秘魯礦選礦及球團中應用研究
2019-04-11 07:56:38李永欣青格勒趙瑞豐趙鐵良
世界有色金屬 2019年1期
李永欣,青格勒,趙瑞豐,趙鐵良
(1.北京首鋼股份有限公司,河北 遷安 064404;2.首鋼技術研究院,北京 100083)
1 前言
2017年首鋼股份公司遷鋼公司為降低鐵前生產成本,提高企業利潤,改善公司經營狀況,在開展內部挖潛工作的同時,積極組織開拓鐵前原料資源市場,尋找性價比較高的新資源。首鋼集團秘魯鐵礦的二期選礦工程未投產,秘魯原礦存在富余,通過成本測算和經濟性對比,有利于降低鐵前生產成本。同年5月份由首鋼股份公司牽頭,組織運作加工秘魯原工,用于球團工序生產。
由于秘魯原礦原品高,而且硫含量也高,需要通過選礦工藝進行細磨精選,生產的精選粉才能滿足球團工序需求。為此,組織開展了降硫提質等技術攻和相關的基礎性試驗研究,掌握了秘魯原礦、精選粉等的基礎特性。同時通過完善選礦工藝流程,強化生產組織管理,為球團工序穩定配加精選粉創造良好條件。
本文通過對秘魯原礦理化指標等基礎性能分析指導造球、焙燒試驗,并在此基礎上,進行規模化工業生產,以取得較大的經濟效益。
2 秘魯原礦基礎特性研究
2.1 秘魯原礦多元素及物相分析
秘魯原礦為首鋼集團秘魯鐵礦二期工程生產的,通過海到國內港口,再通過火車運至遷鋼公司。到廠后組織對秘魯原礦進行取制樣檢驗,表1數據顯示秘魯原礦鐵元素含量較高,品位高達54.91%,遠高于國內一般的磁鐵礦石,而且硫含量也較高,達到4.01%,且堿金屬較高。

表1 秘魯原礦化學分析單位:%
從表2秘魯原礦通過物相分析顯示可以看出,其磁性鐵達到90%以上,菱鐵礦、赤鐵礦、硅酸鐵礦量很少,通過磁選法進行選別,可有效提高精選粉品位。

