RTM用6818高溫環氧樹脂化學流變特性研究
2019-03-28 07:59:44龔文化杜姝婧許亞洪
宇航材料工藝 2019年6期
龔文化 杜姝婧 許亞洪
(航天特種材料及工藝技術研究所,北京 100074)
文 摘 以樹脂傳遞模塑(RTM)用6818高溫環氧樹脂體系的化學流變特性研究為目的,以差示掃描量熱法(DSC)和黏度實驗為基礎,采用外推法初步確定了6818樹脂體系的固化工藝制度。依據雙阿累尼烏斯方程建立了樹脂體系的化學流變模型,模型曲線與實驗數據的吻合性良好。模型分析表明,在80~100℃內樹脂體系黏度低于200 mPa·s的時間大于12 h,可以作為6818樹脂比較理想的注膠溫度。該模型能夠反映6818樹脂黏度變化規律,預報該樹脂體系的RTM工藝窗口。
0 引言
采用RTM工藝成型的產品具有尺寸精度高、外觀質量好等特點,目前已廣泛應用于航空航天、船舶、汽車等領域[1-3]。在RTM工藝中樹脂對纖維只有一步浸潤,因此對樹脂體系的要求較高[4]。樹脂在注膠溫度下應當具有較低的黏度且具有較長的適用期,樹脂黏度低使得樹脂在模具中流動阻力小,能夠快速充滿模具形腔,有利于樹脂對預制體的浸潤;適用期長能夠保證樹脂在發生固化反應前將預制體浸潤完全[5]。
環氧樹脂由于具有優良的化學和力學性能[6],已經成為制備復合材料產品的首選基體材料[7]。樹脂體系的化學流變特性是決定復合材料成型工藝參數的關鍵因素,環氧樹脂成型過程中的化學流變特性比較復雜,可以通過對樹脂體系進行動態黏度和等溫黏度分析,建立樹脂體系的化學流變模型,進而對樹脂體系在特定條件下的黏度進行分析[8-9]。
