的橫向聯系基本解除,并逐步建立纖維首尾相接的縱向聯系。梳棉時應注意均勻梳理和減少對纖維的損傷。Microfine纖維細度很細,單纖維強度低,因此為了削弱對Microfine纖維的損傷,要適當放大梳理隔距、降低刺輥速度,同時為了確保纖維能夠順利轉移、防止纖維纏繞堵塞梳理區域,需要增大錫林與刺輥的線速比,降低落棉隔距。梳棉工序的具體參數見表2。
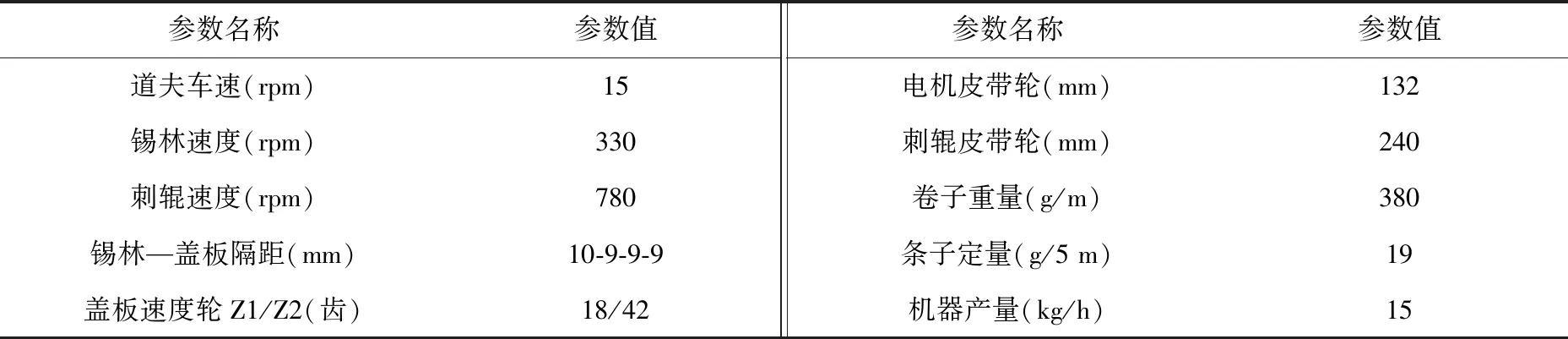
表2 梳棉工藝參數
3.3 預并條
預并條工序使條子中的纖維進一步伸直平行,并且Microfine纖維和棉纖維的混合更加均勻。為了達到設計的混紡比,將梳棉工序輸出的條子定量從19 g/5 m改為20.5 g/5 m(用于混紡比為20/80,30/70,40/60)和13.5 g/5 m(用于混紡比為10/90)。預并條工序的工藝參數如表3所示。
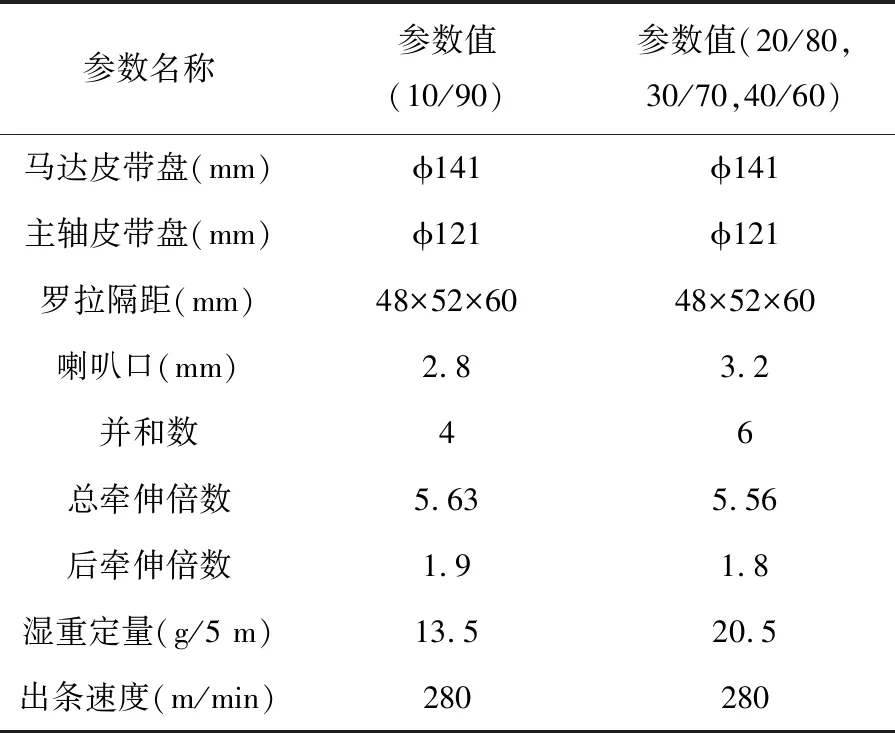
表3 預并條工藝參數
3.4 并條
并條可以將若干根條子并和,隨機疊合不同條子的粗細段,從而改善條子中長片段的均勻度。同時,利用羅拉牽伸將條子拉細,條子中纖維的分離度和伸直平行度得到改善[2]。另外,利用反復并和的方式使條子中不同性狀的纖維得到充分混合。
本實驗為了能夠實現兩種纖維充分混合、伸直的目的,采用三道并合。在一并將Microfine纖維和棉纖維進行混合,混紡比10/90是6根20.5 g/5 m的棉條和1根13.5 g/5 m的Microfine纖維條子并和;混紡比20/80是4根20.5 g/5 m的棉條和1根20.5 g/5 