表2 物相分析表單位:%
2.2 秘魯原礦粒級組成分析
研究了秘魯原礦粒級組成及Fe和S含量,結果見表3:秘魯原礦主要粒級集中在+20mm,累計含量達到73.99%,其中+50mm含量為19.58%。細粒級含量較少,-200目為僅為1.67%。
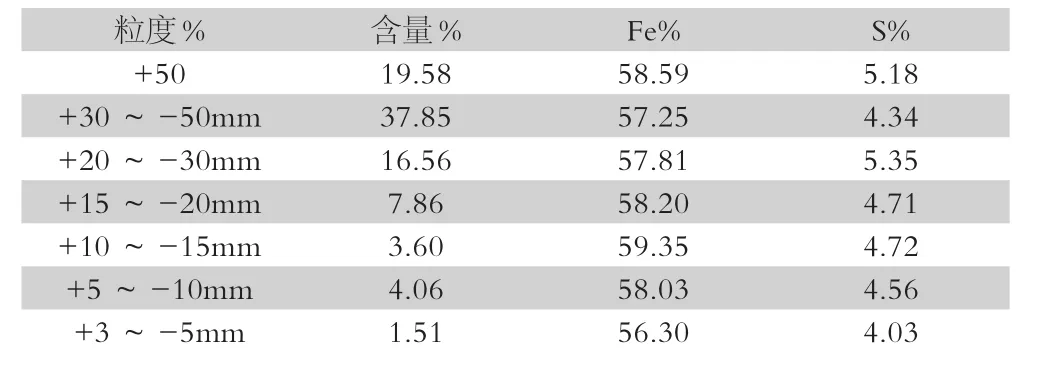
表3 原礦粒級組成及Fe、S含量表
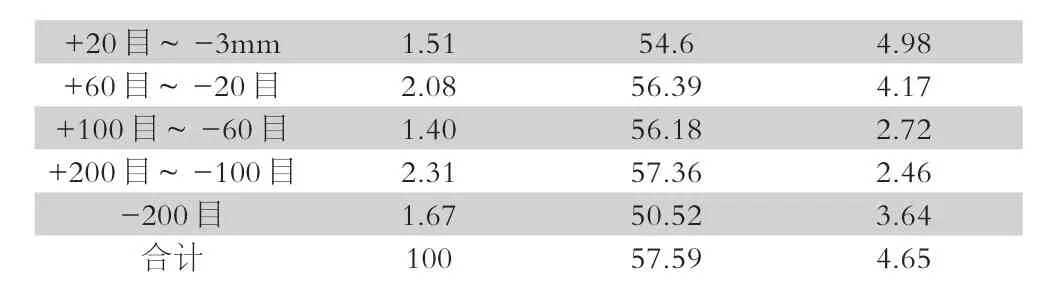
+20目~-3mm 1.51 54.6 4.98+60目~-20目 2.08 56.39 4.17+100目~-60目 1.40 56.18 2.72+200目~-100目 2.31 57.36 2.46-200目 1.67 50.52 3.64合計 100 57.59 4.65
3 秘魯原礦選別工藝研究
針對秘魯原礦鐵、硫元素較高,在選別工藝上采取提鐵降硫、硅的方針組織生產。為獲得合格的鐵精礦,將原礦縮分,分別磨礦至-200目占50%、55%、65%、70%、75%、80%、85%、90%,每組樣品20g,在一定場強條件條件下分別做磁選管可選試驗,結果見圖1、2:
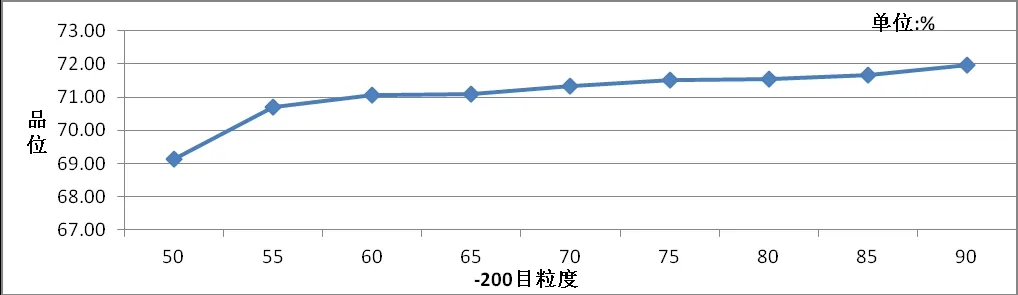
圖1 精選粉粒度與品位趨勢圖
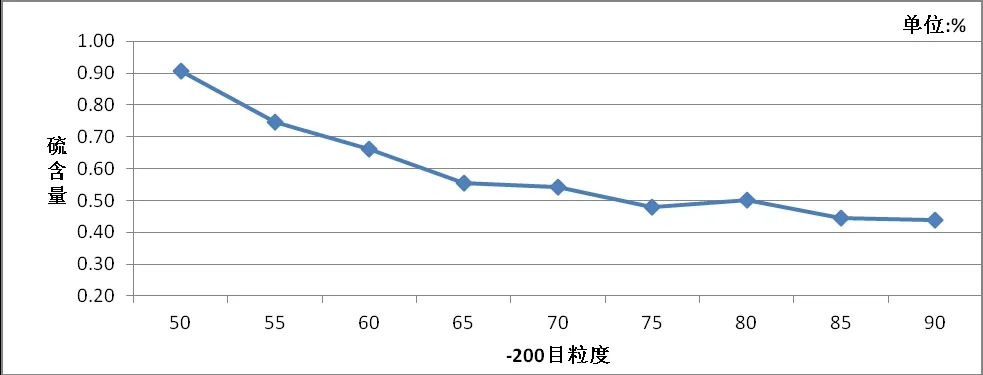
圖2 精選粉粒度與硫含量趨勢圖
隨著精選粉-200目粒度的逐步增多,精選粉品位也隨之提高,從-200目粒度占50%提高的55%時,精選粉品位由69%提高到70.20%,提升幅度較大,隨后粒度提高到90%時,增加幅度較小,此粒級區間精選粉品位變化2.80個百分點。同時粒度的增加,精選粉中硫元素含量呈下降趨勢,接近0.40%。