崔郁等研究了RTM用5284樹脂體系的流變特性,確定了樹脂體系的低黏度平臺窗口及RTM工藝參數[10]。張明等采用雙阿累尼烏斯方程研究了RTM用環氧3266樹脂體系的化學流變特性,并建立了相應的化學流變模型[11]。梁志勇等以黏度試驗和熱分析試驗為基礎,研究了用于RTM工藝的中溫固化EPON862環氧樹脂體系的化學流變特性,為制定合理的RTM工藝參數提供了科學依據[12]。王芳芳等研究了RTM用雙馬來酰亞胺樹脂體系的化學流變性能,對不同配方樹脂體系進行動態及等溫黏度測試,建立了樹脂體系的流變模型,確定了RTM成型工藝窗口[13]。
6818環氧樹脂是航天特種材料及工藝技術研究所最新研發的一種用于RTM成型工藝的高溫固化環氧樹脂體系。該樹脂體系具有黏度低、注膠溫度低、RTM工藝試用期長等優點,固化后的復合材料可在130℃下長期使用。本文研究了該樹脂體系的固化反應特性和流變特性,依據雙阿累尼烏斯方程建立了樹脂體系的化學流變模型,并對樹脂的低黏度平臺和RTM工藝窗口進行了預報,對6818環氧樹脂進行不同升溫速率下的DSC測試,應用外推法初步確定樹脂體系的固化工藝制度,為該樹脂體系的RTM工藝參數及固化工藝制度的確定和優化提供理論基礎。
1 實驗
1.1 材料
實驗主要原料為6818高溫環氧樹脂體系,室溫下為淡黃色固體,自制。6818樹脂由三種樹脂輥壓混合制備,組分A為低黏度環氧樹脂,組分B為酚醛型環氧樹脂,組分C為氰酸酯樹脂。
1.2 實驗儀器
差示掃描量熱儀:瑞士METTLER公司DSC-822,用于分析樹脂的固化反應特性。實驗溫度范圍為25~350℃,升溫速率分別為5℃/min。
