基于EMD的金剛石砂輪磨損狀態(tài)聲發(fā)射監(jiān)測(cè)
2019-04-13 13:23:22郭力霍可可郭君濤
湖南大學(xué)學(xué)報(bào)·自然科學(xué)版 2019年2期
郭力 霍可可 郭君濤
摘 ???要:針對(duì)磨削金剛石砂輪磨損狀態(tài)聲發(fā)射信號(hào)小波分析中存在的問(wèn)題,根據(jù)工程陶瓷部分穩(wěn)定氧化鋯磨削過(guò)程中聲發(fā)射信號(hào)非線性非平穩(wěn)性的特點(diǎn),采用經(jīng)驗(yàn)?zāi)B(tài)分解方法將磨削聲發(fā)射信號(hào)分解為多個(gè)平穩(wěn)的固有模態(tài)函數(shù)之和,并提取其有效值、方差和能量系數(shù)等特征值.在磨削金剛石砂輪從輕度磨損狀態(tài)轉(zhuǎn)變?yōu)閲?yán)重磨損狀態(tài)時(shí),固有模態(tài)函數(shù)的有效值(IMFrms)和方差(IMFvar)增大,而能量系數(shù)(IMFpe)發(fā)生明顯的變化;將其做為最小二乘支持向量機(jī)的輸入?yún)?shù),對(duì)金剛石砂輪的輕度磨損狀態(tài)和嚴(yán)重磨損狀態(tài)成功地進(jìn)行了智能監(jiān)測(cè).
關(guān)鍵詞:氧化鋯磨削;金剛石砂輪磨損狀態(tài)監(jiān)測(cè);聲發(fā)射;經(jīng)驗(yàn)?zāi)B(tài)分解;最小二乘支持向量機(jī)
中圖分類號(hào):TG58,TP183 ??????????????????????文獻(xiàn)標(biāo)志碼:A
Acoustic Emission Intelligent Monitoring of Diamond Grinding
Wheel Wear Based on Empirical Mode Decomposition
GUO Li?覮 ,HUO Keke,GUO Juntao
(College of Mechanical and Vehicle Engineering, Hunan University, Changsha 410082,China)
Abstract: In view of the existing problem in the wavelet analysis of acoustic emission signals in wear state of diamond grinding wheel, because engineering ceramics partially stabilized zirconia grinding acoustic emission signals have nonlinear and nonstationary characteristics, using empirical mode decomposition method the acoustic emission signals were decomposed into several stationary intrinsic mode functions and then the root mean squares, variances and energy coefficients were extracted. When the wear state of diamond grinding wheel changes from mild wear to severe wear, the root mean squares(IMFrms) and variances(IMFvar) of the intrinsic mode function increase, and the energy coefficients(IMFpe) change significantly. As the input parameter of the least squares support vector machine, the wear state of diamond grinding wheel was successfully monitored.
Key words: partially stabilized zirconia grinding;diamond grinding wheel wear state monitoring;acoustic emission;empirical mode decomposition;least squares support vector machine
工程陶瓷部分穩(wěn)定氧化鋯PSZ以高耐磨性、耐高溫、高硬度、耐腐蝕、絕緣和不導(dǎo)熱等優(yōu)異性能,在航空航天和電子、化學(xué)、機(jī)械工業(yè)等重要領(lǐng)域的應(yīng)用越來(lái)越廣泛.一般工程陶瓷要精密加工后才能使用,要用金剛石砂輪來(lái)磨削工程陶瓷,由于工程陶瓷是硬脆難加工材料,使昂貴的金剛石砂輪磨削中容易產(chǎn)生磨損導(dǎo)致磨削力磨削溫度增大,磨削去除率和磨削質(zhì)量下降,導(dǎo)致磨削加工費(fèi)用上升.為了準(zhǔn)確地預(yù)測(cè)金剛石砂輪的磨損狀態(tài),以便及時(shí)修整砂輪,提高金剛石砂輪的利用率,降低金剛石砂輪的損耗,提高工程陶瓷的磨削質(zhì)量,有必要在陶瓷磨削加工中對(duì)金剛石砂輪的磨損狀態(tài)進(jìn)行監(jiān)測(cè).金剛石砂輪磨損狀態(tài)測(cè)量難以采用直接方法,即便用直接法測(cè)量會(huì)導(dǎo)致磨削過(guò)程中斷.而聲發(fā)射(acoustic emission,AE)等非接觸間接監(jiān)測(cè)砂輪磨損減少了停機(jī)時(shí)間和成本,提高砂輪壽命和磨削質(zhì)量,又不依賴磨床操作者的技能,是智能制造監(jiān)測(cè)的主要的研究方向;它包括磨削AE信號(hào)采集與處理、特征提取與智能決策.
