B340LA變厚截面板變功率激光焊接試驗研究
2019-04-13 13:23:22張屹梁志超張哲豪陸潤東李福南韋海英
湖南大學學報·自然科學版 2019年2期
關鍵詞:激光焊接
張屹 梁志超 張哲豪 陸潤東 李福南 韋海英


摘 ???要:變厚截面材料是實現汽車輕量化的有效途徑之一,但截面厚度變化的材料連接實現困難.1.2~2.0 mm厚的B340LA變厚截面板在長度和寬度方向上都存在厚度波動,并且不同厚度處的材料硬度存在最大20%的偏差.針對該材料的特性自行設計了專用焊接夾具,提出了階躍式變功率的激光焊接方法.對比分析固定功率和階躍式變功率兩種激光焊接試驗,結果表明:固定功率(900~1 400 W)條件下獲得的焊縫形貌與熔透狀態均在焊接方向表現出顯著的差異性,且部分焊縫會出現塌陷等焊接缺陷;采用1 000 W、1 100 W和1 300 W分段功率的階躍式變功率焊接,1.2~2.0 mm板厚方向上可得到一致的焊縫形貌和熔透狀態,焊縫熔合區的硬度偏差小于9%.與固定功率激光焊接相比,階躍式變功率激光焊接可實現B340LA變厚截面材料的有效連接.
關鍵詞:激光焊接;變厚截面板;階躍式變功率;熔透狀態;焊縫形貌和組織
中圖分類號:TG406 ???????????????????????????????文獻標志碼:A
Experimental Research on Variable Power Laser Welding
of the B340LA Tailor Rolled Banks
ZHANG Yi 1,2,LIANG Zhichao1,2,ZHANG Zhehao1,2,LU Rundong1,LI Funan2,WEI Haiying2?覮
(1. State Key Laboratory of Advanced Design and Manufacturing for Vehicle Body,Hunan University,Changsha 410082,China;
2. Hunan Province Key Laboratory for Intelligent Laser Manufacturing,Hunan University,Changsha 410082,China)
Abstract: The application of Tailor Rolled Blanks (TRB) is one of the most effective ways to achieve automobile lightening, however, it's difficult to join the materials with the variable thickness. The thickness of B340LA TRB ranges from 1.2 mm to 2.0 mm and fluctuates in both length and width directions. And its hardness has a maximal deviation of 20% at different thickness. The special welding fixture was designed based on characteristics of TRB, and step variable laser power was proposed. By a contrastive analysis of two laser welding tests, including constant laser power and step variable laser power, the results show that there are huge differences in the weld appearance and penetration status along the welding direction under the conditions of constant laser power(900~1 400 W),and the defect of surface depression occurs in a portion of weld. By step variable laser power with 1 000 W, 1 100 W and 1 300 W,approximately consistent weld appearance and penetration status were obtained in the direction of thickness from 1.2 mm to 2.0 mm, and the hardness deviation in fusion zone of weld is less than 9%. B340LA TRB can be joined more effectively by step variable laser power than by constant laser powers.
Key words: laser welding; tailor rolled blanks;step variable power laser;penetration status;weld appearance and microstructure
汽車輕量化技術作為降低原油消耗和尾氣排放的重要措施,已經成為世界各汽車企業提高品牌競爭力的重要手段[1-3].汽車輕量化技術路線可以分為[4]:結構優化設計、輕量化材料的應用和先進制造工藝等三個主要方面.基于新材料的變截面結構是實現汽車輕量化的有效途徑[5].但在應用過程中發
現,變厚截面材料的連接成為該類材料制造過程中亟需解決的關鍵問題之一. 解決連續變厚截面材料的焊接問題有利于實現汽車輕量化過程向材料-結構-成形一體化發展.
激光焊接具有熱輸入小、焊接速度快、焊縫深寬比大、熱影響區小、易于實現自動化等突出優點,且激光焊接技術因激光能量和焊接熱輸入量可以精確控制[6],是實現變厚截面板焊接的理想方法.
