ZJ19卷接機組刀頭護罩門安全聯鎖裝置的改進應用
2019-04-01 15:06:00張彬
科技創新導報 2019年28期
關鍵詞:安全隱患
張彬

摘? ?要:ZJ19型卷接機組刀頭護罩門安全聯鎖故障較為頻繁,且存在著運行中打開護罩的安全隱患。為了解決刀頭安全聯鎖存在的缺陷,設計了一套集機、電、氣為一體的新型自動聯鎖機構,改進后的聯鎖機構運行可靠性,提高了設備本質安全,減少了安全隱患。
關鍵詞:ZJ19? 刀頭護罩門? 安全聯鎖? 插入塊? 門鎖? 安全隱患
中圖分類號:TS43? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?文獻標識碼:A? ? ? ? ? ? ? ? ? ? ? ? 文章編號:1674-098X(2019)10(a)-0082-04
ZJ19型卷接機組是速度8000支/min的卷煙生產設備,該設備的刀頭工作模式為雙刀雙切,在設備全速運行狀態下,刀頭旋轉速度達到2000轉/min。為了保障設備、人員安全,在刀頭防護罩設計有安全聯鎖裝置。在生產過程中發現,該安全聯鎖機構會由于積塵、零部件磨損,引起設備無法開機或異常停機等警示故障,引起安全聯鎖失效,造成刀頭護罩在設備運行中能夠打開的嚴重安全隱患。
1? 原刀頭安全聯鎖裝置工作原理及存在的問題
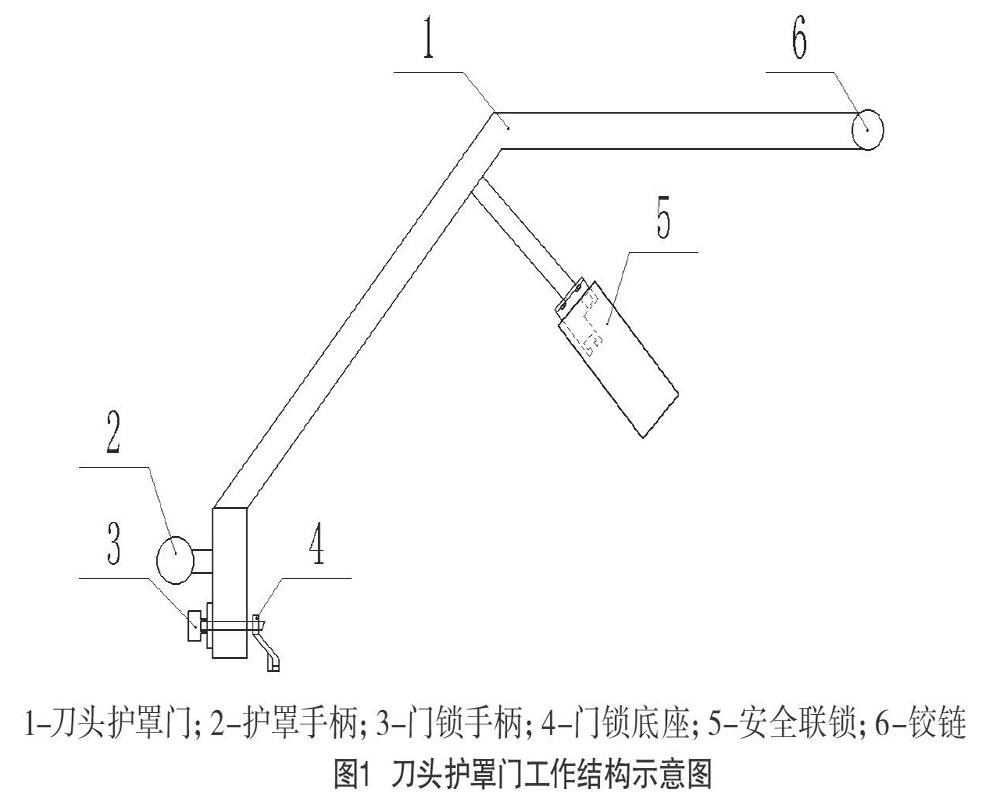
原ZJ19型卷接設備刀頭護罩門(如圖1所示)上安裝有門鎖手柄3,底座4固定在設備上卡住門鎖3,不拉開門鎖手柄3是不能打開護罩門的,在停機狀態下,拉出門鎖手柄3就可以打開刀頭護罩門。
安全聯鎖體5與連接在刀頭護罩門上的插入塊配合,對刀頭護罩門的開啟起到限制性的作用,當設備處于運行狀態下,刀頭護罩門安全聯鎖5始終保持鎖固模式,此時即使拉動門鎖手柄3,控制鎖定桿退出鎖定底座4,也不能打開刀頭護罩門,從而實現安全保護功能。
如圖2所示,安全聯鎖裝置分為插入塊1和聯鎖體兩部分,其中聯鎖體由主要由機械輪2、頂桿3、行程開關4、電磁鐵5、鎖鉤6等部件組成。當設備停機后,電磁鐵5得電驅動鎖鉤6后退,打開插入塊1,刀頭護罩門就能打開,同時行程開關4觸點斷開,顯示屏顯示“刀頭護罩門安全聯鎖打開”故障,設備不能啟動運行。當刀頭護罩門關上時,插入塊插入聯鎖體,在機械輪和頂桿的作用下,行程開關4觸點接通,故障顯示消除,設備能正常開機,運行時電磁鐵5失電,鎖鉤6在彈簧作用下將插入塊1上的鎖定孔7鉤住,因而刀頭護罩門鎖定不能打開。