文獻(xiàn)[1]應(yīng)用經(jīng)驗(yàn)?zāi)B(tài)分解(Empirical Mode Decomposition, EMD)將車削加工聲發(fā)射信號(hào)分解為幾個(gè)固有模態(tài)函數(shù)(Intrinsic Mode Function, IMF),再提取IMF分量的歸一化能量值并將其作為特征向量,應(yīng)用最小二乘支持向量機(jī)LS-SVM對(duì)車刀磨損狀態(tài)成功地進(jìn)行識(shí)別.文獻(xiàn)[2]對(duì)陶瓷磨削砂輪磨損進(jìn)行了聲發(fā)射智能監(jiān)測(cè),應(yīng)用了自適應(yīng)神經(jīng)模糊推理系統(tǒng)、多層感知器神經(jīng)網(wǎng)絡(luò)、徑向基函數(shù)神經(jīng)網(wǎng)絡(luò)和廣義回歸神經(jīng)網(wǎng)絡(luò)等幾種先進(jìn)的方法,砂輪小切深條件下砂輪磨損分類準(zhǔn)確率達(dá)90%以上.文獻(xiàn)[3]應(yīng)用總體經(jīng)驗(yàn)?zāi)B(tài)分解 EEMD得到無(wú)模態(tài)混疊的固有模態(tài)函數(shù)IMF分量,再應(yīng)用相應(yīng)的算法從所有IMF分量中提取敏感的IMF;提取敏感IMF的能量作為支持向量機(jī)(SVM)分類器的輸入,車刀磨損狀態(tài)分類預(yù)測(cè)準(zhǔn)確率在93%以上.文獻(xiàn)[4]研究了基于聲發(fā)射信號(hào)EMD分解與IMF奇異值熵的車刀磨損狀態(tài)監(jiān)測(cè)方法,由于鋒利車刀的IMF奇異值熵大于磨損車刀的,所以可以用來(lái)監(jiān)測(cè)車刀的磨損.文獻(xiàn)[5]把經(jīng)驗(yàn)?zāi)B(tài)分解EMD應(yīng)用到磨削燒傷聲發(fā)射信號(hào)的分析中,提出了基于平均能量的固有模態(tài)函數(shù)IMF分量選擇方法.文獻(xiàn)[6]認(rèn)為希爾伯特黃變換(HHT)能夠自適應(yīng)地高效分解信號(hào),反應(yīng)信號(hào)的局部特征,可以分析非線性非平穩(wěn)振動(dòng)信號(hào).所提取的銑刀磨損特征固有模態(tài)函數(shù)IMF3、IMF4、IMF5和IMF6的振幅均值和邊際譜中的最大幅值能準(zhǔn)確可靠地反應(yīng)銑刀磨損狀態(tài).文獻(xiàn)[7]切削聲發(fā)射信號(hào)的頻率高,而切削加工中的環(huán)境噪聲信號(hào)頻率都比較低,所以聲發(fā)射信號(hào)的抗干擾能力強(qiáng).切削刀具磨損的聲發(fā)射信號(hào)具有非線性特性,所以采用混沌理論對(duì)不同刀具磨損程度的聲發(fā)射信號(hào)進(jìn)行了分析,分析發(fā)現(xiàn)關(guān)聯(lián)維數(shù)可作為特征量用于刀具磨損檢測(cè).文獻(xiàn)[8]發(fā)現(xiàn)可以通過(guò)使用激光照射試驗(yàn)產(chǎn)生的熱聲發(fā)射信號(hào)來(lái)訓(xùn)練神經(jīng)網(wǎng)絡(luò),對(duì)磨削高溫合金的砂輪磨損狀態(tài)進(jìn)行監(jiān)測(cè),有效地減少了磨削實(shí)驗(yàn)而節(jié)省了費(fèi)用.文獻(xiàn)[9]認(rèn)為自適應(yīng)最稀疏時(shí)頻分析方法在抗噪聲性能、抑制端點(diǎn)效應(yīng)和模態(tài)混淆以及提高分量的準(zhǔn)確性等方面要優(yōu)于經(jīng)驗(yàn)?zāi)B(tài)分解方法,是信號(hào)分析的好方法.文獻(xiàn)[10]提出了兩種蟻群優(yōu)化算法和著名序列前向浮動(dòng)選擇法,作為聲發(fā)射信號(hào)特征提取的最優(yōu)化方法,作為磨削砂輪磨損狀態(tài)智能監(jiān)測(cè).
由于小波分解方法只能分析平穩(wěn)信號(hào),所以使用小波分解方法來(lái)準(zhǔn)確分析金剛石砂輪磨損聲發(fā)射信號(hào)這種非平穩(wěn)信號(hào)是比較困難的[1].本文結(jié)合工程陶瓷部分穩(wěn)定氧化鋯PSZ磨削過(guò)程中AE信號(hào)非線性非平穩(wěn)性的特點(diǎn),采用經(jīng)驗(yàn)?zāi)B(tài)分解EMD方法將其AE信號(hào)分解為多個(gè)平穩(wěn)的固有模態(tài)函數(shù)之和,再提取其有效值、方差和能量系數(shù)等特征值,將其做為最小二乘支持向量機(jī)LS-SVM的輸入?yún)?shù)對(duì)磨削金剛石砂輪的輕度磨損和嚴(yán)重磨損狀態(tài)進(jìn)行智能監(jiān)測(cè).
1 ??磨削聲發(fā)射信號(hào)的采集
在一臺(tái)MGS-250AH精密平面磨床上進(jìn)行試驗(yàn),試驗(yàn)中使用青銅結(jié)合劑金剛石砂輪粒度為60#、寬度為10 mm、直徑為150 mm. 試驗(yàn)中工作臺(tái)速度不變,砂輪轉(zhuǎn)速固定為1 600 r/min即線速度12 m/s,磨削保持切深為5 μm,即實(shí)驗(yàn)中磨削參數(shù)保持不變.工程陶瓷部分穩(wěn)定氧化鋯PSZ磨削試件安裝在虎鉗夾具中,夾具用電磁吸力安裝在磨床工作臺(tái)上,聲發(fā)射傳感器用磁力安裝在虎鉗工件夾具上盡可能靠近磨削工件.試驗(yàn)不用磨削液,消除了磨削液對(duì)磨削聲發(fā)射信號(hào)分析的影響.本試驗(yàn)采用的部分穩(wěn)定氧化鋯PSZ磨削試件尺寸為35 mm×15 mm×10 mm, 磨削在試件35 mm×15 mm的平面內(nèi)沿15 mm方向進(jìn)行.PSZ材料密度為5.97 g/cm3; 抗彎強(qiáng)度大于800 MPa; 微觀硬度為12.5 GPa;斷裂韌性為7.5 MPa·m1/2;彈性模量為205 GPa;PSZ材料掃描電鏡照片顯示其晶粒尺寸小于1 μm,其中存在一定量的氣孔.可見(jiàn)PSZ工程陶瓷是典型的硬脆難加工材料.