通過磁選管選別試驗并結合現有選礦車間工藝流程,確定了兩段磨選,三次磁選及閃爍磁場精選機的工藝流程,確保秘魯原礦選別后精選粉質量指標滿足球團生產需求。
3 秘魯原礦的細磨精選及球團能應用研究
3.1 細磨精選
首鋼礦業公司對秘魯原礦進行了細磨和選別。表4是選后精選粉的化學成分。精選粉品位比較高,達到69.78%,SiO2含量是1.19%,S含量是0.35%。
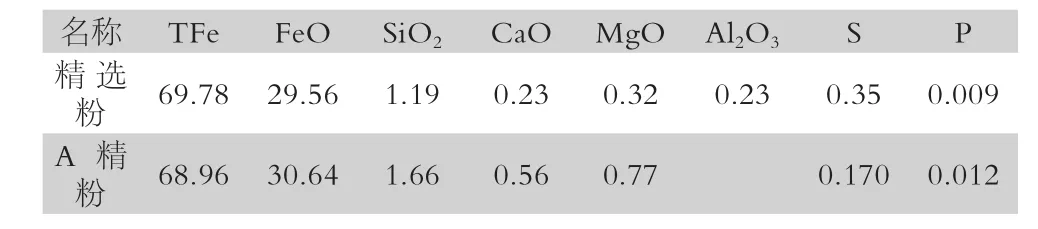
表4 精選后礦粉成分 單位:%
從表4可以看出,秘魯原礦加工后的精選粉品位高于A精粉,但其硫含量較高,分析主要是因為A精粉在首鋼秘魯鐵礦選別,其工藝流程中有浮選工藝,有效降低了硫含量,而在首鋼礦業公司大石河鐵礦選礦工藝為磁選工藝,在硫含量選別上稍遜于浮選工藝。
3.2 精選礦粉粒度組成與比表面積
選礦過程中,對不同粒度的礦粉進行了取樣和比表面積分析。表5為工業生產時精選粉粒度與比表面積關系,從中可以看出隨著-200目粒級含量的增加,精選粉的比表面積是呈升高趨勢。當-200目含量達到85%以上時,礦粉比表面積才能達到905cm2/g以上。
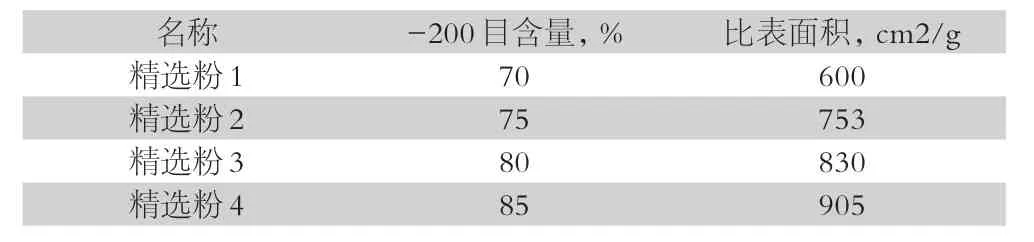
表5 精選粉比表面積情況
對不同比表面積的礦粉進行了造球試驗。從試驗結果看,粒度粗,比表面積低的時候,生球落下強度和抗壓強度都比較低,難滿足生產要求。

表6 造球試驗配比及生球指標
3.3 精選粉的高壓輥磨研究