旋轉黏度計:美國BROOKFIELD公司DV3TRVT,轉子號21,用于測量樹脂的動態黏度和等溫黏度。
1.3 實驗方案
對樹脂體系進行DSC測試,分析樹脂的固化反應特性;在升溫狀態下測定樹脂體系的黏度變化;選取4個溫度點,在恒溫狀態下測定樹脂的黏度變化。
2 結果與討論
2.1 DSC曲線分析
圖1是6818環氧樹脂升溫速率為5℃/min時的DSC曲線。樹脂固化反應的起始溫度為164℃,峰值溫度為252℃,終止溫度為265℃,屬于高溫固化樹脂體系。樹脂反應的放熱峰較窄、放熱量高,說明樹脂反應過程中放熱比較集中。由于DSC測試所需的樹脂用量與實際注膠過程的樹脂用量相比非常小,考慮熱擴散因素的影響[14],初步確定樹脂的注膠工藝溫度應在130℃以下。
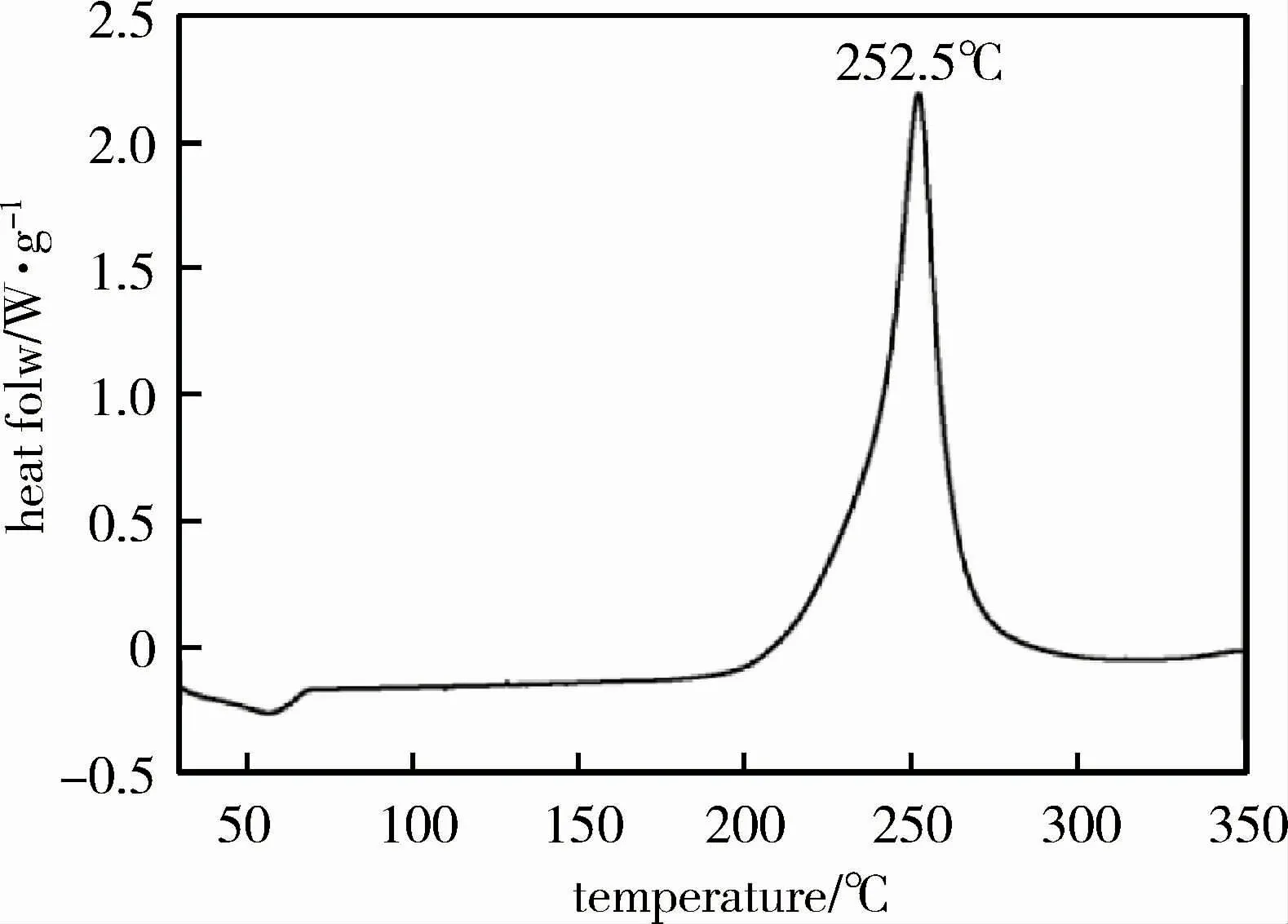
圖1 6818環氧樹脂的DSC曲線Fig.1 DSC curve of the 6818 epoxy resin system
2.2 動態黏度分析
6818樹脂的動態黏度曲線如圖2所示。隨著溫度的不斷升高,樹脂的黏度迅速降低,并在70~165℃的溫度范圍內低于200 mPa·s,當溫度達到170℃時開始迅速上升。由此可以看出樹脂體系能夠在較寬的溫度范圍內保持低黏度狀態,符合RTM成型工藝樹脂適用期盡可能長的要求。結合DSC曲線可知,當溫度在70~130℃之間時,DSC曲線變化平緩,樹脂的黏度比較低,樹脂體系內部反應比較緩慢,可以作為比較理想的RTM注膠工藝期。由于動態黏度測試的結果具有一定的滯后性,且實驗與實際成型之間也存在差異,因此選擇在70~100℃內確定等溫黏度實驗點。