PSZ磨削過(guò)程產(chǎn)生的AE信號(hào),傳播到放在平面磨床工作臺(tái)夾具上的美國(guó)物理聲學(xué)公司PAC生產(chǎn)的壓電AE傳感器WSa,經(jīng)過(guò)AE壓電連接器的前置放大,再到PAC生產(chǎn)的PCI-2聲發(fā)射信號(hào)采集卡和AEwin采集系統(tǒng)進(jìn)行信號(hào)采集,并輸入到計(jì)算機(jī)進(jìn)行保存等待MATLAB軟件進(jìn)行后續(xù)的處理.為了不失真,AE信號(hào)采樣頻率為2 MHz,前置放大增益為40 dB,門檻為固定40 dB.WSa聲發(fā)射傳感器的工作頻率范圍在100 ~ 1 000 kHz,諧振頻率為125 kHz.
采集金剛石砂輪在輕度磨損和嚴(yán)重磨損[10-11]程度下的多次磨削PSZ聲發(fā)射信號(hào),每次實(shí)驗(yàn)?zāi)ハ鲄?shù)相同,即實(shí)驗(yàn)中工作臺(tái)速度不變,砂輪轉(zhuǎn)速固定為1 600 r·min-1即線速度12 m/s,磨削保持切深為5 μm.砂輪輕度磨損實(shí)驗(yàn)是采用修整后的金剛石砂輪磨削5次PSZ,此時(shí)砂輪磨粒磨刃鋒銳,所以用測(cè)力儀測(cè)量到的法向磨削力增加很小,因而采集到的磨削AE信號(hào)可作為砂輪輕度磨損的AE信號(hào).砂輪嚴(yán)重磨損實(shí)驗(yàn)是在砂輪輕度磨損的5次PSZ磨削實(shí)驗(yàn)結(jié)束后繼續(xù)進(jìn)行,一直磨削PSZ到20次,砂輪隨著磨削次數(shù)增加磨損加劇,所以用測(cè)力儀測(cè)量到的法向磨削力增加明顯,采集到的磨削AE信號(hào)作為砂輪嚴(yán)重磨損的AE信號(hào).因此實(shí)驗(yàn)中每磨削20次對(duì)金剛石砂輪進(jìn)行修整,再進(jìn)行下次砂輪輕度磨損和嚴(yán)重磨損磨削AE實(shí)驗(yàn),實(shí)驗(yàn)中只測(cè)量砂輪磨損的磨削AE信號(hào).
2 ??磨削聲發(fā)射信號(hào)的處理
圖1~圖2可以看出金剛石砂輪在輕度磨損變到嚴(yán)重磨損時(shí)磨削AE原始信號(hào)幅值增加,但是AE信號(hào)頻率主要分布范圍沒(méi)有發(fā)生明顯的變化,都是主要集中在0~600 kHz之內(nèi).AE信號(hào)在頻率峰值上有稍微的變化:砂輪輕度磨損時(shí)主要峰值頻率29 kHz、95 kHz和201 kHz;砂輪嚴(yán)重磨損時(shí)主要峰值頻率30 kHz、88 kHz和220 kHz.金剛石砂輪表面狀態(tài)對(duì)磨削過(guò)程有重要的影響,砂輪磨損后磨粒的切削刃鈍化,磨削力加大磨削溫度升高.
經(jīng)驗(yàn)?zāi)B(tài)分解EMD[1]方法是將非線性非平穩(wěn)的砂輪磨損聲發(fā)射信號(hào)自適應(yīng)分解成一系列平穩(wěn)的固有模態(tài)函數(shù)IMF,所分解出來(lái)的各IMF分量包含了原聲發(fā)射信號(hào)的不同時(shí)間尺度的局部特征信號(hào),并且無(wú)須預(yù)先設(shè)定任何基函數(shù),優(yōu)于傳統(tǒng)的傅里葉變換和小波變換聲發(fā)射信號(hào)分析方法.在磨削金剛石砂輪與陶瓷工件的聲發(fā)射信號(hào)較低頻率段中,一般是磨削液和機(jī)床運(yùn)動(dòng)部件摩擦產(chǎn)生的噪聲;這樣就可以把分布在較高頻率段的金剛石砂輪磨粒與陶瓷工件的切削、滑擦和犁耕以及切屑斷裂、磨粒破裂等產(chǎn)生的聲發(fā)射信號(hào)[12-13]清晰地提取出來(lái)進(jìn)行分析.
采集到的PSZ磨削實(shí)驗(yàn)聲發(fā)射波形流信號(hào)轉(zhuǎn)化為文本文件,并導(dǎo)入MATLAB軟件中的EMD工具箱將采集到的聲發(fā)射信號(hào)進(jìn)行EMD分解,每個(gè)聲發(fā)射信號(hào)可以分解為12~16個(gè)固有模態(tài)函數(shù)(IMF)和一個(gè)剩余信號(hào).固有模態(tài)函數(shù)和剩余信號(hào)與原始信號(hào)的相關(guān)系數(shù)很大程度上可以反映它們之間的相關(guān)程度,相關(guān)系數(shù)越大說(shuō)明IMF含原信號(hào)中的有效成分越高[1].PSZ磨削聲發(fā)射信號(hào)經(jīng)驗(yàn)?zāi)B(tài)分解信號(hào)的相關(guān)系數(shù)如圖3所示,可以看出imf1~imf6與原始信號(hào)的相關(guān)系數(shù)較大,其中又以imf4、imf5、imf3的相關(guān)系數(shù)最大;imf7之后固有模態(tài)函數(shù)和剩余信號(hào)與原始信號(hào)的相關(guān)系數(shù)接近零即可以剔除.因此固有模態(tài)函數(shù)imf1~imf6包含了原始信號(hào)中主要的有效成分,可以作為原始信號(hào)的代表信號(hào),從中可以提取信息用于砂輪磨損狀態(tài)的監(jiān)測(cè).