但實際運行中發現刀頭聯鎖故障較多,且發生幾次運行中就能打開安全護罩的嚴重安全隱患。分析其原因主要在于在設備停機后安全聯鎖還處于鎖定延時狀態,操作工為了趕時間強行拉開門鎖手柄打開刀頭護罩門,根據杠桿原理,打開護罩的力對安全聯鎖鎖鉤和插入塊產生較大的沖擊,加劇其變形、磨損,甚至失效不能鎖固,造成運行中護罩能夠打開。
2? 改進思路
ZJ19型卷煙機刀頭護罩門采用門鎖手動開閉、安全聯鎖自動鎖定兩個部件的組合實現安全防護功能,能夠實現刀頭護罩的安全防護,但也存在著兩個相關聯的功能部件卻不能相互制約的缺陷,即門鎖手柄在設備運行中也能打開,護罩雖然在安全聯鎖的鎖定下不能被完全打開,但卻對安全聯鎖造成沖擊,在安全聯鎖失效的情況下,存在著設備高速運行中刀頭護罩被打開的嚴重安全隱患。
因此,要從根本上解決ZJ19型卷煙機組刀頭聯鎖裝置存在的問題,必須從刀頭護罩門鎖的控制方式入手,提出了以下改進思路(見圖3):將原護罩門鎖與安全聯鎖的功能合二為一,通過對護罩門鎖的開閉增加控制機構,當設備處于運行狀態下,控制機構限制門鎖鎖定桿的動作,鎖定桿無法與門鎖座脫離,這時即使有強行拉起護罩手柄的誤操作,在門鎖的鎖定狀態下,刀頭護罩門也無法打開,護罩門鎖與安全聯鎖的功能合二為一,實現安全聯鎖裝置完善可靠的安全能力。
3? 改造方案的實施
3.1 設計一體式聯鎖安裝支架
新型刀頭護罩門聯鎖裝置的安裝位置處于刀頭護罩門與刀頭喇叭嘴傳動部件毗鄰的狹窄空間里,必須充分考慮新型聯鎖裝置各零部件的體積以及整體的緊湊性。通過測量,以空間利用最大值為目標,確定設計一體式聯鎖支架(見圖4),將刀頭護罩門鎖與限位控制裝置安裝位合二為一,在實現設計功能的同時達到結構緊湊化的要求。
一體式聯鎖安裝支架是在原刀頭門鎖安裝支架的基礎上,整個支架向上延伸,擴展出了新增的門鎖控制裝置的安裝位置。
3.2 設計新型刀頭護罩門聯鎖功能部件
3.2.1 “U”型限位叉架的設計
“U”型限位叉架(見圖5)的作用是對護罩門鎖鎖定桿進行控制,其中叉架的端部為“U”型卡槽,實現與鎖桿的限位作用,尾部與限位座連接,依靠彈簧輔助復位。
3.2.2 設計刀頭護罩門鎖鎖定桿
由于刀頭護罩門鎖鎖定桿增加了與“U”型限位叉架的限位凹槽,用于“U”型限位叉架的嵌入,配合完成門鎖安全鎖固功能,鎖定桿的另一端安裝門鎖手柄(見圖6)。
3.2.3 改進護罩門鎖底座
原來的護罩門鎖底座傾斜延伸長度較長,與改進后的門鎖鎖定桿與限位叉架配合的功能區產生干涉,為此對門鎖底座進行改進,在確保與鎖定桿配合完成護罩門開閉功能的前提下,減少護罩門鎖底座延伸長度(見圖7)。