在激光焊接過程中,控制激光功率是控制熱輸入量的重要手段之一.熱輸入量控制出現差錯,可能導致焊接熔透狀態變化,出現未熔透、塌陷、燒穿等缺陷[7-8].目前,對于激光焊接變厚截面板的基礎工藝研究少,本文針對寶鋼生產的B340LA型號的變厚截面板材進行了材料特性分析和激光焊接試驗,提出了階躍式變功率激光焊接變厚截面板的新工藝方法,對比研究了固定功率和變功率激光焊接件的熔透狀態以及焊縫的形貌、組織和硬度.為變厚截面板在汽車車身上的工業應用提供了重要理論依據.
1 ??材料特性
激光焊接試驗采用的材料是寶鋼生產的B340LA變厚截面板材,厚度變化范圍為:1.2~2.0 mm,如圖1所示,B340LA變厚截面板化學成分如表1所示.從變截面板厚度變化曲線中可以發現因設計需求板材厚度存在漸變,在長度方向上板材厚度由1.2 mm變化到2.0 mm.同時,B340LA變厚截面板材軋制過程中軋制力的不穩定性,還導致了寬度(30 mm)方向的厚度存在最大偏差8.5%.
采用SCTMC 型硬度測試儀測得板材硬度隨厚度變化情況如圖2所示.B340LA變厚截面板的平均硬度為127 HV.隨著板材厚度的增加,硬度先減少后增大,拐點在板材厚度為1.8 mm處,厚度2.0 mm的位置處硬度達到最大值.變厚截面板的軋制過程中,其軋制厚度變化是通過改變軋制壓力而實現的.軋制壓力的改變會引起材料的組織晶粒尺寸發生變化,進而導致變厚截面板厚度不同處的材料硬度存在差異,最大偏差20%.由圖2中的組織圖可以發現,板厚2.0 mm處,材料的組織晶粒尺寸最小,所以該厚度條件下材料的硬度最大,其值約為151 HV.
2 ??試驗方法
試驗搭建的變厚截面板激光焊接平臺如圖3所示.該平臺包括了YLS-4000-CL光纖激光器(波長為1.07 μm,模式為TEM00,額定輸出功率4 000 W)、IRB2400/16六軸機器人、IRC5控制柜、YW50焊接頭(聚焦光斑直徑0.4 mm)和專用夾具.激光器產生的連續激光束通過光纖傳輸至焊接頭,再經過焊接頭內焦距為150 mm準直鏡和焦距為200 mm的聚焦鏡輻照到焊件表面實現焊接.同時,焊接頭通過控制柜控制機器人來實現焊接激光的移動.激光焊接通常要求離焦量在焊接過程中保持一致.若采用以板材底面為基準的傳統夾具夾持變厚截面板,離焦量會隨著激光束的移動而改變,進而影響焊接熔深和焊縫質量.為此,本試驗設計制作了以變厚截面板的激光輻照平面(如圖3所示)為基準的專用夾具以實現激光焊接過程中板材夾持.該夾具可保證激光焊接實驗時,離焦量始終保持為零離焦.
本文針對變厚截面板分別開展了固定功率激光焊接試驗和變功率激光焊接試驗.固定功率激光焊接試驗是指在激光焊接過程中保持功率不變,而變功率激光焊接試驗則在焊接過程中依據變厚截面板的厚度變化而改變激光功率. 試驗中,機器人帶動焊接頭從板材前端(板厚1.2 mm的位置)移到板材后端(板厚2.0 mm的位置),焊接速度20 mm/s,焊接距離200 mm.
激光焊接試驗中,變厚截面板制成240 mm×30 mm的標準焊接試樣.為了保證激光焊接試驗的正常開展,焊接前先對試件進行噴砂處理以去除材料表面的氧化層和提高材料對激光的吸收率.試驗過程中,在焊縫上表面側吹氬氣保護,防止焊接過程中的焊縫氧化.焊接試驗后,經過鑲樣、研磨、腐蝕等過程將焊接試件制成用于分析的標準樣件,最后 利用SCTMC 型硬度測試儀進行維氏硬度測試、使用BX53金相顯微鏡進行組織觀察、采用超景深三維顯微鏡對焊縫截面進行觀察并且測量焊縫的熔深h.由于變厚截面板的厚度存在波動,所以在實際過程中焊接樣件截取位置的厚度d通過超景深顯微鏡測量得到.