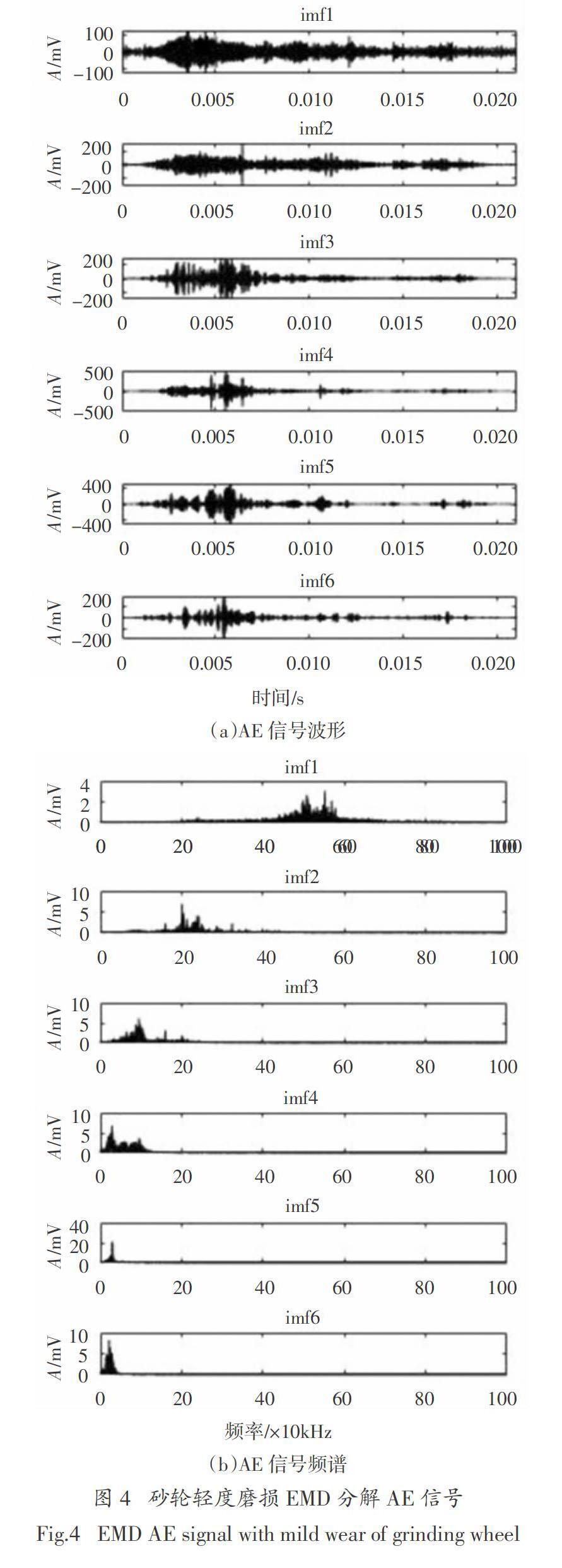
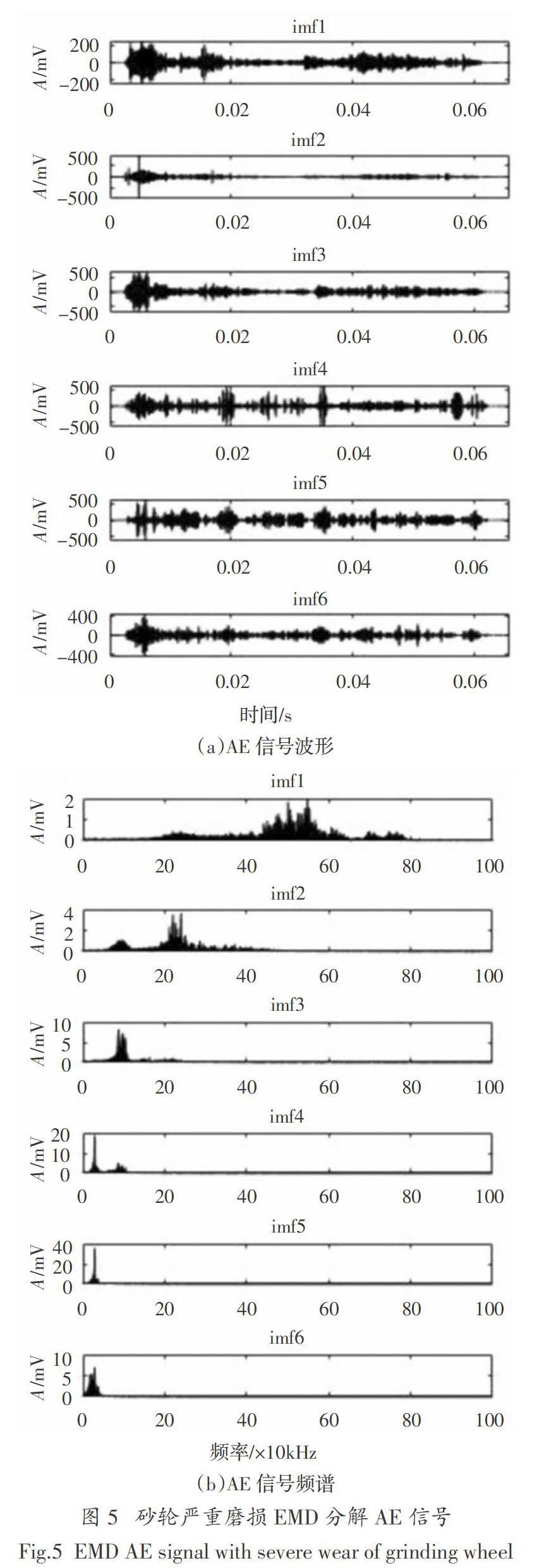
砂輪不同磨損狀態(tài)時(shí)的聲發(fā)射信號(hào)經(jīng)過(guò)經(jīng)驗(yàn)?zāi)B(tài)分解得到的imf1~imf6信號(hào)的波形和頻譜,如圖4和圖5.從頻譜圖5可見(jiàn),不同固有模態(tài)函數(shù)的頻率范圍有明顯的區(qū)別:imf1信號(hào)的主要頻率在550 kHz附近;imf2的主要頻率在210 kHz附近;imf3的主要頻率在100 kHz附近;imf4的主要頻率在50
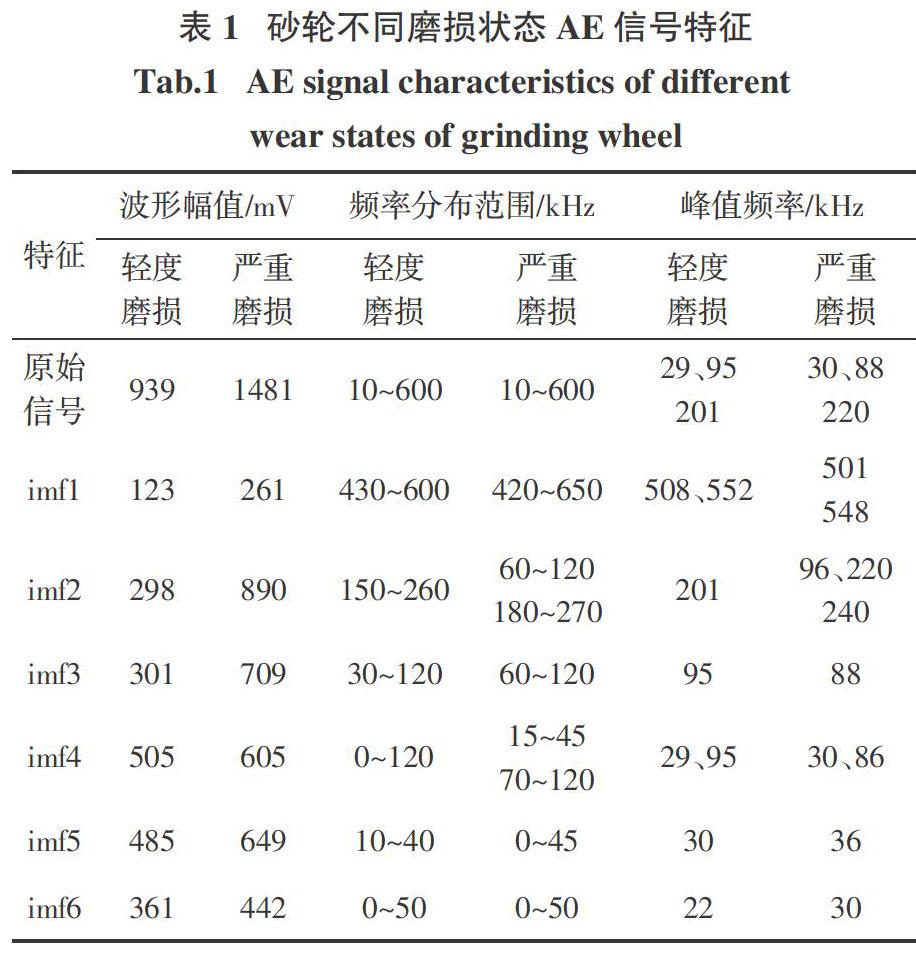
kHz附近;imf5 和imf6的主要頻率在30 kHz附近.砂輪輕度磨損與嚴(yán)重磨損時(shí)的聲發(fā)射信號(hào)經(jīng)過(guò)EMD處理的各階固有模態(tài)函數(shù)頻率主要分布范圍和主要的峰值頻率上沒(méi)有明顯的變化;但是從表1中看出,砂輪嚴(yán)重磨損時(shí)的波形幅值明顯大于砂輪輕度磨損時(shí)的波形幅值.隨著砂輪磨損加劇,固有模態(tài)函數(shù)imf1~imf6的幅值增大,也就是各個(gè)分量的能量出現(xiàn)了不同程度的增大,其中高頻分量imf1~imf3對(duì)應(yīng)幅值增大明顯在兩倍以上;而低頻分量imf4~imf6的增加較小.說(shuō)明隨著金剛石砂輪磨損程度的加深,AE信號(hào)高頻成分在不斷增加.砂輪在輕度磨損到嚴(yán)重磨損imf1~imf6的幅值都有明顯增大,所以它們都是砂輪磨損的特征量.