從前面的試驗看,精選后的礦粉如果比表面積低,對造球有一定的影響,所以為了改善精礦粉成球性能,并提高使用比例,采取提高精選粉比表面積的措施。為了進一步改善精礦粉的比表面積和成球性能,對高壓輥磨后的精選粉進行了造球試驗。表5是高壓輥磨后精礦粉比表面積情況。高壓輥磨后礦粉表表面積有一定的改善,-200目含量83.07%時,精選粉的比表面積從726cm2/g提高至953cm2/g,-200目含量提高至89.05%時,比表面積從1034cm2/g提高至1255cm2/g[1]。
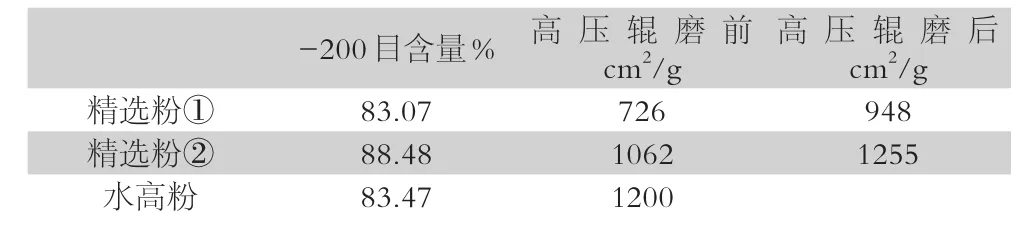
表7 高壓輥磨前后礦粉比表面積
圖3-4是不同粒度時精選粉①的高壓輥磨前后礦粉顆粒形貌情況。從顆粒形貌看,高壓輥磨后礦粉顆粒表面變粗糙,微小顆粒含量增加趨勢。

圖3 高壓輥磨前
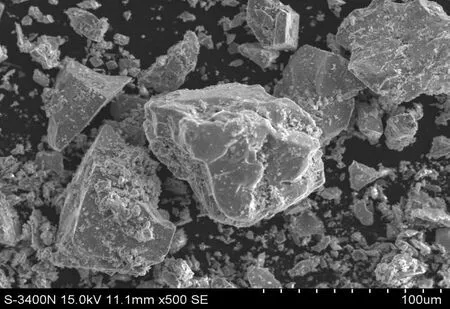
圖4 高壓輥磨后
4 精選粉造球試驗研究
精選粉造球試驗根據后期生產情況預設配比方案,在圓盤Ф800mm,造球時間為10min;造球后,篩取粒度為10-12.5mm的生球測定其落下強度、抗壓強度和爆裂溫度。球團焙燒試驗在直徑為120mm的球團焙燒杯內進行。焙燒試驗后測定焙燒球的物化性能和冶金性能。原料均取自遷鋼公司球團生產現場。
4.1 造球試驗及結果
造球試驗配比是結合遷鋼公司球團資源配比情況進行了優化調整。表8為造球試驗基本配比和指標情況
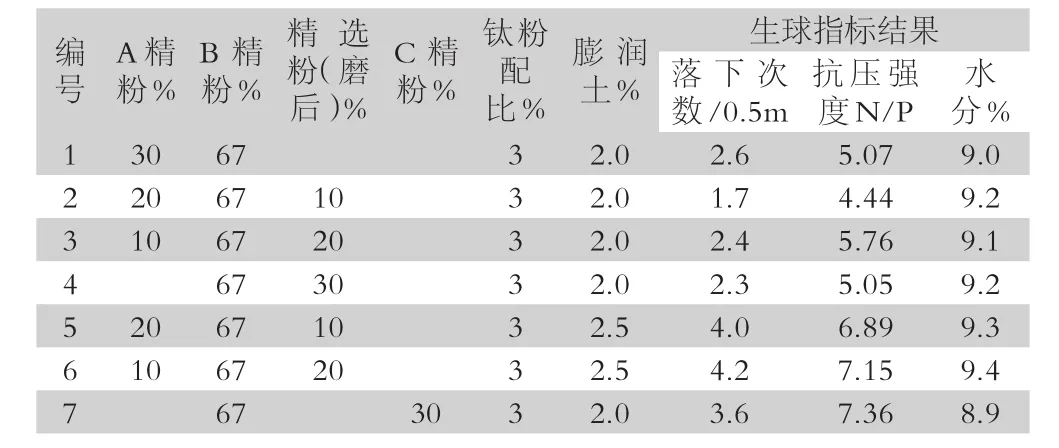
表8 造球試驗數據
從試驗結果看,配精選粉(磨后)時,生球落下次數和抗壓強度有下降趨勢,在膨潤土配比2.0%時,生球落下次數和抗壓強度較低,落下次數只有2.3次/0.5m左右,生球抗壓強度在5N/P以下。膨潤土配比提高至2.5%時,配精選粉的生球落下次數能達到4.0次/0.5m以上。B精粉配C精粉時,生球落下次數和抗壓強度相對比配精選粉的生球落下次數和抗壓強度要高一些。因為C細精粉的比表面積是1150cm2/g左右,較高的比表面積可提高造球效果。