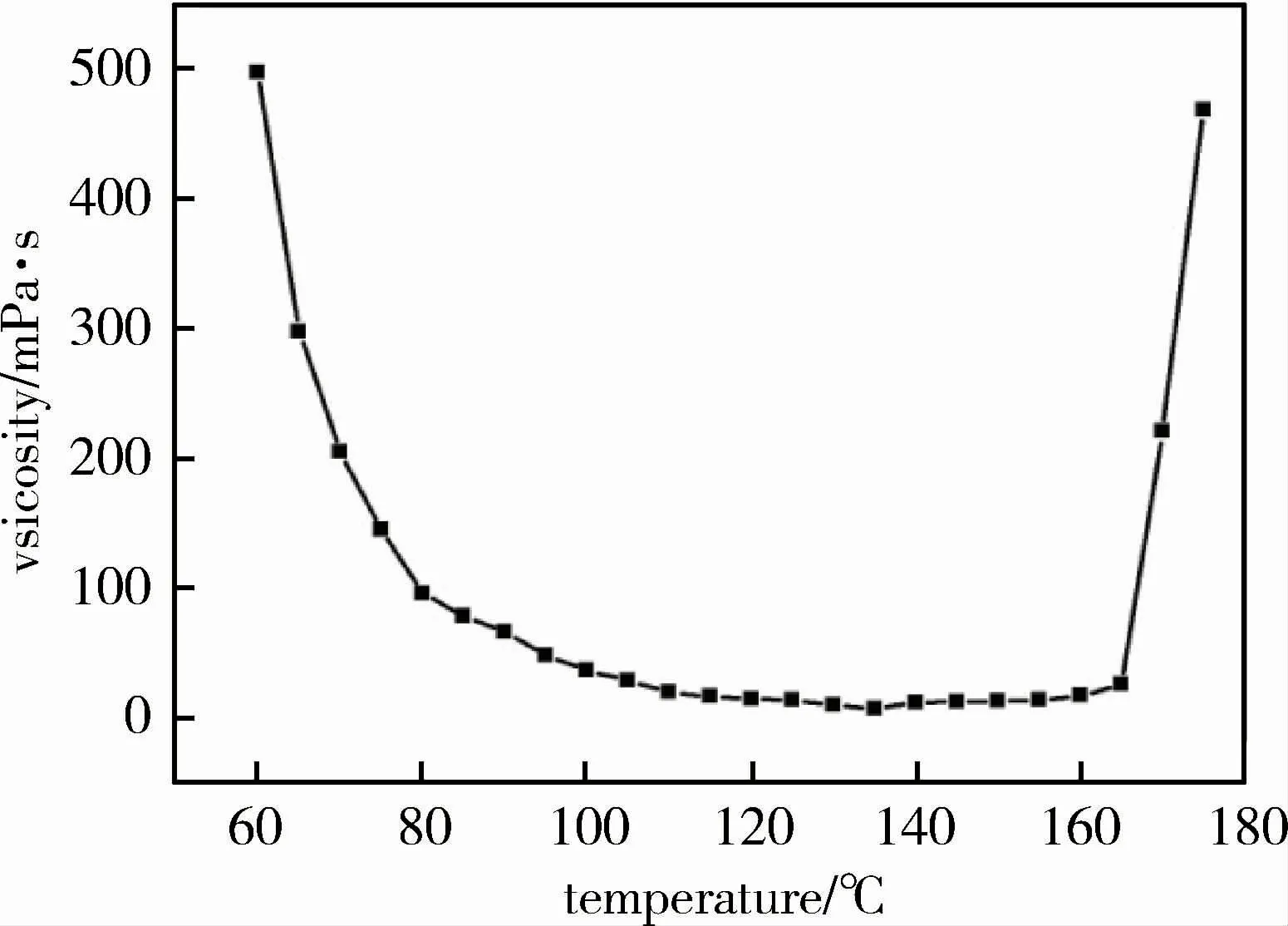
圖2 6818環氧樹脂的動態黏度曲線Fig.2 Viscosity-temperature curve of the 6818 epoxy resin system
2.3 等溫黏度分析
選取70、80、90、100℃點進行等溫黏度測定,結果如圖3所示。在溫度不變的條件下,隨著時間的增加各溫度點的樹脂黏度逐漸增大,但不同溫度下黏度上升的趨勢有所不同。
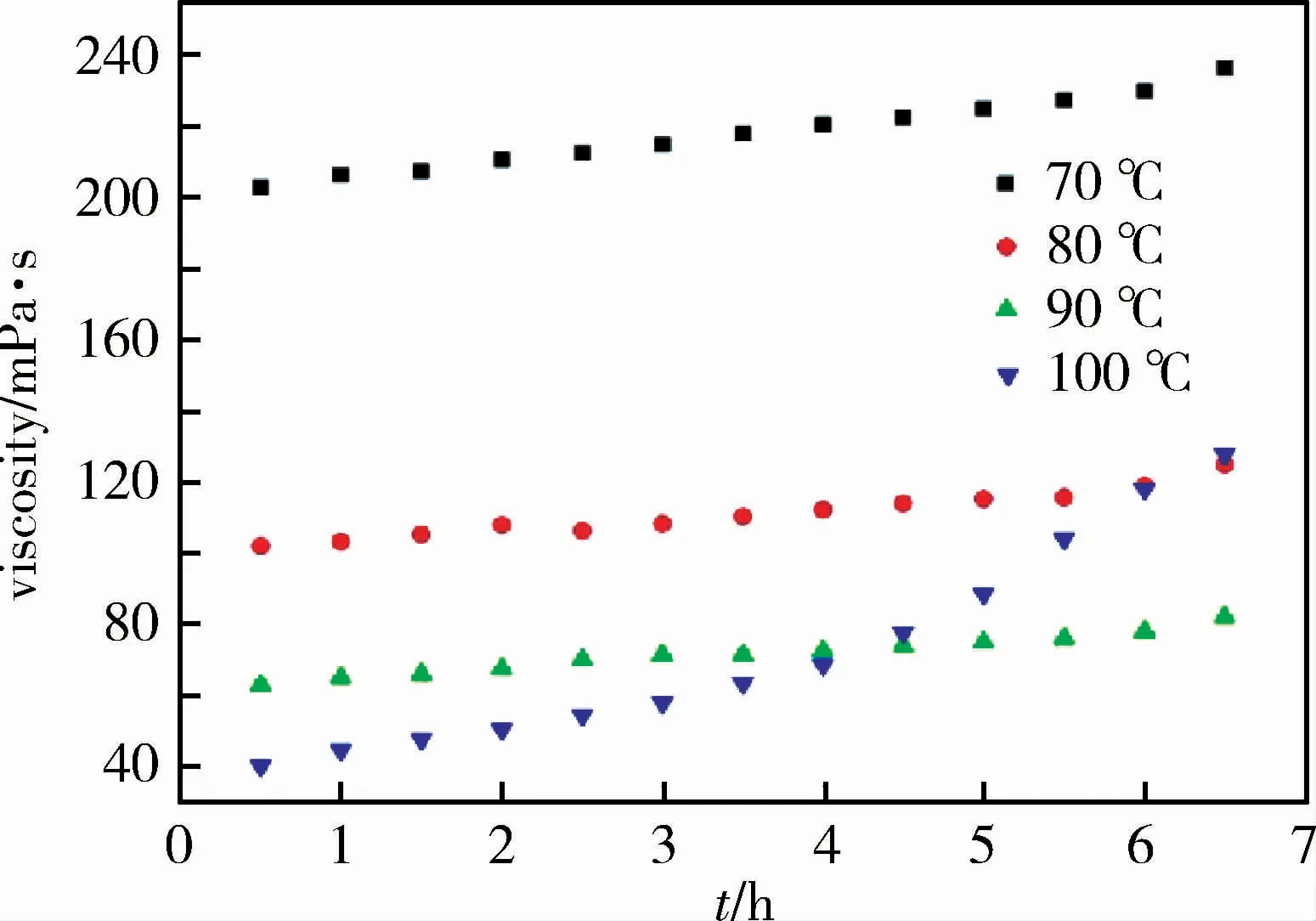
圖3 不同溫度下6818環氧樹脂的等溫黏度曲線Fig.3 Viscosity-time curve of the 6818 epoxy resin system
2.4 化學流變模型
相對黏度可以消除實驗誤差,更加準確地反應樹脂體系的黏度特性。依據雙阿累尼烏斯黏度方程建立6818環氧樹脂體系的化學流變模型[15],見式(1)。

式中,ηt為樹脂在任意時刻t的黏度;η0為樹脂在初始時刻0的黏度;n為模型參數;t為保溫時間。
η0和n符合阿累尼烏斯黏度方程。
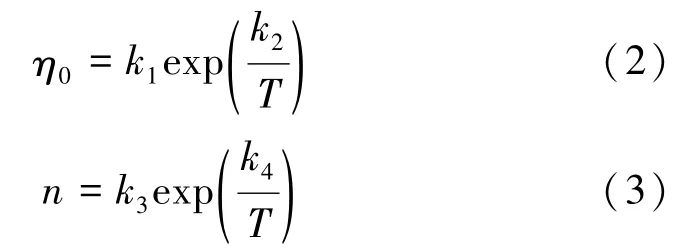
式中,k1~k4為模型參數,T為溫度。
為確定k1、k2,可以對式(2)作如下變化:

根據實驗數據,由lnη0對1/T作圖得到圖4,可知,擬合曲線與實驗數據的吻合性較好,對擬合曲線進行線性分析可以得到式(5)。
