不銹鋼小方坯連鑄機(jī)改進(jìn)設(shè)計(jì)
2019-04-28 11:52:02劉俊平代英男李新強(qiáng)丘銘軍
重型機(jī)械 2019年2期
關(guān)鍵詞:設(shè)計(jì)
劉俊平,代英男,李新強(qiáng),田 川,丘銘軍
(1.中國重型機(jī)械研究院股份公司,陜西 西安 710032;2.遼寧忠旺機(jī)械設(shè)備制造有限公司,遼寧 遼陽 111003)
0 前言
在現(xiàn)代連鑄技術(shù)中,小方坯連鑄設(shè)備技術(shù)是非常成熟的。但隨著近年來一些新的連鑄理念地提出,尤其是設(shè)備設(shè)計(jì)精細(xì)化概念地提出,原有的一些設(shè)備設(shè)計(jì)還不夠精細(xì)化。本文在設(shè)計(jì)理論和生產(chǎn)實(shí)踐的基礎(chǔ)上對設(shè)備設(shè)計(jì)的一些方面進(jìn)行了理論和設(shè)備改進(jìn),以某廠連鑄機(jī)的不銹鋼六流方坯連鑄機(jī)為例,將前后的情況對比分析,將設(shè)備改進(jìn)設(shè)計(jì)的精細(xì)化進(jìn)行闡述,為相關(guān)設(shè)計(jì)提供一些有益的參考。
1 總體設(shè)計(jì)
不銹鋼小方坯連鑄機(jī)流數(shù)一般為四流、六流和八流。這就要求設(shè)備維護(hù)和操作上既要有可靠性,又需具備友好的操作性。本文討論的連鑄機(jī)為一臺(tái)六機(jī)六流全弧形不銹鋼方坯連鑄機(jī),精煉爐為2座AOD爐,其主要參數(shù)如下:
工藝路線 RK+EF法
出鋼量 150 t
年產(chǎn)合格方坯 90萬噸
弧形半徑 10 m
鑄坯規(guī)格 200 mm×200 mm,預(yù)留150 mm和240 mm方、圓坯
定尺 5~12 m
工作拉速 0.3~1.5 m/min
機(jī)械速度 0.3~4 m/min
機(jī)長 19.7 m