4.2 焙燒試驗及焙燒球抗壓強度
對不同配比生球進行了焙燒杯焙燒試驗。圖1是焙燒杯實驗溫度曲線。焙燒試驗最高焙燒溫度是1260℃,焙燒總時間是54min。焙燒后測定焙燒球的抗壓強度。表9是焙燒球團配比及抗壓強度結果。從試驗結果看,不同配比方案球團礦平均抗壓強度都達到了2600N/P以上,基本能滿足生產要求。
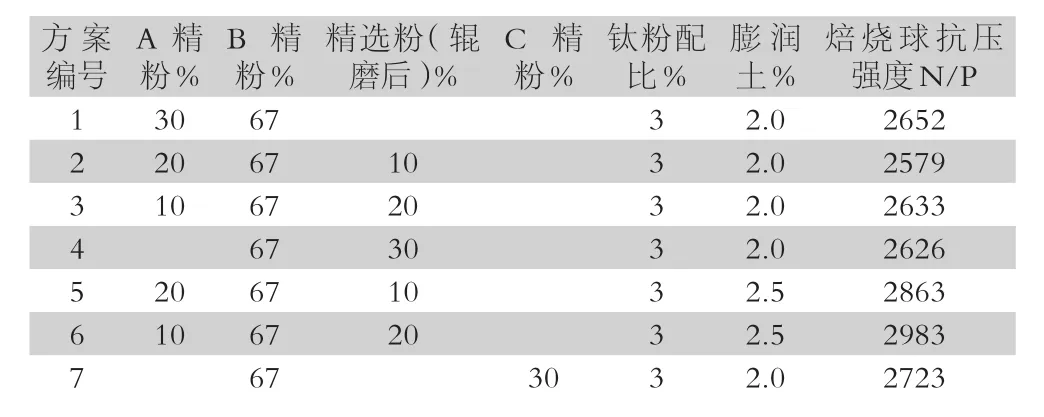
表9 球團配比及焙燒球抗壓強度
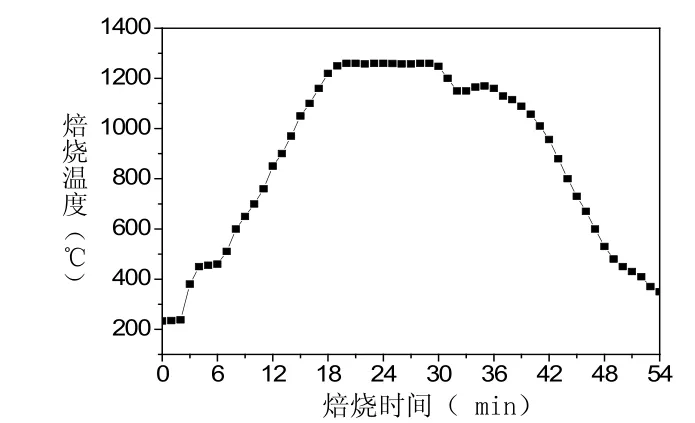
圖5 焙燒試驗溫度曲線
4.2 球團礦冶金性能研究
為進一步掌握配加精選粉后冶金性能情況,組織球團冶金性能試驗研究,試驗數據見表10。從試驗結果看,用精選粉替代B精粉時球團礦的還原膨脹率變化不大,基本在19%左右,還原度略有改善的趨勢。球團礦的低溫還原粉化率指標變化不大,RDI+3.15在95%左右。

表10 焙燒球團礦的冶金性能 單位:%
5 球團應用情況
遷鋼公司有2條鏈蓖機-回轉窯球團生產線,在球團1#和2#都進行了精選粉的應用。考慮到精選粉的比表面積和造球效果,我們采用逐步提高的辦法,一、二系列分別按照3、5、7、10等梯度逐步增加,最終分別穩定在10%、20%的比例。
在工業生產期間,隨著精選粉配比的逐步提高,一、二系列皂土配比有升高趨勢,最高達到1.6%,輥磨前生球落下強度有所降低,但通過高壓輥磨后,生球落下強度與基礎期相比變化不大,總體能夠滿足生產要求。
