CFRP復合材料超聲振動套孔分層抑制機理分析
2019-03-28 07:59:32鄧琦鍵楊志波王愛春
宇航材料工藝 2019年6期
關鍵詞:振動
李 哲 鄧琦鍵 楊志波 侯 博 王愛春
(1 航天材料及工藝研究所,北京 100076)
(2 北京工業大學材料科學與工程學院,北京 100124)
文 摘 針對碳纖維增強復合材料在傳統鉆孔過程易出現分層缺陷,采用金剛石空心套刀和超聲振動加工技術進行了CFRP超聲振動套孔分層抑制機理分析。理論分析了傳統麻花鉆鉆孔與金剛石套刀普通套孔過程的分層機理及評價,超聲振動套孔對分層抑制的機理,并且進行了實驗驗證。結果表明:相比于CFRP普通套孔,超聲振動套孔能夠有效提高套刀切削性能和排屑效果,降低鉆削力12.5%~19.2%,抑制切屑粉塵黏附套刀和料芯堵塞套刀,抑制CFRP分層缺陷形成,改善孔表面質量。
0 引言
近年來,碳纖維增強復合材料(CFRP)在航空航天領域的使用需求日益漸增,由于CFRP具有密度小、比強度高、比模量高、耐腐蝕、耐疲勞、耐高溫、阻尼減震性好、性能及結構可設計、復雜部件易成型等優勢,例如:波音787客機和F35戰斗機的CFRP使用量分別達到50%wt和35%wt[1-5]。在CFRP零部件的使用過程,需要預先加工出大量孔以便于與其他零部件進行連接和裝配,所以制孔過程是必不可少的工序;在傳統麻花鉆制孔過程,由于麻花鉆軸向鉆削力較大而極易出現CFRP孔分層和撕裂缺陷,同時由于CFRP的材料特性導致傳統麻花鉆容易磨損、刀具使用壽命短、切削性能不穩定。CFRP孔的分層缺陷將極大影響孔連接承載性能、抗疲勞性能[1-12]。
為改善CFRP傳統麻花鉆制孔的分層缺陷,國內外一些學者采用金剛石磨粒空心套刀進行了CFRP普通套磨(common core drilling,簡記CCD)制孔研究,可有效降低軸向鉆削力、CFRP孔分層缺陷程度及刀具磨損;但是,由于套刀排屑效果較差使得切屑粉塵易黏附套刀、切屑料芯易堵塞套刀,導致套刀切削性能急劇下降、鉆削力急劇增大,從而易引發CFRP普通套孔的分層缺陷并且會加劇分層缺陷形成的程度[13-21]。