3 ??結果與分析
3.1 ??固定功率試驗
為了分析激光功率對激光焊接變厚截面板的影響,開展固定功率激光焊接變厚截面板試驗.前期激光焊接等厚板的試驗結果表明激光功率達到900 W時1.2 mm厚的B340LA板材開始熔透,所以激光固定功率焊接試驗采用的起始功率為900 W.激光功率從900 W增加至1 400 W,每次增加100 W,如表2所示.
3.1.1 ??焊縫表面形貌
固定激光功率條件下獲得的焊接樣件正面焊縫和背面焊縫均不連續.無論何種固定激光功率條件,板材不同厚度處,正面焊縫寬度和背面焊縫寬度均呈現出板材薄處的焊縫寬,而板材厚處的焊縫窄的現象,如圖4所示.尤其在900 ~ 1 100 W激光功率區間,該現象明顯.隨著功率的增大,板材兩端的焊縫寬度差異性逐漸縮小.但是,激光功率過大焊縫表面氧化程度加重.
3.1.2 ??焊縫橫截面
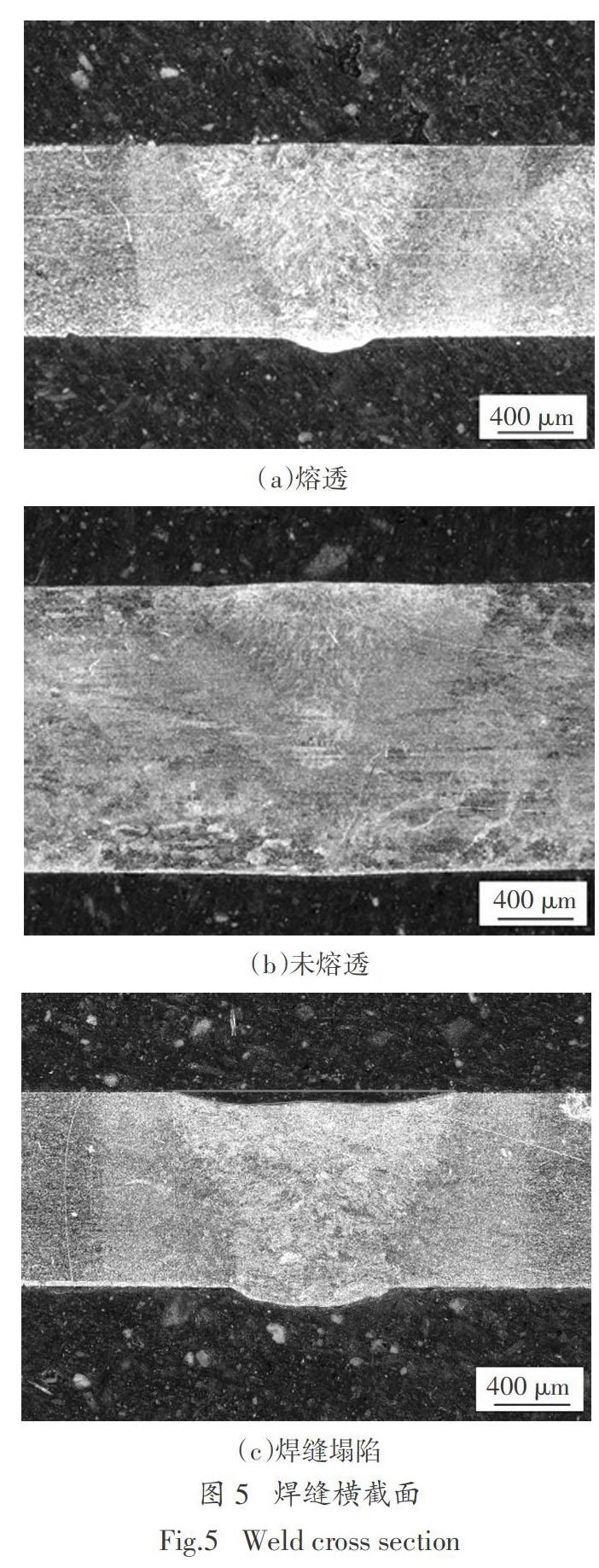
焊接試樣焊縫寬度的差異性是由于不同的熔透狀態引起的.通過焊接樣件橫截面觀察發現激光固定功率焊接變厚截面板時會出現焊縫熔透狀態不一致的現象,圖5(a)和(b)是用1 000 W激光功率焊接變厚截面板出現的部分熔透和部分未熔透的兩種狀態.