冶金長度 28.47m
2 改進(jìn)前結(jié)構(gòu)型式
2.1 澆鋼區(qū)設(shè)備
中間包是澆鋼區(qū)域的重要關(guān)鍵設(shè)備,有調(diào)節(jié)鋼水連澆和提供一定的夾雜物上浮時(shí)間空間的作用。傳統(tǒng)設(shè)計(jì)中,中間包的事故閘板布置在中包的內(nèi)弧側(cè),成“一字形”和“八字形”布置,如圖1所示。由于在開澆后,每一流或兩流一般配置一名操作人員,且此時(shí)為防止事故,液壓缸均安裝在事故閘板裝置上,由于事故閘板要求切斷時(shí)的速度快,故液壓缸的兩根高壓膠管的外徑均達(dá)50 mm,在設(shè)備布置上嚴(yán)重影響操作。
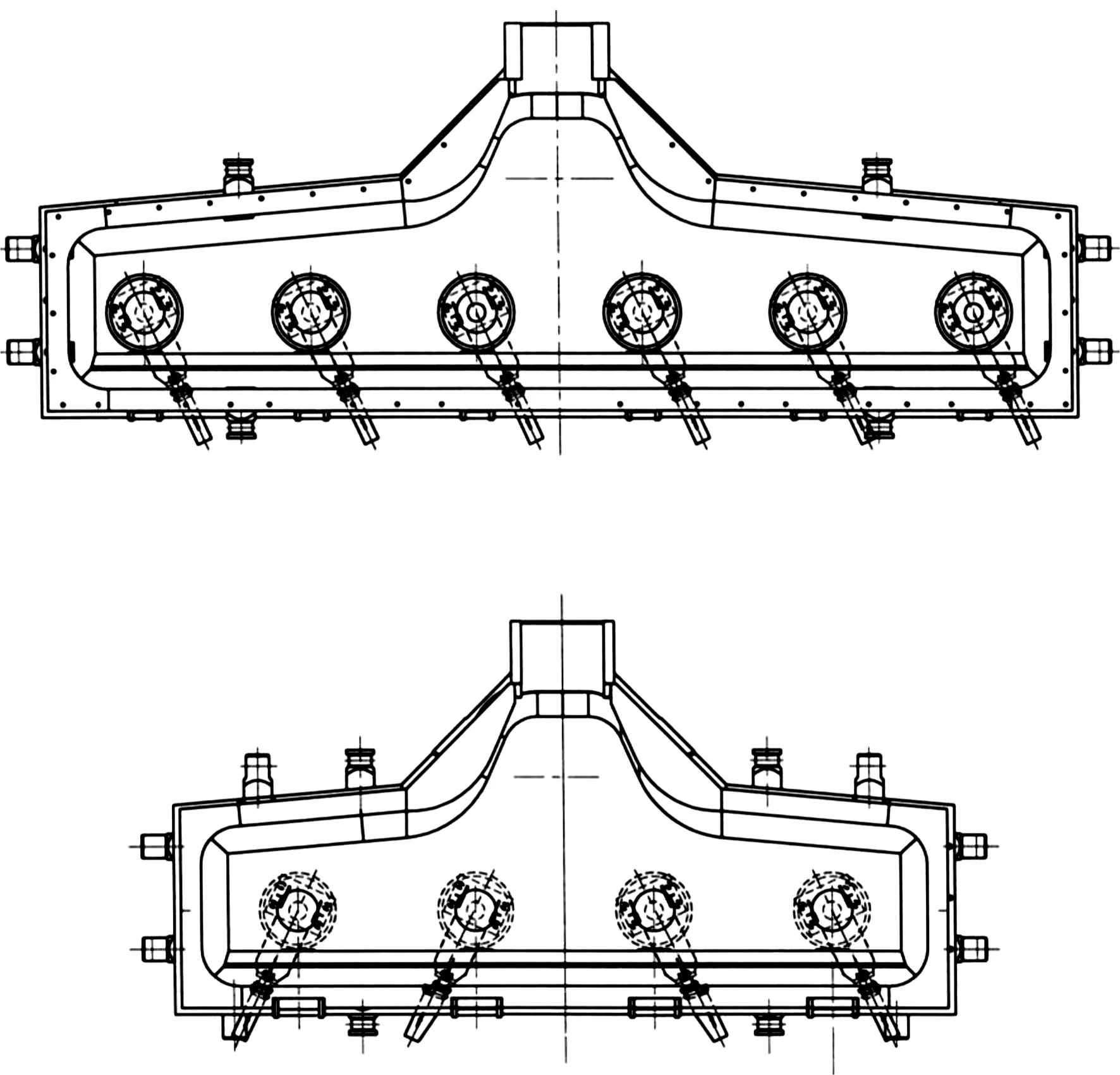
圖1 中間包事故閘板“一字形”和“八字形”布置
長水口機(jī)械手是目前方坯連鑄機(jī)廣泛采用的設(shè)備,液壓頂升式機(jī)械手可以將長水口按設(shè)定的壓力壓緊在鋼包的滑動(dòng)下水口上,有效地降低鋼水的增氧和增氮。原傳統(tǒng)設(shè)計(jì)中沿軸心的回轉(zhuǎn)依靠人工加配重驅(qū)動(dòng),如圖2所示。
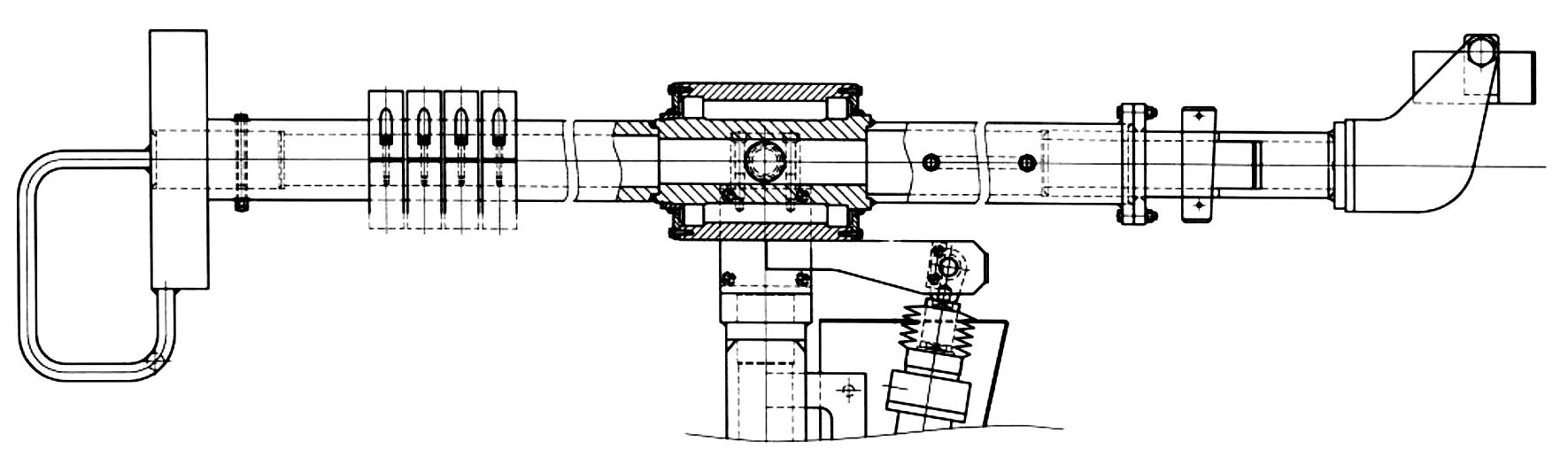
圖2 傳統(tǒng)長水口機(jī)械手桿身
2.2 液壓振動(dòng)系統(tǒng)
振動(dòng)架與液壓缸連桿采用螺母擰緊直連方式,液壓缸法蘭與裝置固定架螺栓螺母連接。連桿如果承受周期性的徑向載荷,就會(huì)導(dǎo)致液壓缸活塞桿與油缸內(nèi)腔產(chǎn)生周期性摩擦。如果不能保證對油缸的周期性檢修,長時(shí)間的摩擦?xí)?dǎo)致活塞桿的撕裂性磨損,大大降低液壓缸壽命。另外,小方坯連鑄機(jī)還存在流間距小,布置緊湊等特點(diǎn),如果將振動(dòng)裝置布置在鑄機(jī)內(nèi)弧側(cè),密封室外側(cè),在線檢修液壓缸的可能性幾乎為零。因此,如果液壓缸頻繁產(chǎn)生上述問題,大部分情況下必須下線檢修,大大影響鑄機(jī)的作業(yè)率。