原始磨削聲發(fā)射信號(hào)三個(gè)峰值頻率分別在30 kHz、100 kHz和210 kHz附近,這與經(jīng)驗(yàn)?zāi)B(tài)分解得到的固有模態(tài)函數(shù)imf2~imf6的主要頻率(如表1)相似,因而可以說(shuō)imf2~imf6中分別包含了原始聲發(fā)射信號(hào)中的一個(gè)重要頻率段的主要信息,imf2包含原信號(hào)中220 kHz頻率附近的大量信息,imf3包含原信號(hào)中100 kHz頻率附近的大量信息,imf4~imf6包含原信號(hào)中30 kHz頻率附近的大量信息,而imf1則包含了400 kHz以上的高頻部分的主要信息,因而固有模態(tài)函數(shù)imf1~imf6與原始AE信號(hào)密切相關(guān),所以它們的相關(guān)系數(shù)較大.
分析還可見(jiàn)固有模態(tài)函數(shù)imf1~imf6的能量占據(jù)了AE信號(hào)總能量的很大比重,imf1~imf6信號(hào)的總能量占據(jù)了原始AE信號(hào)總能量的全部(98%以上),其中imf3~imf5(頻率主要在100 kHz以下)起主要作用,占據(jù)了原始AE信號(hào)總能量的85%以上,可以看出磨削氧化鋯PSZ陶瓷的聲發(fā)射信號(hào)頻率主要集中在100 kHz以內(nèi).同時(shí)由圖3可見(jiàn)imf3~imf5的相關(guān)系數(shù)最大,所以相關(guān)系數(shù)與聲發(fā)射信號(hào)能量密切相關(guān).