5.1 球團工業配吃指標、參數情況

表11 球團一系列造球情況

表12 球團一系列焙燒參數情況 單位:℃
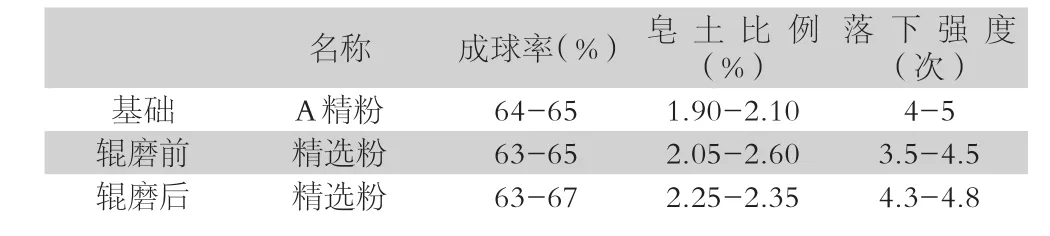
表13 球團二系列造球情況

表14 球團二系列焙燒參數情況 單位:℃
從表10-14中可以看出,球團一、二系列在配加未經過高壓輥磨的精選粉時,膨潤土比例升高。在使用輥磨后的精選粉后,生球落下強度有所提高,配比保持穩定。同時鏈篦機、回轉窯的主要熱工參數保持穩定,說明通過強化管理和操作,在配加精選粉時熱工制度參數變化不大。
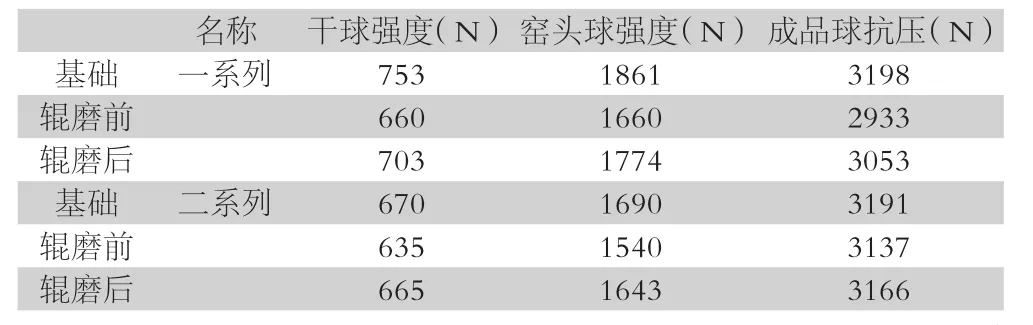
表15 干球及成品球質量情況
表15中可以看出,配加未經過高壓輥磨的精選粉后,干球、窯頭球、成品球抗壓強度均比基礎數據有所下降,分析主要是受成球性差影響,生球粘結效果,生球強度下降,同時表面粉末較多,影響干燥預熱和焙燒效果。在經過高壓輥磨后,效果有所好轉,干球、窯頭球和成品球均好于輥磨前,但稍微比基礎數據低。但差異較小,成品球質量仍超過入爐質量標準,滿足高爐用料需求。

表16 成品球膨脹率 單位:%
從表16中可以看出,球團一、二系列配加精選粉后,成品球膨脹率雖然有所波動,但基本保持穩定。且高于試驗指標。
6 結論
(1)秘魯原礦精選后,品位高,SiO2含量低,有利于提高球團礦品位。
(2)秘魯原礦精選后,-200目含量低時,比表面積低,成球性能較低,-200目含量提高至85%以上,并經過高壓輥磨后,其比表面積提高明顯,成球性能改善。在生產中應用比例最高到25%,可保持基本指標的穩定。
精選粉對球團焙燒強度和冶金性能變化幅度較小、影響不大。