3.3 設計新型刀頭聯鎖裝置自動控制機構
“U”型限位叉架的鎖定動作必須由自動控制機構來完成,通過查閱相關資料,并且根據其工作特點,由氣缸來作為限位叉架的驅動氣缸。其原因主要有兩點:一是該型氣缸的體積小,符合在狹窄空間的安裝要求。其二,該氣缸為磁感應氣缸,能夠霍爾開關監測氣缸到位情況,即“U”型限位叉架下行與鎖定桿凹形槽嵌合情況,為電控系統判定安全聯鎖的工作狀態提供重要依據。
3.4 改進刀頭安全聯鎖電氣控制裝置
新型聯鎖裝置的自動控制功能采用二位五通電磁閥與氣缸的組合實現自動鎖定功能(見圖8)。當設備處于運行狀態時,電磁閥控制氣缸推動鎖定裝置嵌入門鎖鎖定桿,這個時候門鎖處于鎖定狀態,刀頭護罩門無法打開。當設備完全停機后,電磁閥換向氣缸帶動鎖定裝置抬起,刀頭護罩門鎖處于自由開閉狀態。
3.5 安裝調試
將上述零部件安裝組成新型ZJ19卷接機組刀頭護罩門安全聯鎖裝置(見圖9),在4#ZJ19型進行了安裝調試,在設備運行中,氣缸動作,推動限位叉架10卡住鎖定桿上的槽,阻止人為拉開手柄1,從而保證運行中護罩門不會打開。
經一年的運行表明,其功能滿足刀頭護罩安全要求,且穩定可靠。隨后推廣到其余十組ZJ19機組,長期運行表明新型刀頭護罩聯鎖裝置運行穩定、功能可靠,解決了原安全聯鎖存在的缺陷,杜絕了刀頭部位安全隱患事故的發生,進一步提升了ZJ19設備的本質安全,降低了設備安全隱患。
參考文獻
[1] 李新光.PASSIM(YJ19-YJ29)卷接機組培訓教材.
[2] YJ19-29卷接機組編寫小組.北京出版社.YJ19-29卷接機組.
[3] 許昌煙草機械廠.YJ19-YJ29(PASSIM)卷接機組安裝調試手冊.
猜你喜歡
電子技術與軟件工程(2016年22期)2016-12-26 23:38:35
科技創新與應用(2016年34期)2016-12-23 19:13:16
中國科技博覽(2016年25期)2016-12-20 18:13:39
科技創新導報(2016年20期)2016-12-14 09:20:55
科學與財富(2016年26期)2016-12-01 11:08:09
今日健康(2016年12期)2016-11-17 13:29:46
企業技術開發·中旬刊(2016年10期)2016-11-12 17:10:23
中國科技博覽(2016年18期)2016-10-19 07:54:59
商(2016年27期)2016-10-17 05:02:12
養生保健指南(2016年4期)2016-03-22 12:47:50
