雙離合變速箱殼體中法蘭式鏜鉸刀的運用
2019-04-01 15:06:00諶志能
科技創新導報 2019年28期
諶志能
摘? ?要:雙離合變速箱通過兩套離合器的相互交替工作,來達到無間隙換擋的效果。將現代化的工藝應用在雙離合變速箱的優化設計方面,通過改良產品的鑄造、加工工藝,不但可以提升其燃油效率和使用壽命,還可以減少因離合器失效引發的安全事故。本文筆者根據變速箱殼體加工過程中遇到的實際問題,淺析了法蘭式鏜鉸刀在殼體加工中的運用。
關鍵詞:雙離合變速箱? 燃油效率? 法蘭式鏜鉸刀
中圖分類號:TG713? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?文獻標識碼:A? ? ? ? ? ? ? ? ? ? ? ? 文章編號:1674-098X(2019)10(a)-0050-02
1? 雙離合變速箱變速及工作原理
雙離合變速箱結合了手動變速箱和自動變速箱的優點,沒有采用變矩器,轉而采用兩套離合器,通過兩套離合的相互交替工作,來達到無間隙換擋的效果。兩組離合器分別控制奇數檔和偶數檔,具體來說就是在換檔前,DSG已經預先將下一檔位齒輪嚙合,在得到換擋指令后,DSG迅速向發動機發出指令,在得到指令后,發動機轉速升高,此時先前嚙合的齒輪迅速結合,同時第一組離合器完全松開,完成一次升檔動作,后面的動作以此類推。
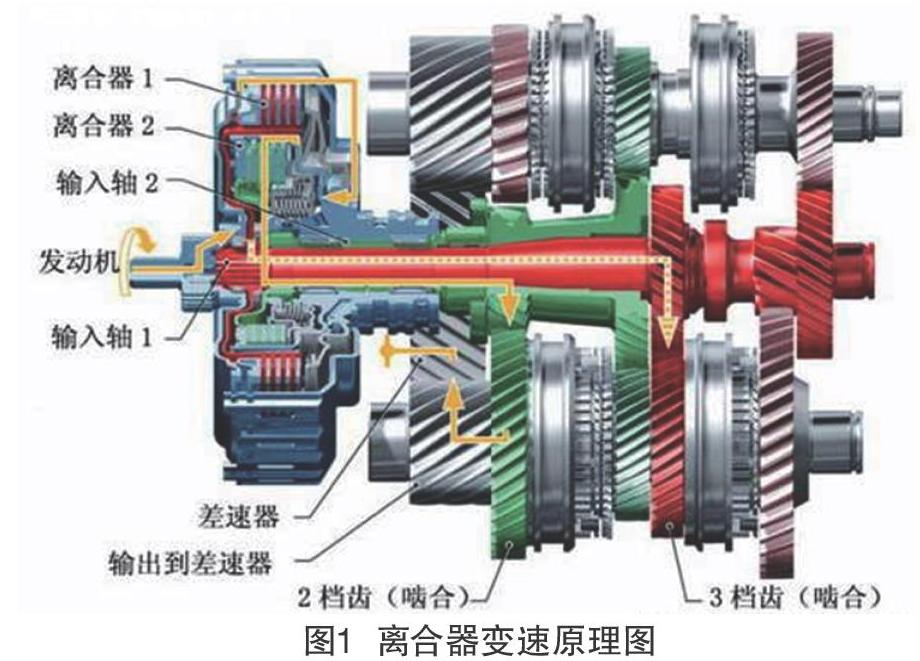
如離合器變速原理圖所示:離合器1負責1檔、3檔、5檔和倒擋,離合器2負責2檔、4檔和6檔;掛上奇數檔時,離合器1結合,輸入軸1工作,離合器2分離,輸入軸2不工作,即在DSG變速器的工作過程中總是有2個檔位是結合的,一個正在工作,另一個則在為下一步做好準備,如果起始檔位和最終檔位屬于同一個離合器控制,則會通過另一個離合器控制器的檔位轉換一下,如果起始檔位和最終檔位不屬于同一個離合器控制的,則可以直接跳躍至所定檔位。傳動滑輪構造分成活動的左右兩半,可以相對接近或分離。錐形盤可在液壓的推力作用下收緊或張開,擠壓鋼片鏈條以此來調節V型槽的寬度。檔椎型盤向內側移動收緊時,鋼片鏈條在椎盤的擠壓下向圓心以外的方向,即離心方向運動,相反會向圓心以內運動。這樣,鋼片鏈條帶動的圓盤直徑增大,傳動比也就發生了變化。因為沒有變距器,所有發動機的動力可以完全發揮出來,同時兩組離合器相互交替工作,使得換擋時間極短,發動機的動力斷層也就非常有限。作為駕駛者我們最直接的感受就是:切換檔動作極其迅速而且平順,動力傳輸過程幾乎沒有間斷,車輛動力性能可以得到完全的發揮。與采用變距器的傳統自動變速器比較起來,由于DSG的換擋更直接,動力損失更小,所以其燃油效率得到提高,據某合資汽車數據顯示其燃油消耗可以降低10%以上。
2? 法蘭式鏜鉸刀在雙離合變速的運用
雙離合變速箱殼體中,加工軸承孔孔徑要求D60R6精度要求內,圓度要求在6謬以內,位置度要求5絲以內,精度要求很高,特別是圖紙對圓度的要求,體現了刀具選用的重要性。通常我們在選用刀具方案時,大多數會采用普通標準鏜刀的工藝方案,顯然在這一次中很難保證圓度的要求。經過多次加工實際經驗和探索,發現帶法蘭式的鏜鉸刀在提高產品穩定性、圓度、跳動、表面質量等方面有明顯的優勢。
2.1 法蘭式鏜鉸刀結構設計