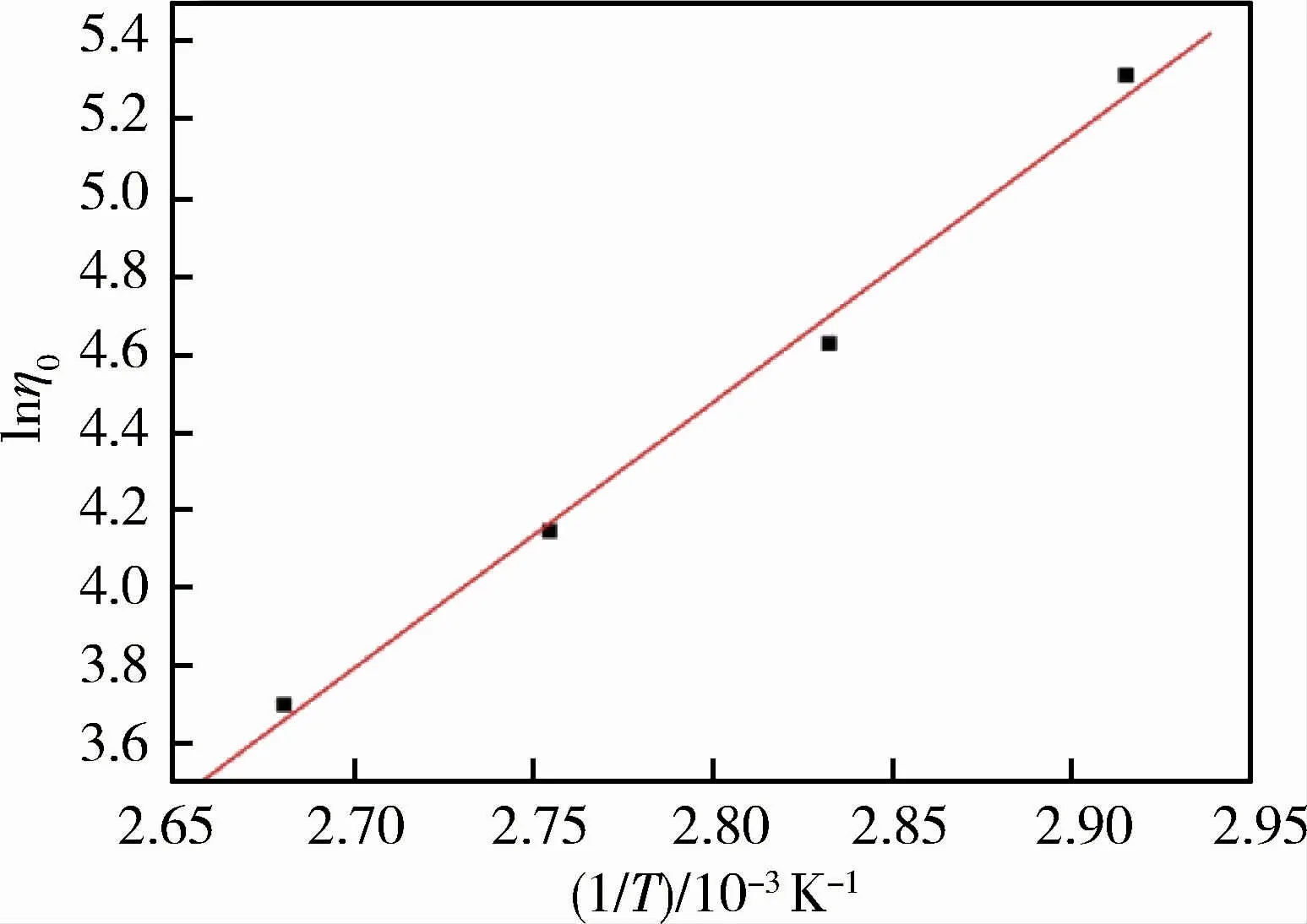
圖4 6818環氧樹脂lnη0-1/T擬合曲線Fig.4 lnη0-1/T curve of the epoxy resin system 6818

由該直線方程可以求出模型參數k1、k2,得到初始黏度模型,如式(6)所示。

計算4個溫度點的相對黏度ηt/η0,并對時間t作圖,可以得到圖5。
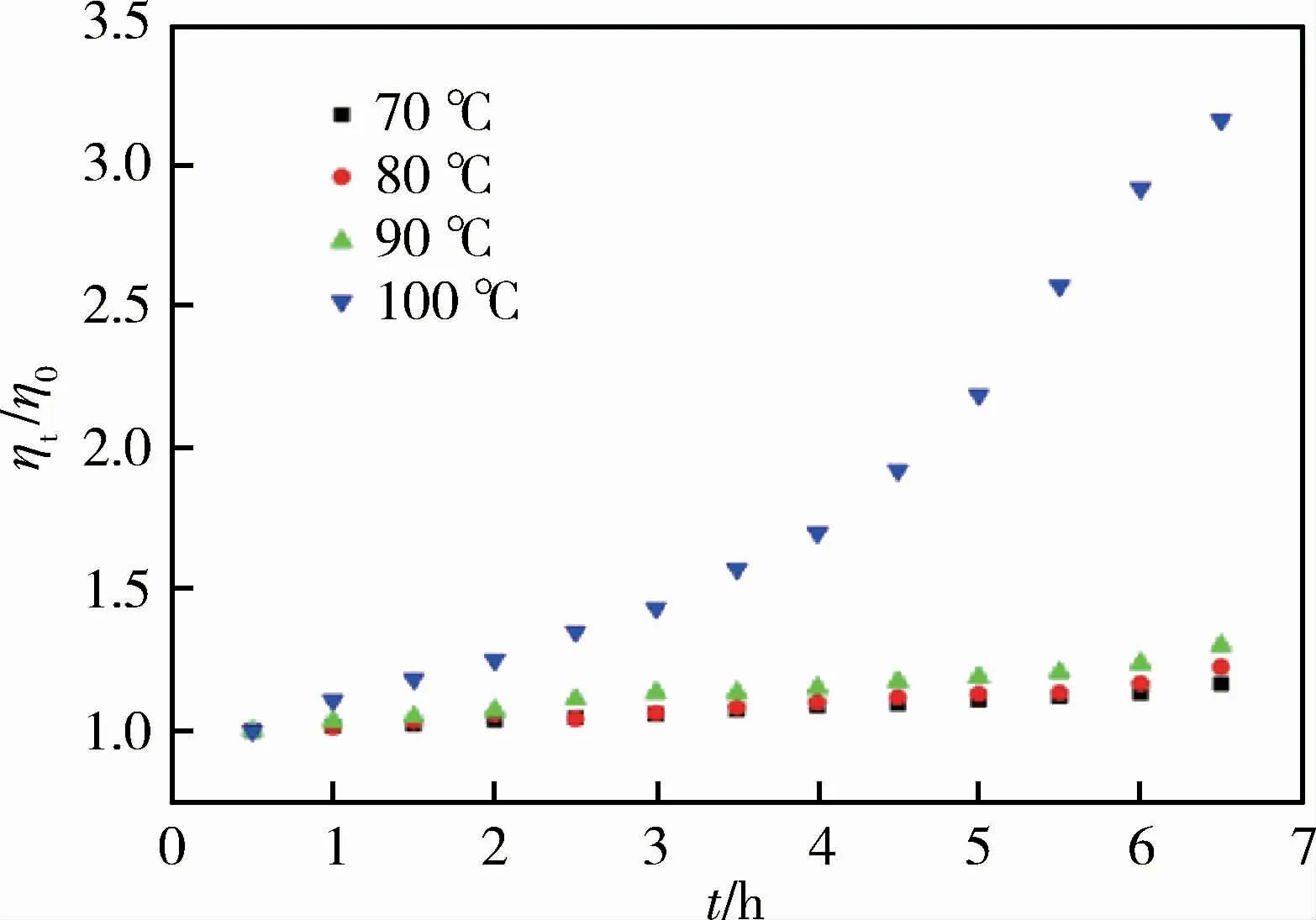
圖5 6818環氧樹脂的相對黏度曲線Fig.5 Relative viscosity curves of the 6818 epoxy resin system
對相對黏度曲線進行非線性最小方差分析,得到每個溫度下的模型參數n值,結果如表1所示。對式(3)兩邊取對數,得到式(7),將ln n與1/T作圖,便可得到圖6。
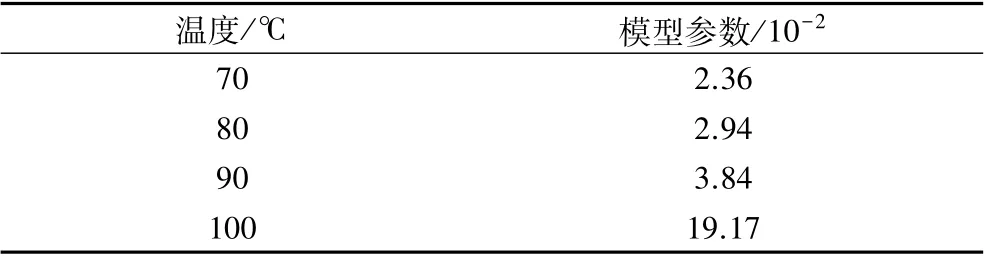
表1 不同溫度下模型參數n值Tab.1 Fitting values of viscosity model parameter(n)
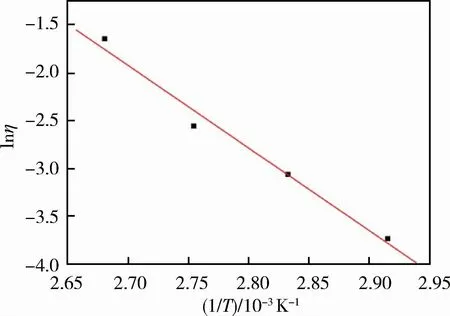
圖6 6818環氧樹脂ln n-1/T擬合曲線Fig.6 ln n-1/T curve of the 6818 epoxy resin system
由圖6可以看出,ln n與1/T的線性關系比較好。對ln n與1/T進行線性擬合,計算得到參數k3、k4,模型參數n見式(8):