激光焊接的熔深是指焊接過程中被激光熔化的材料厚度,本文激光焊接熔深定義為母材熔化部最深處到母材表面的距離,因此在板材熔透狀態下存在熔深大于工件厚度的情況.熔深可以反映出激光深熔焊接過程中熔透狀態特征.熔透狀態值t可以采用如下數學表達式:
1)
式中:h為熔深,d為變厚截面板的板厚.
當熔深小于工件厚度即t < 1時,激光焊接板材未熔透;當熔深等于大于工件厚度即t ≥ 1時,激光焊接板材已熔透.
為進一步定量研究激光功率對變截面板焊接熔透性的影響,測量得到圖6所示的激光功率與熔深的關系.激光功率為900~1 100 W時,材料較厚處t<1,即變厚截面板激光焊接存在部分區域未熔透.以激光功率1 000 W焊接1.2~2.0 mm變厚截面板為例,板厚為1.2 mm、1.4 mm和1.6 mm處t > 1,材料已熔透;而板厚為1.8 mm和2.0 mm處t < 1,材料未熔透.同時,由于焊接過程中存在熱傳導和熱對流等熱損耗,且材料越厚,熱損耗越多,用于熔池和焊縫成形的有效激光能量越少.所以,變厚截面板較厚處激光焊接未熔透時,若激光功率不變,焊縫熔深會隨著材料厚度的增加略有下降.激光功率大于等于1 200 W時,變厚截面板不同厚度處均呈現t > 1,即激光焊接板材全部熔透.但是,過大的激光功率滿足板厚處熔透的同時,會帶來板薄處焊縫塌陷等焊接質量缺陷,如圖5(c)所示,是激光功率為1 200 W時1.2 mm處的橫截面.實驗結果表明,變厚截面板板厚1.2 mm處在功率達到1 100 W時,焊縫開始出現塌陷現象;板厚1.4 mm處在功率達到1 200 W時,焊縫開始出現塌陷現象;板厚1.6 mm處在功率達到
1 300 W時,焊縫開始出現塌陷現象;板厚1.8 mm處在功率達到1 400 W時,焊縫開始出現塌陷現象.
從上述分析可以看出,當采用固定功率進行激光焊接時,焊接試樣存在不同板厚處的焊縫形貌與熔透性不一致、焊縫塌陷等焊接缺陷.因此,采用固定功率激光焊接無法滿足變厚截面板不同板厚處焊縫形貌、熔透一致性等要求.
3.2 ??變功率試驗
針對固定功率激光焊接試驗結果,本文對變厚截面板進行變功率激光焊接試驗,即根據板厚的變化改變焊接過程中的激光功率實現焊接.根據固定功率焊接試驗結果得出:固定激光功率焊接變厚截面板時,不同板厚處同時滿足熔透和避免焊縫塌陷的激光功率范圍如表3所示.所以,變厚截面板應采用激光功率分別為1 000 W、1 100 W和1 300 W的階越式變功率焊接試驗來進行,如圖7所示.
3.2.1 ??焊縫表面形貌
變厚截面板激光焊接焊縫表面形貌如圖8(a)所示.與固定功率的焊接試驗相比,變功率控制焊接試驗條件下,變厚截面板的焊縫正面連續平整,焊縫背面飽滿均勻,焊縫寬度一致.且變厚截面板不同厚度處均已焊透,圖8(b)為板厚2.0 mm處焊縫截面圖.因此,變功率焊接變厚截面板可以滿足焊接質量要求,焊縫正面和背面成形質量高,不同厚度處的焊縫寬度一致,能夠得到與等厚截面板激光焊接相同的焊縫形貌和熔透性.