2.3 拉矯機(jī)系統(tǒng)
拉矯機(jī)是小方坯在二冷區(qū)最重要的設(shè)備,和板坯連鑄機(jī)不同,小方坯拉矯機(jī)原設(shè)計(jì)采用的結(jié)構(gòu)為鉗式上壓式結(jié)構(gòu)。傳統(tǒng)設(shè)計(jì)中,小方坯的壓引錠桿壓P1壓一般為6 MPa,壓鑄坯壓P2壓為3 MPa。但目前連鑄機(jī)的液壓系統(tǒng)壓力一般為20 MPa,造成了很大的能量浪費(fèi)。另外拉矯機(jī)抱閘電源模塊長期處于高溫狀態(tài)下極易損壞,傳統(tǒng)的PⅡ壓調(diào)壓回路如圖3所示,采用大通徑先導(dǎo)式比例三通減壓閥104來實(shí)現(xiàn)遠(yuǎn)程調(diào)壓功能。

圖3 傳統(tǒng)減壓控制技術(shù)
2.4 出坯系統(tǒng)
出坯區(qū)輥道驅(qū)動(dòng)采用的聯(lián)軸器為SWC型整體叉頭十字軸式萬向聯(lián)軸器(JB/T 5513-2006),如圖4所示,該結(jié)構(gòu)的優(yōu)點(diǎn)是伸縮量大,同軸度要求小,對裝配偏差不敏感,缺點(diǎn)是設(shè)備笨重,加工難度大,成本高。考慮到出坯區(qū)輥道驅(qū)動(dòng)在安裝完成后并不會(huì)產(chǎn)生大的角偏移和軸向偏移,使用SWC型整體叉頭十字軸式萬向聯(lián)軸器并不是最優(yōu)選。
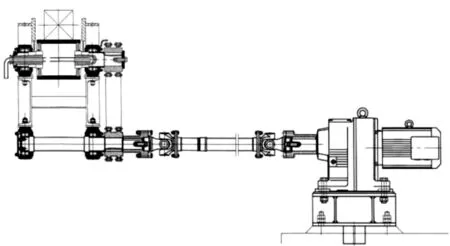
圖4 SWC型整體叉頭十字軸式萬向聯(lián)軸器驅(qū)動(dòng)
3 改造措施
3.1 中間包改造