法蘭式鏜鉸刀的結構設計可分為2塊,即鏜鉸刀整體結構圖和法蘭式結構圖,鏜鉸刀用鎖緊螺釘固定契型塊,導向材料硬度等級相對較高(達T15),設計外圓切削部位比刀片部位小4~6個謬以內。其中刀片設計了獨特的斷屑臺,大前角及后角使刀片刃口更加鋒利,在保證刀片有效斷屑的情況下,切削更輕快。同時,導向精度圓環(6個人造金剛石刀片均勻分布)的設計要求導向體和配合的單向推力球軸承無竄動且轉向靈活,表面粗糙度要求Ra1.6,在用測量工具檢測時,要求導向精度圓環的徑向跳動小于2絲以內,刀片方向的徑向跳動小于1絲以內。
在加工過程中,刀片的斷屑能力直接影響到孔徑是否合格。在我們傳統設計標準鏜刀結構時,采用大頭刀柄加鏜刀桿形式(雙臺階),當切削孔徑要求很高時,切削刃口保持在切削孔徑外部,切削刃上的速度差小,切削的橫向卷曲不會很強烈,切削折斷比較困難,易于產生長的帶狀切屑,另一方面由于鏜刀桿上刀片采用普通斷屑槽形式,鏜孔與擴孔部分共用一個容屑槽,鏜孔切屑和擴孔切屑需要通過同一溝槽排除,擴孔部分不易折斷的帶狀切屑極易堵塞主切屑刃的溝槽,從而妨礙孔的排屑。法蘭式鏜鉸刀刀片經過特殊涂層設計,采用獨特的納米結構涂層,與基體結合更加緊密,韌性和硬度更高,保證了刀片表面光滑的同時,降低摩擦力,使排屑更流暢。
2.2 法蘭式鏜鉸刀布局方案
法蘭式鏜鉸刀布局方案,應同時體現鏜刀和鉸刀的布局,既能保證鏜刀對孔徑位置度的要求,又能保證鉸孔對孔徑精度的要求。在設計中,我們采用了導向精度圓環與法蘭盤連接的方式,在連接中有人造金剛石導條刃和法蘭固定環,左右兩側各有一個刀座。其中,一個刀座的徑向位置較接近外徑,稱為外刀座。通過調整外刀座的徑向位置,就可達到調整鏜孔的目的。
布局方案中,導向精度圓環進給采用右向移動方式,刀片在切屑孔徑時,通過車外圓的方式鏜內部孔徑。在這一過程中,刀片會對孔壁有擠壓作用力,對鏜桿的徑向產生一個反向作用力,使孔壁產生豎向刀紋,影響孔徑精度、圓度和表面質量。如能有效控制反向作用力的產生,即能提高孔的加工質量。我們研制的法蘭式鏜鉸刀在布局中有導向精度圓環,平衡了轉動體快速轉動時產生的反向作用力,同時在鏜孔的過程中導條刃起到了支撐和提供拉力切屑的方式,從而有效的解決了反向作用力的問題,提高了孔的加工質量。
2.3 D孔圓度加工效果與驗證
法蘭式鏜鉸刀對雙離合變速殼體軸承孔加工后進行檢測,產品孔壁表面光亮且無豎向刀紋,粗糙度值Ra0.8um,孔的尺寸精度范圍2絲—5絲,通過專用檢具檢測孔的圓度合格。為進一步得到法蘭式鏜鉸刀對加工穩定性的影響,采用三坐標掃描、取點的方式分別測量孔的圓度,得出穩定性在99.73%以上,充分滿足生產要求。
3? 結語
本文淺析了雙離合變速箱殼體中法蘭式鏜鉸刀的運用,并分析了雙離合變速及工作原理,通過研究分析鏜鉸刀整體結構和法蘭式結構對加工孔圓度的影響,表明:帶法蘭式鏜鉸刀在提高產品穩定性、圓度、直線度、表面質量等方面有明顯的優勢,值得運用及推廣。
參考文獻
[1] 鐘維.濕式雙離合器原理研究[J].清遠職業技術學院學報,2017(3):44-46.
[2] 孫成建.帶內冷卻鉆鉸一體刀具的研制[J].裝備制造技術,2013(6):134-135.
[3] 魏云鵬.汽車制動鼓加工中鉆鉸復合刀具的運用[J].科技傳播,2013(2):151.
[4] 朱達新.剛性鏜鉸刀在雙聯葉片泵前配油盤加工中的應用[J].金屬加工(冷加工),2015(12):61.