3 ??砂輪磨損聲發(fā)射信號(hào)特征提取
對(duì)EMD分解得到的固有模態(tài)函數(shù)imf1~imf6進(jìn)行分析,利用式(1)~(3)計(jì)算每個(gè)IMF的有效值(IMFrms)、方差(IMFvar)、能量系數(shù)(IMFpe).金剛石砂輪的磨損加劇,磨削AE信號(hào)增強(qiáng)則其有效值增大.隨著金剛石砂輪的磨損,砂輪表面的金剛石磨粒鈍化,切除PSZ材料的能力下降,與之對(duì)應(yīng)的AE聲發(fā)射信號(hào)也會(huì)出現(xiàn)更大的波動(dòng),即AE信號(hào)方差增大.AE信號(hào)能量系數(shù),即每個(gè)固有模態(tài)函數(shù)的能量所占原始信號(hào)總能量的百分比,由于每個(gè)固有模態(tài)函數(shù)所對(duì)應(yīng)的AE信號(hào)主要頻率不同,能量系數(shù)也在一定程度代表了不同頻率段所占據(jù)的能量比重.砂輪的磨損聲發(fā)射信號(hào)頻率有從低頻向高頻移動(dòng)的趨勢(shì),這一特征可以用能量系數(shù)來(lái)表征.砂輪輕度磨損與砂輪嚴(yán)重磨損聲發(fā)射信號(hào)特征值如圖6~8所示.
固有模態(tài)函數(shù)有效值 的計(jì)算公式:
式(1)中: i表示數(shù)據(jù)點(diǎn); N表示信號(hào)長(zhǎng)度即信號(hào)總的數(shù)據(jù)點(diǎn)數(shù);j表示第j個(gè)固有模態(tài)函數(shù);xj(i)表示第j個(gè)固有模態(tài)函數(shù)的第i個(gè)數(shù)據(jù)點(diǎn);IMFrms(j)表示第j個(gè)固有模態(tài)函數(shù)的有效值.
固有模態(tài)函數(shù)方差I(lǐng)MFvar的計(jì)算公式:
式(2)中:i表示數(shù)據(jù)點(diǎn); N表示信號(hào)長(zhǎng)度即信號(hào)總的數(shù)據(jù)點(diǎn)數(shù);j表示第j個(gè)固有模態(tài)函數(shù);xj(i)表示第 j個(gè)固有模態(tài)函數(shù)的第i個(gè)數(shù)據(jù)點(diǎn);μj表示第 j個(gè)固有模態(tài)函數(shù)的平均值;IMFvar(j)表示第j個(gè)固有模態(tài)函數(shù)的方差.
固有模態(tài)函數(shù)能量系數(shù) 的計(jì)算公式:
式(3)中: i表示數(shù)據(jù)點(diǎn); N表示信號(hào)長(zhǎng)度即信號(hào)總的數(shù)據(jù)點(diǎn)數(shù);j表示第j個(gè)固有模態(tài)函數(shù); m表示經(jīng)驗(yàn)?zāi)B(tài)分解得到的信號(hào)數(shù)目;xj(i)表示第j個(gè)固有模態(tài)函數(shù)的第i個(gè)數(shù)據(jù)點(diǎn);μj表示第j個(gè)固有模態(tài)函數(shù)的平均值;IMFpe(j)表示第j個(gè)固有模態(tài)函數(shù)的能量系數(shù).
從圖6可以明顯看出:砂輪磨損嚴(yán)重時(shí),各固有模態(tài)函數(shù)imf1~imf6的有效值IMFrms要大于輕度砂輪磨損的有效值,所以有效值可以作為砂輪磨損狀態(tài)判別的特征量.砂輪的磨損加劇使磨粒切削刃變鈍,磨粒滑擦作用增強(qiáng)磨削能量增加,聲發(fā)射信號(hào)的幅值增大,導(dǎo)致每個(gè)固有模態(tài)函數(shù)的IMFrms增加.但是由于磨削PSZ的AE信號(hào)主要頻率在100 kHz以內(nèi),因而每個(gè)固有模態(tài)函數(shù)的IMFrms增大程度不同.其中imf3~imf5的有效值的增大最為明顯, imf3~imf5的相關(guān)系數(shù)最大,其主要頻率在100 kHz以下并且占據(jù)了總能量的85%以上,是磨削氧化鋯陶瓷時(shí)聲發(fā)射信號(hào)的主要頻率范圍.因而在砂輪磨損狀態(tài)變化引起聲發(fā)射源變化時(shí),在imf3~imf5上的反應(yīng)更為明顯,而imf1、imf2和imf6的變化較小.
從圖7可以明顯看出:砂輪磨損嚴(yán)重時(shí),各固有模態(tài)函數(shù)imf1~imf6的方差I(lǐng)MFvar要大于砂輪輕度磨損方差值,是砂輪磨損狀態(tài)的特征量.金剛石砂輪的磨損使金剛石磨粒切削刃變鈍,PSZ陶瓷材料切除變得困難,磨削變得不穩(wěn)定,聲發(fā)射信號(hào)出現(xiàn)更大的波動(dòng),因而固有模態(tài)函數(shù)方差I(lǐng)MFvar有變大趨勢(shì).但是因?yàn)槟ハ餮趸喌穆暟l(fā)射信號(hào)的主要頻率不同,在不同的固有模態(tài)函數(shù)方差I(lǐng)MFvar的增大程度不一樣.由于imf3~imf5的主要頻率在100 kHz以下并且占據(jù)了總能量的85%以上,集中了磨削PSZ陶瓷時(shí)聲發(fā)射信號(hào)的大部分能量,imf3~imf5的方差值的變化最為明顯,而imf1、imf2和imf6則增大相對(duì)較小.