改進(jìn)設(shè)計(jì)中將中間四流的事故閘版布置在中包的外弧側(cè),閘板油缸的八根油管也隨之移到外弧側(cè),如圖5所示。操作人員的空間大為改善,經(jīng)生產(chǎn)一段時(shí)間發(fā)現(xiàn),一定程度上大大降低了中包操作的事故率。
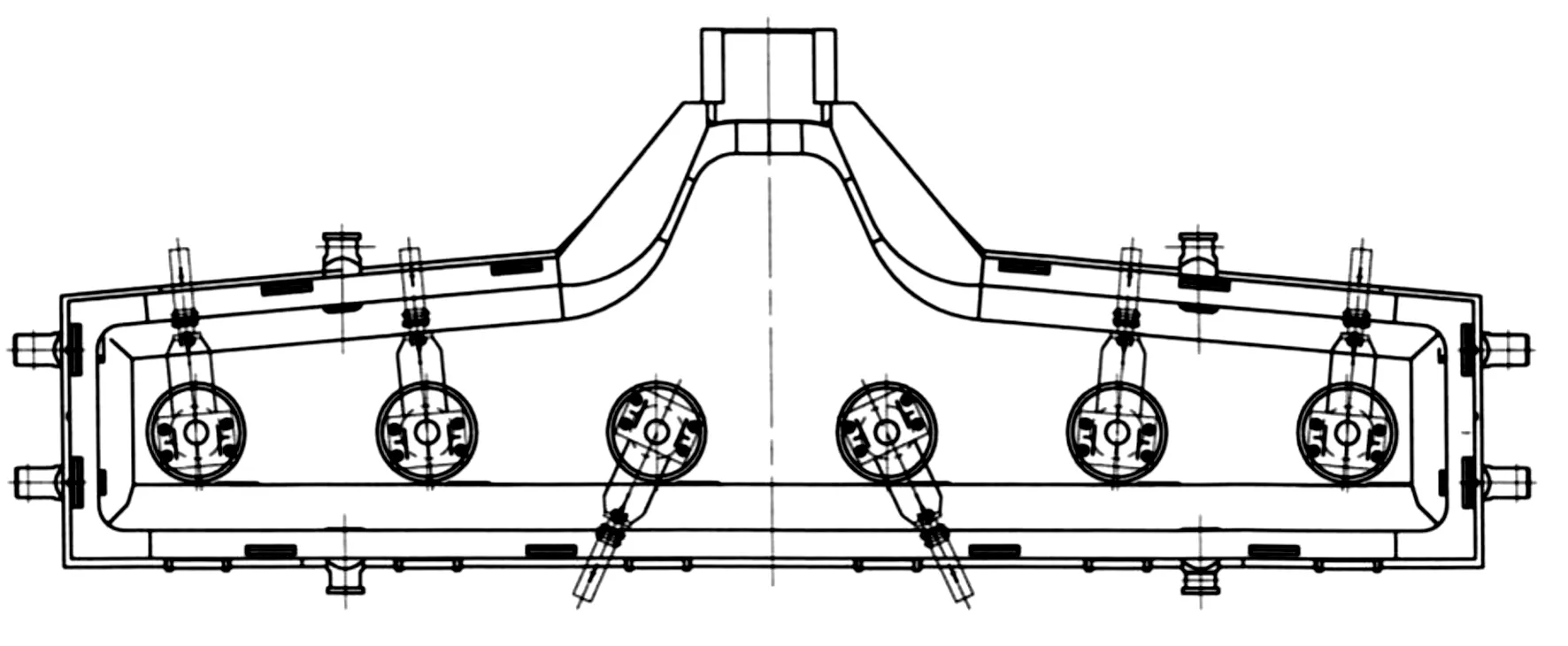
圖5 四流的事故閘版布置在中包的外弧側(cè)
3.2 長水口機(jī)械手改造
改進(jìn)后的結(jié)構(gòu)借鑒了板坯連鑄機(jī)上用機(jī)械手的結(jié)構(gòu)。將長水口的回轉(zhuǎn)運(yùn)動(dòng)采用蝸輪蝸桿減速機(jī)來驅(qū)動(dòng)。大大降低了驅(qū)動(dòng)力,改進(jìn)后操作人員可輕松地單手操作長水口的回轉(zhuǎn),改進(jìn)后結(jié)構(gòu)圖如圖6所示。
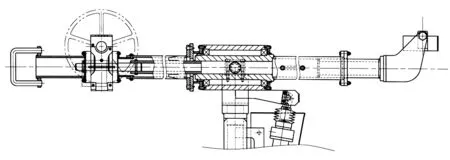
圖6 改進(jìn)后設(shè)計(jì):沿軸心的回轉(zhuǎn)通過蝸輪蝸桿減速機(jī)驅(qū)動(dòng)
3.3 液壓振動(dòng)系統(tǒng)改造
結(jié)晶器液壓振動(dòng)裝置目的是防止鋼液在結(jié)晶器中凝固過程中與結(jié)晶器銅壁發(fā)生粘結(jié)而出現(xiàn)粘掛或拉漏事故,進(jìn)而減少鑄坯的摩擦阻力,提高鑄坯表面質(zhì)量和連鑄機(jī)的作業(yè)率。不銹鋼小方坯連鑄機(jī)普遍采用結(jié)晶器電磁攪拌式全弧形連鑄機(jī)型,為適應(yīng)這種連鑄機(jī)負(fù)荷較大、流數(shù)多、流間距小的特點(diǎn),設(shè)計(jì)開發(fā)了一種單缸結(jié)晶器液壓振動(dòng)裝置。