3.2.2 ??焊縫組織與硬度分析
激光焊接是快速加熱和快速冷卻的非平衡冶金熱物理過程,因此,與母材相比,焊縫區及其附近區域的組織不同.B340LA變厚截面板在光纖激光熱源的作用下形成了不同組織的區域:母材區、熱影響區中靠近母材側的細晶區、近熔合線的粗晶區和焊縫熔池區,如圖9所示.母材區主要含有鐵素體和合金化合物.細晶區主要由鐵素體和少量貝氏體組成.焊接時,基體快速加熱、快速冷卻發生相變,但由于基體的導熱能力強,離熔池越遠,過冷度越大,靠近母材區一側的晶粒形核率大但來不及長大,因此形成了細小的晶粒,呈現細晶區的特征[9].粗晶區主要由粗大的奧氏體組成,焊接過程中,該區域內奧氏體晶粒嚴重長大,冷卻后得到晶粒粗大的過熱組織.而焊縫區主要由大量貝氏體、少量鐵素體和珠光體組成,并且貝氏體區域存在大量等軸晶,這是由于焊縫熔池中溫度梯度相對較小,熔池中的未融化的懸浮質點為非自發形核的現成凝固表面,這些晶粒不受其他散熱條件的影響,可以自由生長,促使焊縫形成等軸晶[10-12].變功率激光焊接變厚截面板獲得的焊縫組織與激光焊接等厚板獲得的焊縫組織無差異性.
對不同板厚1.2 mm、1.4 mm、1.6 mm、1.8 mm、2.0 mm 5處的焊縫及附近區域的硬度進行測試,每個區域測量多點硬度求其均值,得到不同板厚下的焊縫及其附近區域硬度對比如圖10所示.由圖可知,焊縫熔池區的硬度最大,母材區的硬度最小,且變功率焊接變厚截面板得到的各厚度處母材區、細晶區、粗晶區和焊縫熔池區之間的硬度差異小.雖然不同厚度處焊縫熔池區硬度最大偏差為9%,但仍小于母材不同厚度處的硬度偏差.變功率激光焊接變厚截面板可以克服材料厚度不一致特性的影響,獲得硬度偏差小的焊縫.
4 ??結 ??論
本文搭建了激光焊接變厚截面板試驗平臺,并設計了以變厚截面板的激光輻照面為基準的專用焊接夾具,結論如下:
1)B340LA變厚截面板按設計需求在長度方向上存在板材厚度變化,但因為材軋制過程的不穩定性導致該材料在寬度方向上也存在最大8.5%的厚度波動,不同厚度處的材料硬度存在最大20%的偏差.
2)固定功率激光焊接變厚截面板的焊縫寬度
和熔透狀態不一致,且部分功率條件下焊縫存在塌陷等焊接缺陷. 變厚截面板較厚處激光焊接未熔透時,若激光功率不變,焊縫熔深會隨著材料厚度的增加略有下降. 對于1.2 mm、1.4 mm、1.6 mm、1.8 mm、2.0 mm不同板厚處,獲得無缺陷熔透焊縫的激光功率范圍分別為900~1 000 W、1 000~1 100 W、
1 000~1 200 W、1 100~1 300 W、1 200~1 400 W.
3)采用階越式變功率激光焊接變厚截面板試驗,在不同厚度處獲得了焊縫均勻、熔透性一致的焊接試樣,同時滿足了焊縫形貌和熔透性的焊接質量要求.激光變功率焊接變厚截面板獲得的焊縫組織、硬度與等厚板激光焊接結果無差異性. 焊縫熔池區的硬度偏差小于9%,主要由大量等軸晶貝氏體、少量鐵素體和珠光體組成.
參考文獻
[1] ???KIM H C,WALLINGTON T J. Life-cycle energy and greenhouse gas emission benefits of lightweighting in automobiles: review and harmonization[J]. Environmental Science & Technology,2013,47(12):6089—6097.
[2] ???李永兵,李亞庭,樓銘,等. 轎車車身輕量化及其對連接技術的挑戰[J]. 機械工程學報,2012,48(18):44—54.
LI Y B,LI Y T,LOU M,et al. Lightweighting of car body and its challenges to joining technologies[J]. Journal of Mechanical Engineering,2012,48(18):44—54.(In Chinese)
[3] ???王艷青,李軍,陳云霞,等.連續變截面薄板在汽車輕量化應用中的新進展[J]. 現代零部件,2013(12):43—45.