將式(8)代入式(1)可以得到6818樹脂的等溫相對黏度模型:

根據式(6)與式(9)可得到6818樹脂黏度計算數學模型,結果如下:

為驗證模型的可靠性,將模型曲線與實驗數據進行比較(圖7),模型曲線與實驗數據吻合性很好,可以采用此模型預測6818環氧樹脂體系的化學流變特性。
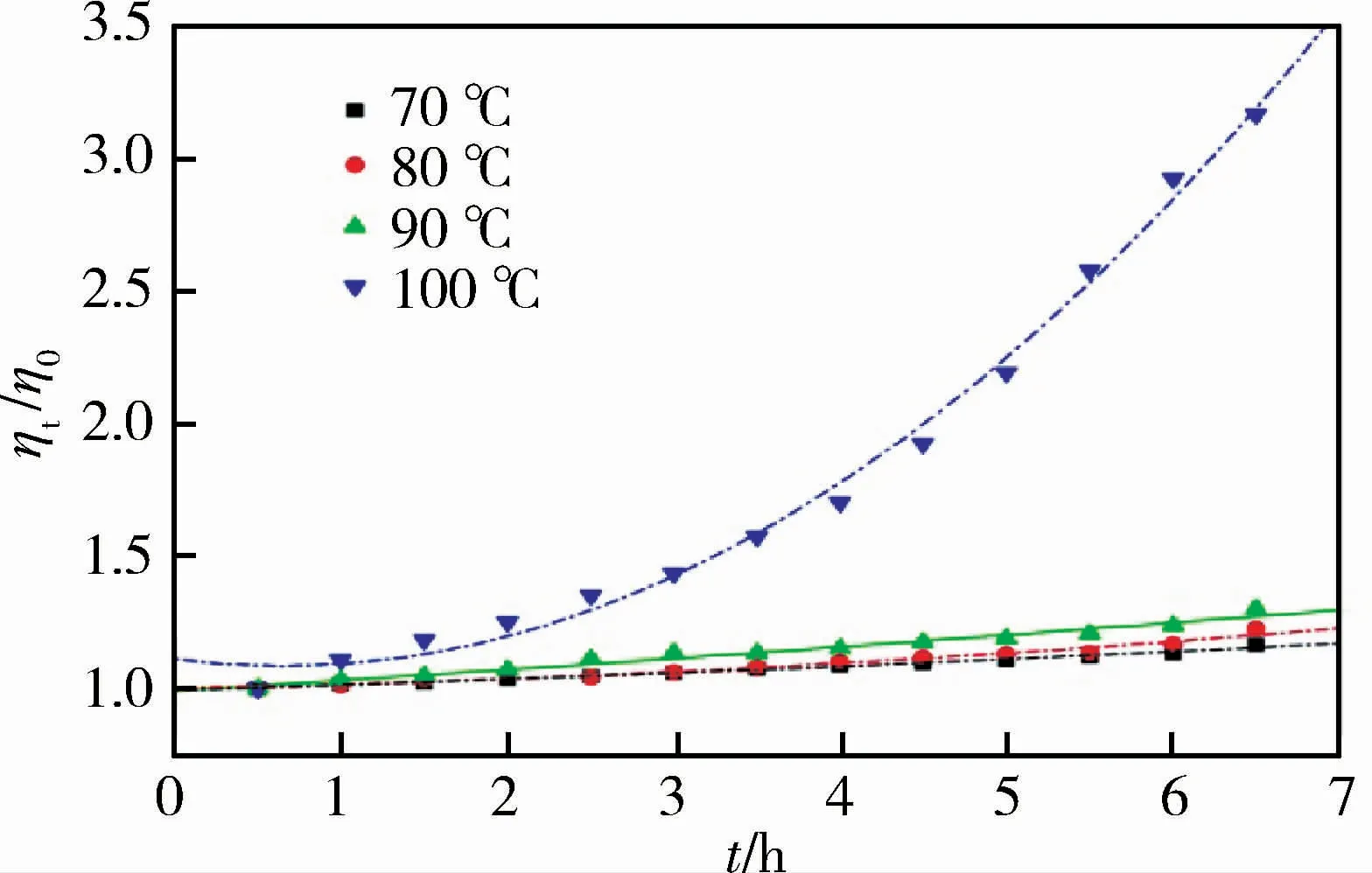
圖7 6818環氧樹脂相對黏度模型曲線與實驗數據對比Fig.7 Comparison of relative viscosity curves and experimental value
2.5 RTM 工藝窗口預報
根據6818樹脂黏度模型,以黏度、溫度、時間為坐標,作6818樹脂的三維曲線,如圖8所示。
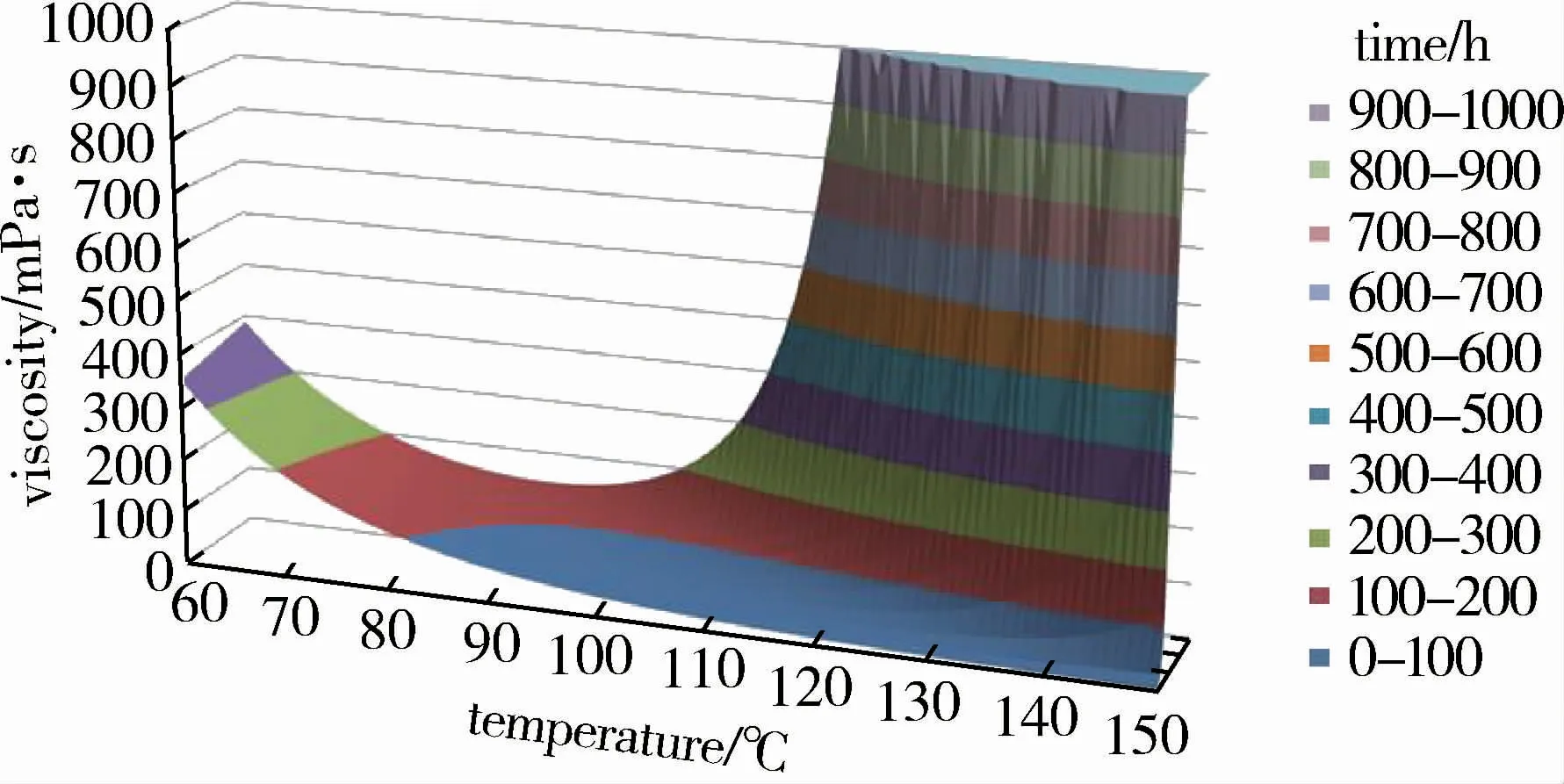
圖8 6818環氧樹脂黏度特性的預測Fig.8 Prediction of the viscosity of the 6818 epoxy resin system
由6818樹脂黏度模型對樹脂的RTM工藝窗口進行預報,選取黏度400、300、200、100及50 mPa·s作為低黏度平臺,預報結果如表2所示。可知,在70~130℃,6818樹脂黏度低于400 mPa·s的時間大于5 h,說明在此溫度范圍內樹脂的工藝適用期比較長,能夠滿足RTM成型工藝的要求。在80~100℃溫度范圍內,樹脂黏度低于200 mPa·s的時間大于12 h,低于50 mPa·s的時間大于2 h。綜合考慮RTM工藝對樹脂在注膠溫度下應當具有較低的黏度且具有較長的適用期的要求,可以確定6818樹脂的最佳注膠溫度為80~100℃。