固有模態(tài)函數(shù)的能量系數(shù)IMFpe表示了每個(gè)固有模態(tài)函數(shù)的能量所占AE原始信號(hào)總能量的百分比,能量系數(shù)越大,則表明該固有模態(tài)函數(shù)對(duì)AE原始信號(hào)的貢獻(xiàn)越多.從圖8可以看出:在不同砂輪磨損狀態(tài)下固有模態(tài)函數(shù)imf1~imf6的能量系數(shù)各不相同,但是它們都主要集中在了imf3~imf5上,并且砂輪嚴(yán)重磨損與砂輪輕度磨損相比,imf3和imf4的能量系數(shù)增大,imf5的能量減小.這是因?yàn)閕mf3~imf5的相關(guān)系數(shù)大,其主要頻率在100 kHz以下,是磨削氧化鋯陶瓷時(shí)聲發(fā)射信號(hào)的主要頻率范圍.當(dāng)砂輪磨損嚴(yán)重時(shí),主要頻率有輕微地向高頻部分移動(dòng)的趨勢(shì),因而imf3和imf4能量比重增加,imf5(主要頻率分布范圍比imf3和imf4低)的能量比重減少.至于imf1、imf2頻率較高,所占原信號(hào)的比重不大;而imf6的頻率低.
4 ??基于LS-SVM的砂輪磨損狀態(tài)監(jiān)測(cè)
支持向量機(jī)(SVM, Support Vector Machine)克服了過(guò)擬合、泛化能力差等問(wèn)題,在解決小樣本、非線性、局部極小和高維模式識(shí)別問(wèn)題中優(yōu)勢(shì)明顯.但是標(biāo)準(zhǔn)支持向量機(jī)SVM訓(xùn)練樣本時(shí)因?yàn)榍蠼舛我?guī)劃問(wèn)題而訓(xùn)練速度慢,在磨削實(shí)時(shí)監(jiān)測(cè)中對(duì)大量的聲發(fā)射信號(hào)數(shù)據(jù)可能來(lái)不及處理,為此應(yīng)用最小二乘支持向量機(jī)(LS-SVM, Least Squares Support Vector Machine)[1]來(lái)提高訓(xùn)練速度,為工程陶瓷磨削金剛石砂輪磨損狀態(tài)的智能在線監(jiān)測(cè)打下基礎(chǔ).
實(shí)驗(yàn)獲得不同砂輪磨損狀態(tài)的磨削聲發(fā)射信號(hào)共40組,其中砂輪輕度磨損20組,砂輪嚴(yán)重磨損20組.經(jīng)過(guò)EMD分解從固有模態(tài)函數(shù)imf1~imf6中分別提取有效值(IMFrms)、方差(IMFvar)、能量系數(shù)(IMFpe).有效值(IMFrms),方差(IMFvar),能量系數(shù)(IMFpe)各為一組,分別作為L(zhǎng)S-SVM的輸入特征向量數(shù)據(jù)集,見(jiàn)表2~4.每組輸入特征向量數(shù)據(jù)集的原始數(shù)據(jù)集被分為兩部分:一部分共30組用于LS-SVM的訓(xùn)練,其中砂輪嚴(yán)重磨損和砂輪輕度磨損狀態(tài)各15組;另一部分10組用于砂輪磨損狀態(tài)的預(yù)測(cè),其中砂輪嚴(yán)重磨損和砂輪輕度磨損狀態(tài)各5組.每個(gè)輸入特征向量由6個(gè)特征值組成,分別為固有模態(tài)函數(shù)imf1~imf6的有效值(IMFrms)或方差(IMFvar)或能量系數(shù)(IMFpe).
為了減少AE信號(hào)數(shù)據(jù)大小差距過(guò)大對(duì)LS-SVM識(shí)別精度的影響,預(yù)先對(duì)磨削AE信號(hào)原始數(shù)據(jù)進(jìn)行歸一化處理,采用最小-最大標(biāo)準(zhǔn)化方法,將原始數(shù)據(jù)映射到[0 1]之間,即
式(4)中: X為原始數(shù)據(jù);Xmax為原始數(shù)據(jù)中的最大值;Xmin為原始數(shù)據(jù)中的最小值; X*為歸一化的數(shù)據(jù).砂輪的磨損狀態(tài)為兩類,用“0”表示砂輪輕度磨損,用“1”表示砂輪嚴(yán)重磨損.由以上得到LS-SVM的樣本集{(xi,yi)},其中xi是由AE信號(hào)歸一化后的LS-SVM輸入特征組成的矩陣,代表第i個(gè)輸入特征向量;yi∈{0,1},為分類標(biāo)簽代表第i個(gè)輸入特征向量對(duì)應(yīng)的砂輪磨損狀態(tài).選用徑向基核函數(shù)作為L(zhǎng)S-SVM的核函數(shù);正則化參數(shù)c和核函數(shù)參數(shù)σ是需要優(yōu)化的兩個(gè)重要參數(shù),采用交叉驗(yàn)證的方法得到,解決了LS-SVM欠學(xué)習(xí)和過(guò)學(xué)習(xí)的問(wèn)題.
從金剛石砂輪磨損狀態(tài)預(yù)測(cè)結(jié)果(見(jiàn)表5)來(lái)看,輸入特征分別為有效值(IMFrms)或方差(IMFvar)或能量系數(shù)(IMFpe)時(shí),磨削金剛石砂輪磨損狀態(tài)的LS-SVM預(yù)測(cè)正確率都達(dá)到了100%,很好地實(shí)現(xiàn)了金剛石砂輪磨損狀態(tài)監(jiān)測(cè);同時(shí)也說(shuō)明了所提取磨削聲發(fā)射信號(hào)特征對(duì)砂輪磨損狀態(tài)監(jiān)測(cè)的合理性.