超聲振動套孔作為一種新工藝方法,近年來,國內外一些學者采用超聲機床、套磨鉆孔刀具結合氣液冷卻系統對CFRP進行了超聲套孔試驗研究,試驗結果明顯提高了CFRP孔表面質量、降低了孔分層缺陷形成,但在無冷卻干切削條件下的CFRP超聲套孔抑制分層形成方面的研究相對較少[22-24]。
本文針對CFRP普通套孔過程引發分層缺陷的問題,結合超聲振動加工技術的良好工藝特性,并對比分析傳統麻花鉆鉆孔和普通套孔的分層機理,從超聲振動套孔原理、分離切削運動特性及提高排屑效果方面,進行了無冷卻干切削條件下的CFRP超聲振動套孔分層抑制機理分析和試驗驗證。
1 CFRP傳統鉆孔與套孔的分層形成及評價分析
1.1 分層形成分析
在CFRP傳統鉆孔過程,鉆頭受到軸向鉆削力、切向力、徑向力和形成扭矩作用。由于鉆頭橫刃中心線速度為零產生向下純擠壓推擠作用、橫刃為負前角切削產生向下切削推力、主切削刃受軸向鉆削力作用產生向下切削推力并且受到切向力形成扭矩作用產生向上切削推力,在CFRP入口鉆削過程未切削層相對已切削層較厚使得孔底承載能力較強、孔口承載能力較差,從而形成入口張開型和撕開型裂紋的剝離分層,并且以扭矩作用產生向上切削推力的撕開型裂紋為主,如圖1(a)所示。在CFRP出口鉆削過程未切削層相對已切削層較薄使得孔底承載能力較差、較厚的已切削層對主切削刃受扭矩作用產生向上切削推力具有較強承載作用,從而形成出口張開型和滑開型裂紋的推出分層,并且以向下推擠力和鉆削力產生向下切削推力作用形成的張開型裂紋為主,如圖1(b)所示[14,20,25-26]。
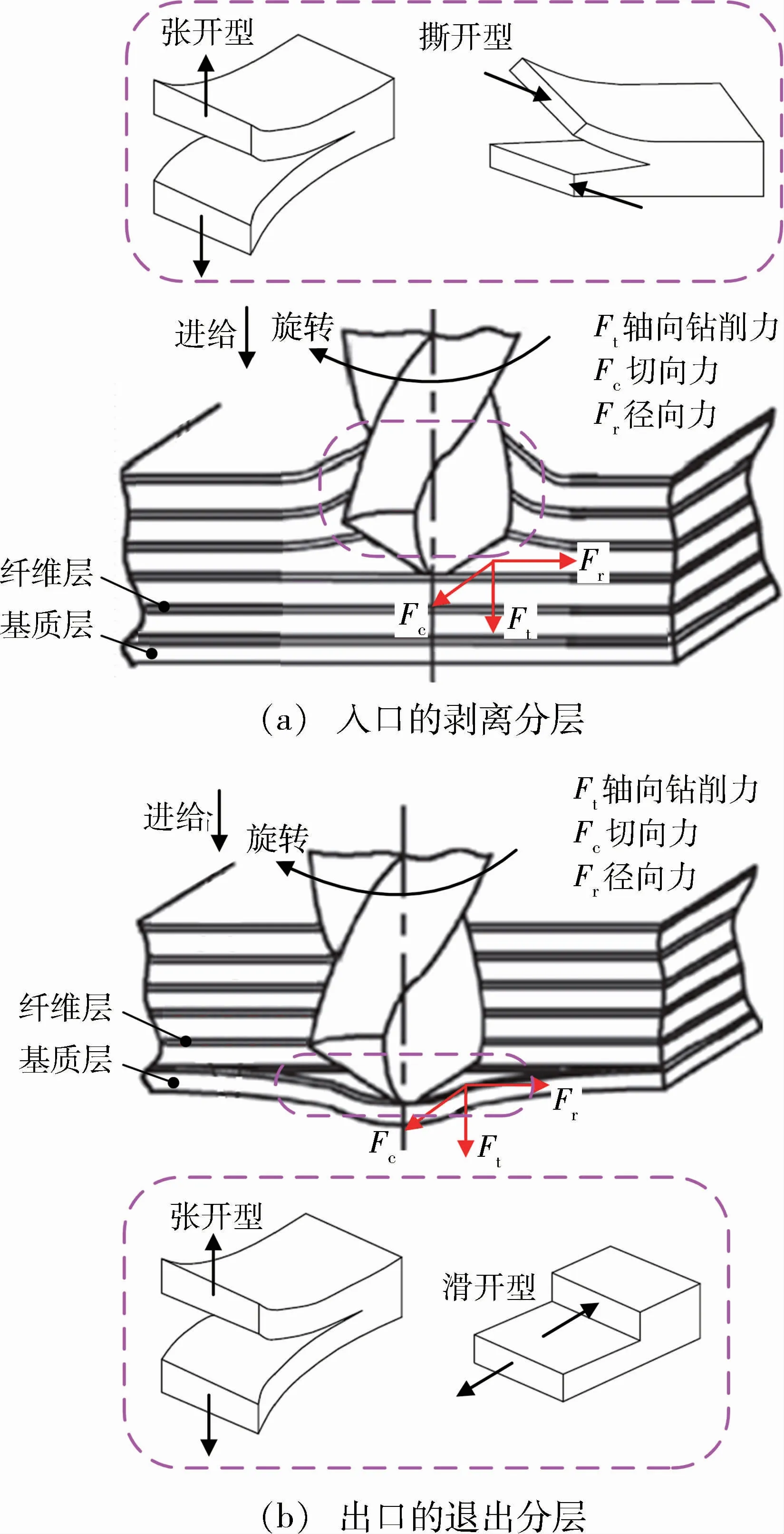
圖1 CFRP鉆孔過程入口和出口的分層機理及損壞模式Fig.1 Mechanism and damagemode of delamination at hole entrance and exit in drilling CFRP