在新設(shè)計(jì)的連鑄機(jī)中,將液壓缸驅(qū)動(dòng)部分從密封室里面移出到密封室外側(cè),將液壓振動(dòng)裝置的驅(qū)動(dòng)部分由原來的直連式結(jié)構(gòu)改進(jìn)為鉸接式結(jié)構(gòu)。改進(jìn)后振動(dòng)架與活塞桿采用鉸接式連接,即在振動(dòng)架與活塞桿連接處采用徑向球面滑動(dòng)軸承,液壓缸缸體與固定架連接處采用鑲嵌式固體自潤滑軸承鉸接。改進(jìn)后的結(jié)構(gòu)可以使驅(qū)動(dòng)裝置在使用過程中有一定的徑向角度補(bǔ)償,有效地避免了硬連接磨損情況的出現(xiàn)。
3.4 拉矯設(shè)備改造
在拉矯機(jī)設(shè)備的設(shè)計(jì)改進(jìn)中,尤其是拉矯機(jī)的壓下輥調(diào)壓系統(tǒng)原理的該進(jìn),大大改善了澆鑄圓坯時(shí)的壓力穩(wěn)定,同時(shí)壓下液壓缸外形更加緊湊,液壓能量損耗大為降低。拉矯輥壓下回路PⅡ壓壓正常鑄坯功能要求系統(tǒng)壓力遠(yuǎn)程可調(diào),滿足生產(chǎn)所需的的工藝壓力,原理如圖7所示。圖中201為小通徑比例溢流閥,通過調(diào)節(jié)該比例溢流閥來實(shí)現(xiàn)遠(yuǎn)程調(diào)整PⅡ壓的壓力;102為恒流量調(diào)速閥,保證比例溢流閥具有穩(wěn)定的流量以實(shí)現(xiàn)三通減壓閥101-2具有良好的減壓特性。如圖7所示,減壓控制技術(shù)具有節(jié)約蓄能器流量、響應(yīng)速度快及控制精度高等優(yōu)點(diǎn)。
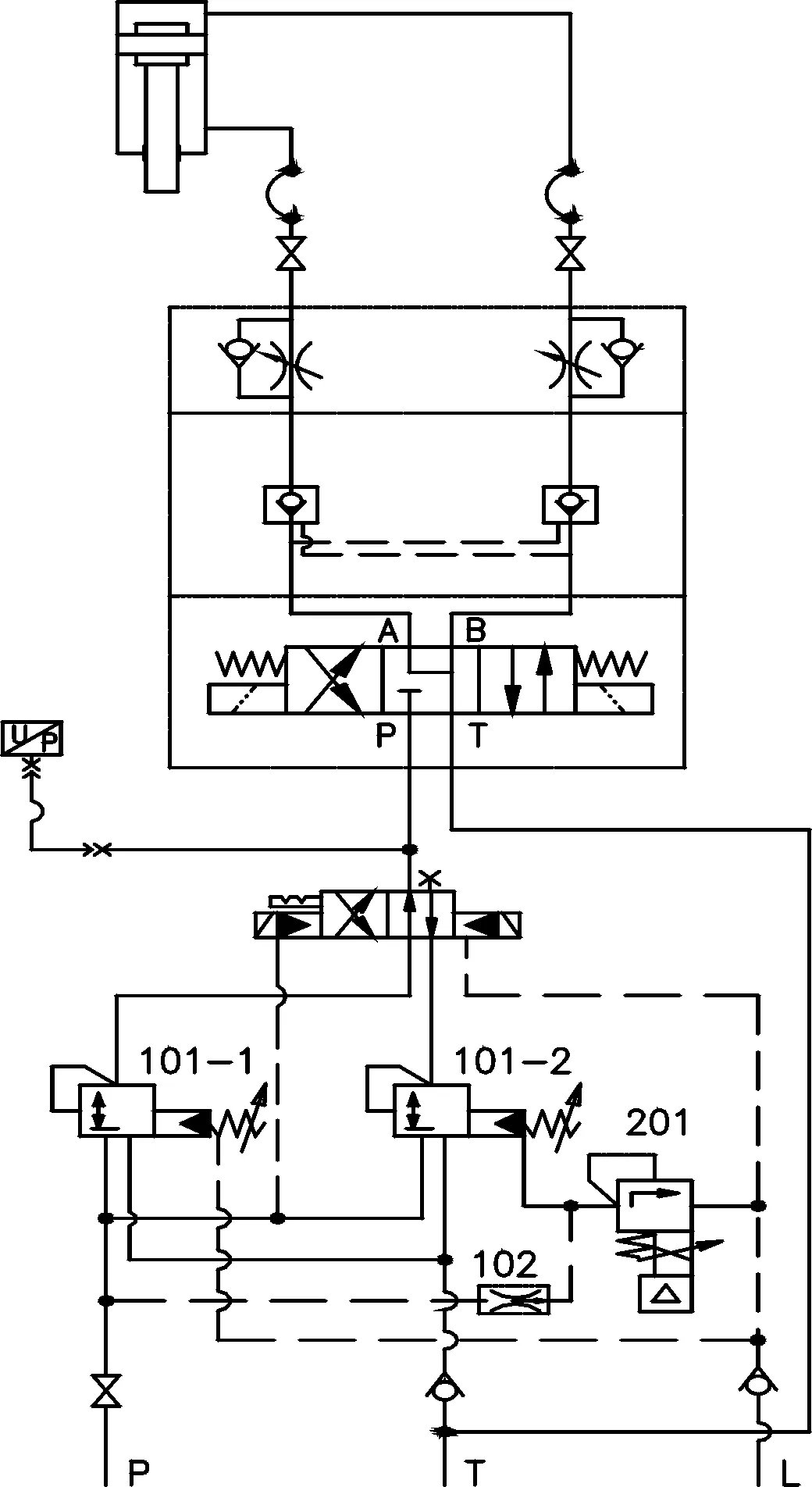
圖7 先進(jìn)減壓控制技術(shù)
通過改進(jìn)設(shè)計(jì)大大增加了使用壽命。經(jīng)過精細(xì)化的設(shè)計(jì)后的設(shè)備有了明顯的改進(jìn),改進(jìn)前后的技術(shù)數(shù)據(jù)對比如表1所示。

表1 改進(jìn)前后數(shù)據(jù)對比
3.5 出坯區(qū)域設(shè)計(jì)優(yōu)化