WANG Y Q,LI J,CHEN Y X,et al. Continuous variable cross-section thin plate in automobile lightweight application of new progress[J]. Modern Components,2013(12):43—45.(In Chinese)
[4] ???范子杰,桂良進,蘇瑞意.汽車輕量化技術的研究與進展[J].汽車安全與節能學報,2014,5(1):1—16.
FAN Z J, GUI L J, SU R Y,et al. Research and development of automotive lightweight technology[J]. Journal of Automotive Safety & Energy, 2014,5(1):1—16. (In Chinese)
[5] ???JOERG B,PETER F,ANDREAS H. Tailor rolled products - innovative lightweight design technology for body structures and chassis applications[J]. Steel Research International, 2010,81 (9):43—46.
[6] ???SUN Z,ION J C. Laser welding of dissimilar metal combinations[J]. Journal of Materials Science,1995,30(17):4205—4214.
[7] ???張永強,陳武柱,雙元卿,等. 激光-MIG復合焊熔透狀態評價方法[J]. 焊接學報,2010,31(8):41—44.
ZHANG Y Q,CHEN W Z,SHUANG Y Q,et al. Evaluation method of penetration statuses in laser-MIG hybrid welding[J]. Journal of Welding,2010,31(8):41—44.(In Chinese)
[8] ???許飛,楊,毛智勇,等.熱輸入對鋁合金光纖激光穿透焊縫成形的影響[J].中國激光,2014,41(12):59—63.
XU F,YANG J,MAO Z Y,et al. Effect of heat Input on weld appearance for fiber laser beam full penetration welding aluminum alloy[J]. Chinese Journal of Lasers,2014,41(12):59—63. (In Chinese)
[9] ???李亞玲,黃堅,高志國,等.高功率激光焊接汽車用高強鋼B450LAD組織與性能[J]. 中國激光,2008,35(12):2047—2051.
LI Y L,HUANG J,GAO Z G,et al. Structure and properties of high power laser welding of high strength steel B450LAD for vehicles[J]. Chinese Journal of Lasers,2008,35(12):2047—2051.(In
Chinese)
[10] ?陳剛,楊全毅,周明哲,等. M42/X32異種金屬CO2激光焊接接頭組織和性能的研究[J].湖南大學學報(自然科學版),2013, 40(11):89—95.
CHEN G,YUANG Q Y,ZHOU M Z,et al. Study of the microstructure and properties of M42/X32 dissimilar metal CO2 laser welding joints[J]. Journal of Hunan University(Natural Sciences),2013,40(11):89—95.(In Chinese)
[11] ?陳剛,黃宇,周明哲,等. 硬質合金YG8與D6A異種金屬CO2激光焊接接頭組織和性能的研究[J]. 湖南大學學報(自然科學版),2017,44(12):89—95.
CHEN G,HUANG Y,ZHOU M Z,et al. Study of the microstructure and properties of YG8/D6A dissimilar metal CO2 laser welding joints[J]. Journal of Hunan University(Natural Sciences),2017,44(12):89—95.(In Chinese)
[12] ?許飛,陳俐,蘆偉,等. 熱輸入對6A02鋁合金光纖激光焊縫成形的影響[J]. 焊接學報,2017,38(8):119—123.
XU F,CHEN L,LU W,et al. Effect of heat input on weld appearance for fiber laser welding 6A02 aluminum alloy[J]. Journal of Welding,2017,38(8):119—123.(In Chinese)
猜你喜歡
中國新技術新產品(2018年4期)2018-02-23 19:43:40
中國科技博覽(2017年48期)2017-12-13 10:52:42
山東工業技術(2017年19期)2017-09-27 10:10:03
山東工業技術(2017年18期)2017-09-12 04:09:59
科技創新與應用(2017年24期)2017-09-08 16:39:04
中國新技術新產品(2017年18期)2017-09-07 12:01:08
中國科技博覽(2017年21期)2017-07-21 18:09:23
中國科技博覽(2017年7期)2017-05-16 08:39:49
中國科技博覽(2016年15期)2016-08-23 00:07:25
中國科技博覽(2016年8期)2016-04-25 05:19:05