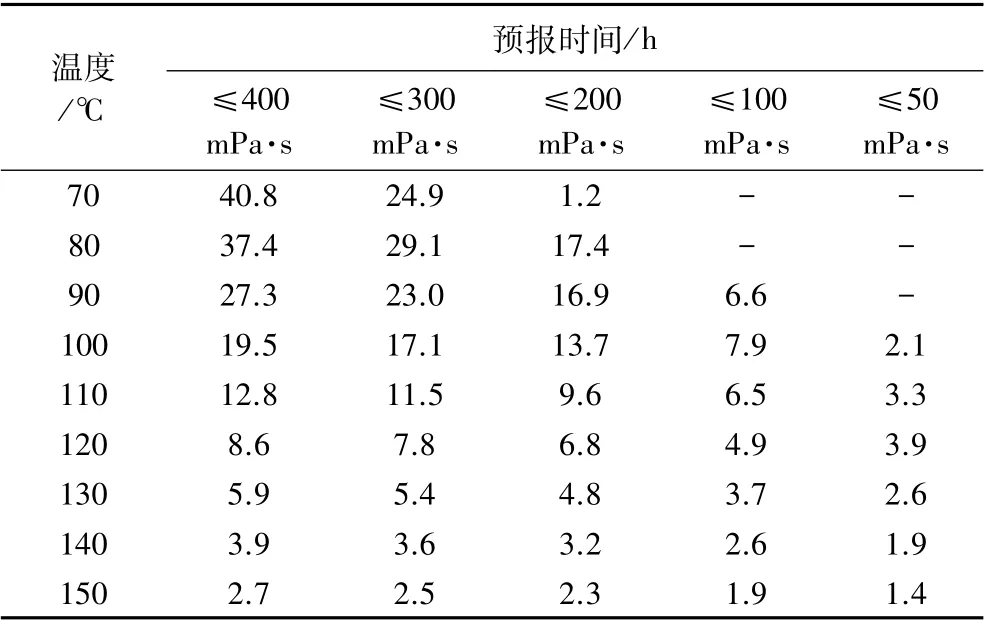
表2 6818環氧樹脂RTM 工藝窗口預報Tab.2 Prediction of the processing w indow of the 6818 epoxy resin system
2.6 固化過程分析
圖9是6818樹脂在不同升溫速率下的DSC曲線,對不同升溫速率下固化反應的起始溫度Ti、峰值溫度Tp和終止溫度Tf作圖10。采用外推法可以計算出升溫速率β=0時Ti0=150.6℃,Tp0=236.1℃,Tf0=250.2℃。由于樹脂反應過程放熱集中且放熱量較大,如果直接將外推特征溫度作為固化溫度,易引起爆聚。因此應在外推特征溫度的基礎上適當降低固化溫度,延長固化時間,并設置保溫臺階。故可將樹脂的固化工藝制度初步設定為130℃/2 h+200℃/2 h+220℃/2 h。
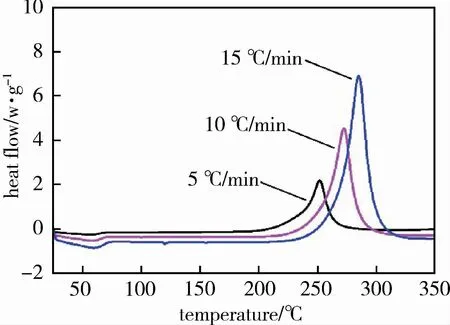
圖9 6818環氧樹脂在不同升溫速率下的DSC曲線Fig.9 DSC curve of the 6818 epoxy resin system at different heating rates
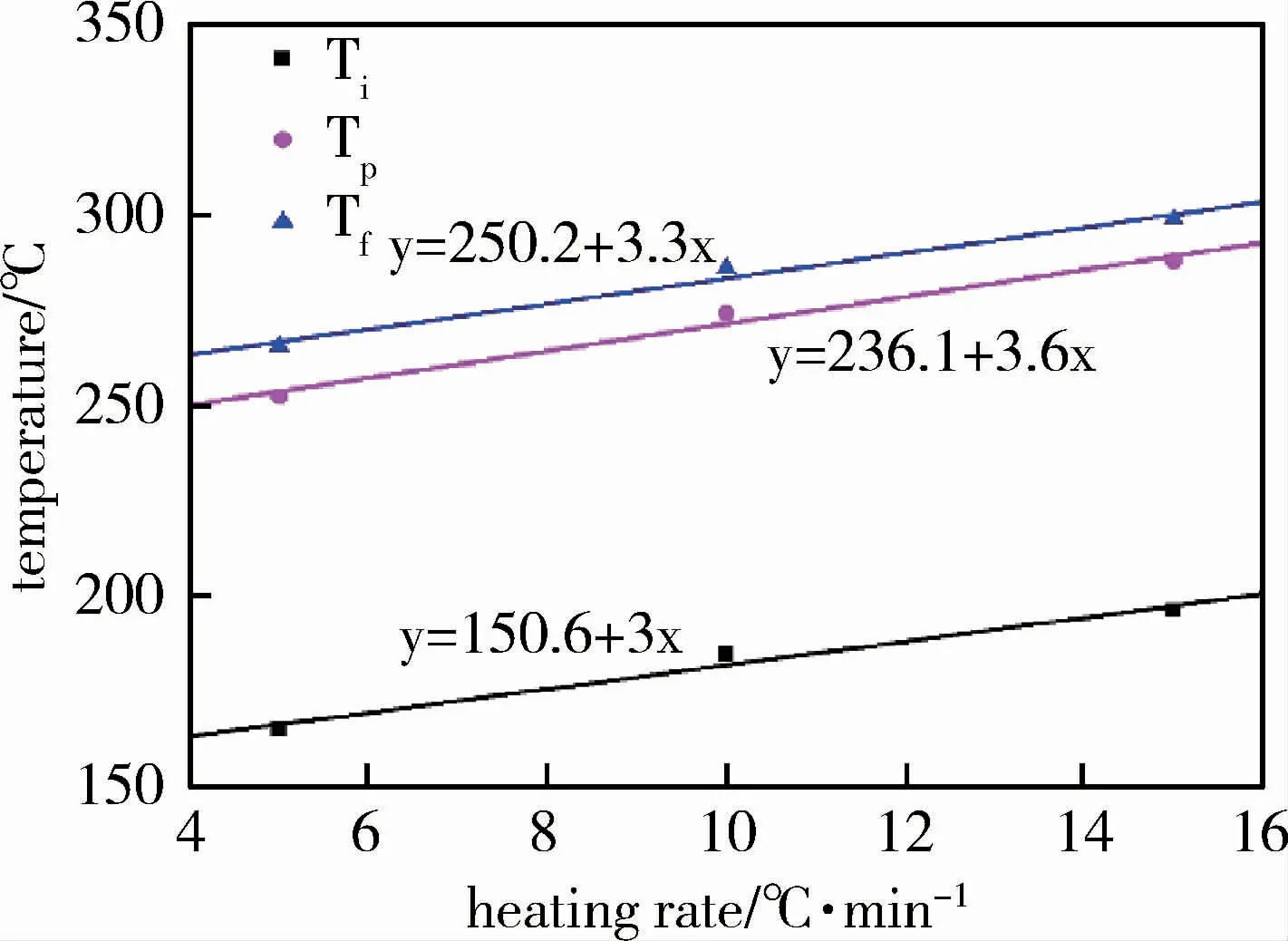
圖10 特征溫度T與升溫速率β的關系曲線Fig.10 Relation of characteristic temperature T and heating rateβ