m的Microfine纖維條子并和;混紡比30/70是5根20.5 g/5 m的棉條和2根20.5 g/5 m的Microfine纖維條子并和;混紡比40/60是3根20.5 g/5 m的棉條和2根20.5 g/5 m的Microfine纖維條子并和。一并條子的定量都是20 g/5 m,工藝參數如表4所示。
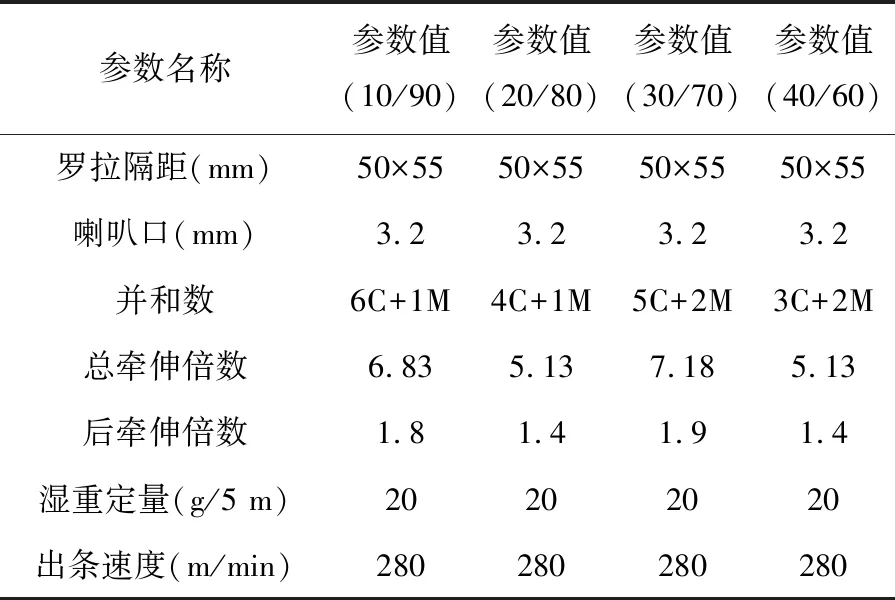
表4 一并工藝參數
注:C—棉條;M-Microfine纖維條。
二并和三并是將Microfine纖維和棉纖維充分混合,四種比例的條子均采用相同的定量和牽伸倍數,二并的定量為19.5 g/5 m,總牽伸倍數為6.15;三并的定量為19 g/5 m,總牽伸倍數為6.07。最后,有規律地將均勻的纖維條卷繞起來,為下道工序做準備。二并、三并的工藝參數見表5。
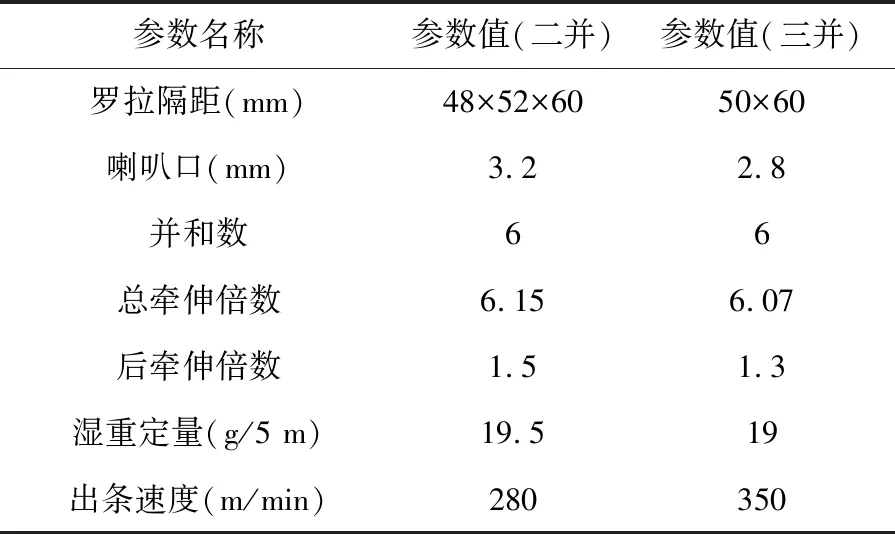
表5 二并、三并工藝參數
3.5 粗紗
粗紗工序的工作主要為:一是將熟條抽長拉細并改善纖維的分離度和平行伸直度,從而適應細紗機的牽伸;二是為了使條子能夠承受粗紗卷繞和細紗機退繞時的張力,需要給條子加上合適的捻度使其具有一定的強力;三是為了適應細紗機的喂入,將粗紗卷繞成規定形狀和大小的卷裝。
本實驗粗紗工序采用“大隔距,小后區牽伸”的原則,Microfine纖維很細,其抱合力比普通粘膠低,必須適當增大粗紗捻系數。但是,捻系數過大容易導致細紗牽伸不開,捻系數過小容易造成粗紗伸長。綜合考慮,本實驗捻系數選擇70。粗紗工序的工藝參數如表6所示。

表6 粗紗工藝參數
3.6 細紗