本工藝優(yōu)化中采用橫向撈鋼機(jī)+推鋼機(jī)+鑄坯移送下線裝置的模型,高效快速地將鑄坯熱送下線,保證了鑄坯下線的溫度。
鑄坯被輸送到出坯輥道上后,檢測裝置檢測到鑄坯到達(dá),控制系統(tǒng)向橫向撈鋼機(jī)發(fā)出指令,撈鋼機(jī)從待機(jī)位啟動(dòng)移動(dòng)到對應(yīng)鑄流上方,通過齒輪齒條傳動(dòng),鉤子下落至撈坯位,完成一次進(jìn)鉤動(dòng)作;考慮到連鑄的生產(chǎn)節(jié)奏,撈鋼機(jī)的鉤型設(shè)計(jì)為臺(tái)階鉤,當(dāng)檢測輥檢測到第二次鑄坯到達(dá)信號(hào)產(chǎn)生后,撈鋼機(jī)從已經(jīng)完成的一次撈坯位移動(dòng)至二次撈坯位,完成二次撈坯動(dòng)作。
當(dāng)需要鑄坯熱送時(shí),撈鋼機(jī)將鑄坯從出坯輥道運(yùn)送到熱送輥道及鑄坯移送裝置上方。熱送輥道處光電開關(guān)檢測熱送輥道上無鑄坯時(shí),撈鋼機(jī)下降將鑄坯分別放置在熱送輥道和鑄坯移送裝置上。
對于4.5~6 m定尺坯,熱送輥道第二組輥道啟動(dòng),以60 m/min的速度向軋鋼輸送鑄坯,延時(shí)幾秒,待熱送第二組輥道鑄坯輸送完畢,熱送第一組輥道和第二組輥道同步開啟,同樣以60 m/min的速度向軋鋼輸送鑄坯,待光電開關(guān)檢測鑄坯全部輸送完畢后,熱送輥道停止。鑄坯移送裝置下降,將第二組鑄坯放置在熱送輥道上,同樣進(jìn)行上述操作,待鑄坯全部輸送完畢,熱送輥道停止,鑄坯移送裝置上升到待坯位置。
對于6~11.5 m定尺坯,熱送輥道輥道啟動(dòng),以60 m/min的速度向軋鋼輸送鑄坯,鑄坯輸送完畢,熱送輥道停止。鑄坯移送裝置下降,將第二組鑄坯放置在熱送輥道上,同樣進(jìn)行上述操作,待鑄坯全部輸送完畢,熱送輥道停止,鑄坯移送裝置上升到待坯位置。