3 結論
(1)RTM用6818高溫環氧樹脂的化學流變性能符合雙阿累尼烏斯流變模型,模型分析結果與實驗數據具有一致性,該模型可以較好的表征6818樹脂體系的黏度特性,為確定RTM成型工藝窗口提供理論依據。
(2)6818環氧樹脂的初始黏度相對較高,隨著溫度的不斷升高,樹脂的黏度迅速降低,并在70~165℃的溫度范圍內低于200 mPa·s,當溫度達到170℃時開始迅速上升。
(3)6818環氧樹脂在70~130℃范圍內能夠滿足RTM成型工藝的要求。在80~100℃溫度范圍內,樹脂黏度低于200 mPa·S的時間大于12 h,低于50 mPa·S的時間大于2 h。因此可以確定6818環氧樹脂比較理想的注膠溫度為80~100℃。
(4)對6818環氧樹脂進行不同升溫速率下的DSC測試,應用外推法初步確定樹脂體系的固化工藝制度為130℃/2 h+200℃/2 h+220℃/2 h。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
新世紀智能(數學備考)(2020年11期)2021-01-04 00:38:16
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
光學精密工程(2016年6期)2016-11-07 09:07:19
銅業工程(2015年4期)2015-12-29 02:48:39
新高考·高一物理(2014年1期)2014-09-18 01:26:07
石油化工應用(2014年8期)2014-03-11 17:40:03