細紗工序主要是將粗紗加工成符合質量標準的且具有一定捻度和線密度的細紗。主要工作包括:一是將粗紗均勻地抽長拉細到規定的線密度;二是給條子加上合適的捻度,使成紗具有合適的強度、彈性和光澤等;三是按要求卷繞成形,以便于后序的加工[3]。
本實驗為了減少Microfine纖維黏纏羅拉,增加纖維之間的抱合力,并且減少各種不勻,提高牽伸效率,采用1.254倍較小的后區牽伸,總牽伸倍數為47.58,并最終使成紗的捻系數為385。細紗工序的工藝參數如表7所示。
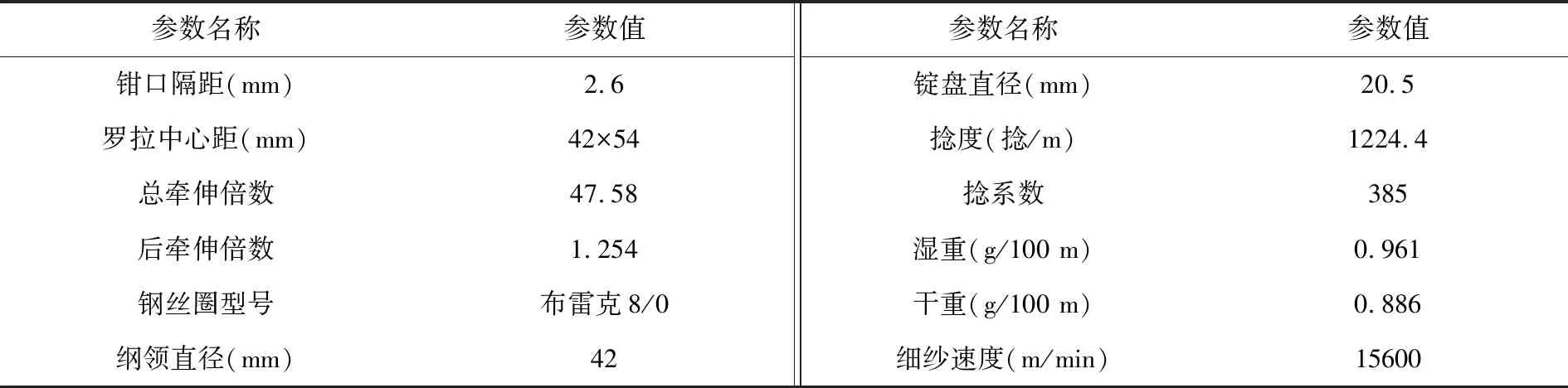
表7 細紗工藝參數
3.7 絡筒
為了織物加工的需要,必須將容量較小、不適用于高速退繞的管紗在絡筒機上繞成容量大且適用于高速退繞的筒紗。經過絡筒后,混紡紗的表面結構將發生變化。為了減少對混紡紗條干變異系數、紗疵及毛羽的不利影響,降低斷頭次數,絡筒工序采用電容式電子清紗器,車速為1200 m/min,張力偏小。
4 結語
Microfine纖維含雜質較少且強力較低,纖維整齊度好,為了減少對纖維的損傷,應適當降低刺輥速度,同時為了加強對纖維的梳理,應適當減少錫林蓋板之間的隔距。Microfine纖維條子抱合力較差,在并條工序中采用三道并合來增加抱合力,同時也增強了兩種纖維的混合均勻度和伸直平行度。
粗紗工序中捻系數過低,混紡紗的抱合力比較差,易產生斷頭,而過高的捻系數則會產生牽伸不開,造成紗線質量下降。因此,粗紗時選擇適當的捻系數很重要。細紗中偶爾也會出現斷頭,采用適宜的捻系數并選擇偏輕鋼絲圈可以避免斷頭現象。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