在新的設(shè)計(jì)中采用了WGT型接中間套鼓形齒聯(lián)軸器(JB/T7004-2007),如圖8所示,該結(jié)構(gòu)的特點(diǎn)是設(shè)備重量輕,結(jié)構(gòu)簡單,并且可以允許小的角偏移和軸向竄動(dòng),完全可以滿足出坯區(qū)輥道驅(qū)動(dòng)的應(yīng)用要求。該結(jié)構(gòu)在現(xiàn)場使用后使用狀況良好,降低了生產(chǎn)成本,降低了維護(hù)費(fèi)用。
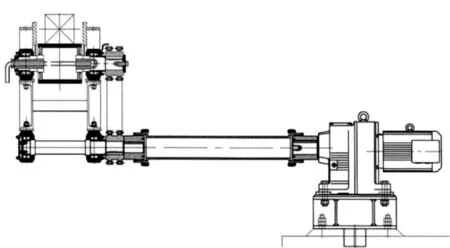
圖8 采用WGT型接中間套鼓形齒聯(lián)軸器驅(qū)動(dòng)
4 結(jié)論
(1)中間包的事故閘板的合理布置,操作人員的空間大為改善,一定程度上大大降低了中包操作的事故率,操作更加友好。
(2)將長水口的回轉(zhuǎn)運(yùn)動(dòng)采用蝸輪蝸桿減速機(jī)來驅(qū)動(dòng),大大降低了驅(qū)動(dòng)力,改進(jìn)后操作人員可輕松地操作長水口的回轉(zhuǎn),操作更加友好。
(3)拉矯機(jī)的壓下輥調(diào)壓系統(tǒng)原理的該進(jìn),大大改善了澆鑄圓坯時(shí)的壓力穩(wěn)定,同時(shí)將壓下液壓缸更加緊湊,液壓能量損耗大為降低。
(4)采用合理的熱送工藝布置,縮短生產(chǎn)周期,降低損耗,改進(jìn)產(chǎn)品質(zhì)量,提高金屬收得率,降低生產(chǎn)成本,提高生產(chǎn)效率。
(5)通過充分的現(xiàn)場調(diào)研,將聯(lián)軸器型號(hào)更換為成本更低,更適應(yīng)現(xiàn)場使用的型號(hào)。從而降低設(shè)計(jì)和生產(chǎn)成本,同時(shí)提高現(xiàn)場的使用壽命,現(xiàn)場維護(hù)更加便捷。
猜你喜歡
河北畫報(bào)(2020年8期)2020-10-27 02:54:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