5 ??結(jié) ??論
砂輪磨損加劇會(huì)導(dǎo)致磨粒摩擦作用增強(qiáng)而切削作用下降,反映在PSZ陶瓷磨削AE信號(hào)高頻率分量增強(qiáng)明顯,并且有從低頻向高頻轉(zhuǎn)移的趨勢(shì).結(jié)合工程陶瓷部分穩(wěn)定氧化鋯PSZ磨削過(guò)程中AE信號(hào)非線性非平穩(wěn)性的特點(diǎn),采用經(jīng)驗(yàn)?zāi)B(tài)分解EMD方法將其AE信號(hào)分解為多個(gè)平穩(wěn)的固有模態(tài)函數(shù)之和.隨著金剛石砂輪從輕度磨損轉(zhuǎn)變?yōu)閲?yán)重磨損,即砂輪磨損加劇時(shí),其磨削聲發(fā)射信號(hào)各固有模態(tài)函數(shù)的有效值和方差不同程度的增大,能量系數(shù)在imf3~imf5上亦表現(xiàn)出由低頻向高頻移動(dòng)的特點(diǎn).分別用磨削聲發(fā)射信號(hào)的固有模態(tài)函數(shù)imf1~imf6的有效值(IMFrms)、方差(IMFvar)和能量系數(shù)(IMFpe)作為特征向量,用最小二乘支持向量機(jī)智能監(jiān)測(cè)PSZ磨削中金剛石砂輪輕度磨損和嚴(yán)重磨損狀態(tài)取得了很好的效果.
參考文獻(xiàn)
[1] ???聶鵬,董慧,李正強(qiáng),等. 基于改進(jìn) EMD 和 LS-SVM 的刀具磨損狀態(tài)識(shí)別[J]. 北京工業(yè)大學(xué)學(xué)報(bào),2013,39(12):1784-1790.
NIE P,DONG H,LI Z Q,et al. State recognition of tool wear based on improved empirical mode decomposition and least squares support vector machine[J]. Journal of Beijing University of Technology,2013,39(12):1784-1790.(In Chinese)
[2] ???NAKAI M E,AGUIAR P R,GUILLARDI H,et al. Evaluation of neural models applied to the estimation of tool wear in the grinding of advanced ceramics[J]. Expert Systems with Applications,2015,42:7026-7035.
[3] ???聶鵬,徐洪圭,劉新宇,等. EEMD方法在刀具磨損狀態(tài)識(shí)別的應(yīng)用[J]. 傳感器與微系統(tǒng),2012,31(5):147-149.
NIE P,XU H Y,LIU X Y,et al. Application of EEMD method in state recognition of tool wear[J]. Transducer and Microsystem Technologies,2012,31(5):147-149.(In Chinese)
[4] ???李慶,宋萬(wàn)清. IMF奇異值熵的刀具磨損狀態(tài)診斷[J]. 制造業(yè)自動(dòng)化,2013,35(12):52-55.
LI Q,SONG W Q. Tool wear state diagnosis with IMF singular value entropy[J]. Manufacturing Automation,2013,35(12):52-55.(In Chinese)
[5] ???楊振生. 面向磨削燒傷問(wèn)題的間接監(jiān)測(cè)技術(shù)研究[D]. 杭州:浙江大學(xué),2013.
YANG Z S. ?Research on the indirect monitoring technique of grinding burn and its interrelated problems in precision grinding process[D]. Hangzhou: Zhejiang University,2013.(In Chinese)
[6] ???孫惠斌,牛偉龍,王俊陽(yáng). 基于希爾伯特黃變換的刀具磨損特征提取[J]. 振動(dòng)與沖擊,2015,34(4):158-164.
SUN H B,NIU W L,WANG J Y. Tool wear feature extraction based on Hilbert-Huang transformation[J]. Journal of Vibration and Shock,2015,34(4):158-164.(In Chinese)
[7] ???關(guān)山,彭昶. 刀具磨損聲發(fā)射信號(hào)的混沌特性分析[J]. 農(nóng)業(yè)工程學(xué)報(bào),2015,31(11):60-65
GUAN S,PENG C. Chaotic characteristic analysis of tool wear acoustic emission signal[J]. Transactions of the Chinese Society of Agricultural Engineering(Transactions of the CSAE),2015,31(11): 60-65. (In Chinese)
[8] ???CHEN X,?魻P?魻Z T T. Effect of different parameters on grinding efficiency and its monitoring by acoustic emission[J]. Production & Manufacturing Research,2016,4(1):190-208.
[9] ???彭延峰,劉貞濤,程軍圣,等. 基于初值優(yōu)化的自適應(yīng)最稀疏時(shí)頻分析方法[J]. 湖南大學(xué)學(xué)報(bào)(自然科學(xué)版),2017, 44(8):50-56.
PENG Y F,LIU Z T,CHENG J S,et al. Adaptive and sparsest time-frequency analysis method based on initial value optimization [J]. Journal of Hunan University(Natural Sciences),2017,44(8):50-56.(In Chinese)
[10] ?LIAO T W. Warren Liao. Feature extraction and selection from acoustic emission signals with an application in grinding wheel condition monitoring[J]. Engineering Applications of Artificial Intelligence, 2010,23:74-84.
[11] ?石建,丁寧. 基于聲發(fā)射技術(shù)的砂輪磨損狀況在線檢測(cè)[J]. 長(zhǎng)春大學(xué)學(xué)報(bào),2013,23(8):931-936.
SHI J,DING N. On-line detection of the state of grinding wheel wear based on acoustic emission technique[J]. Journal of Changchun University,2013,23(8):931-936.(In Chinese)
[12] ?MOHAMMED A,F(xiàn)OLKES J,CHEN X. ?Detection of grinding temperatures using laser irradiation and acoustic emission sensing technique[J]. Materials and Manufacturing Processes,2012,27(4):395-400.
[13] ?CHEN X,GRIFFIN J,LIU Q. ?Mechanical and thermal behaviors of grinding acoustic emission[J]. International Journal of Manufacturing Technology and Management,2007,12(1/2/3):184-199.