圖2為CFRP套孔及刀具不同位置金剛石磨粒的切削模型,以便分析不同位置金剛石磨粒的切削作用及其對分層形成的影響。可見,空心套磨刀具表面金剛石磨粒即作為套刀切削刃,該套刀由套刀端面主刃區域磨粒A、端面和內外壁側面過渡區域磨粒B和C、內外壁側面副刃區域磨粒D和E三個部分組成,并經過焊料與套刀刀體進行連接;同時,套孔過程將傳統鉆頭鉆孔的切削刃集中載荷切削力分解為空心套刀端面刃部的環形均布載荷切削力,這能夠有效降低CFRP套孔過程各位置局部切削載荷和分層程度。金剛石空心套磨刀具各區域磨粒作用如下,首先,磨粒A最先接觸材料進行入口切削、孔底切削和出口切削;其次,磨粒B對孔底料芯表面材料進行修磨和縮徑、磨粒C對孔底孔壁表面材料進行修磨和擴孔;最后,磨粒D和E進一步分別對已形成的料芯表面材料進行修磨和縮徑,對孔壁表面材料進行修磨和擴孔,并且形成最終孔和料芯的直徑、表面形貌和表面質量。
根據圖2可知,套磨過程對鉆削力、分層形成大小起主要影響的切削刃在套刀端面刃部磨粒A和B、C位置,因此要保證磨粒A和B、C位置的刃部鋒利性和均勻性,以實現均勻高效切削、較低的切削力,并且要保證磨粒與套刀刀體的連接強度以防止磨粒脫落。
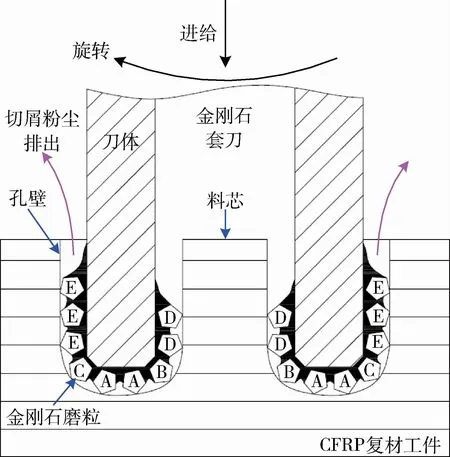
圖2 CFRP套孔及刀具不同位置金剛石磨粒的切削模型Fig.2 Cuttingmodel of CFRP core drilling and diamond grain at different tool positions
圖3為CFRP鉆孔與套孔的鉆削力對分層形成分析示意圖[13-15]。圖中H為工件厚度,h為工件未鉆削層厚度,Rdl為鉆孔和套孔的分層裂紋半徑,FT為麻花鉆軸向鉆削力并且以集中載荷作用在麻花鉆端刃,Rt為麻花鉆半徑,FC為空心套刀軸向鉆削力,Ric為套刀內側半徑,Roc為套刀外側半徑,t為套刀壁厚,q為套刀軸向鉆削力作用在套刀端刃的軸向環形均布載荷。
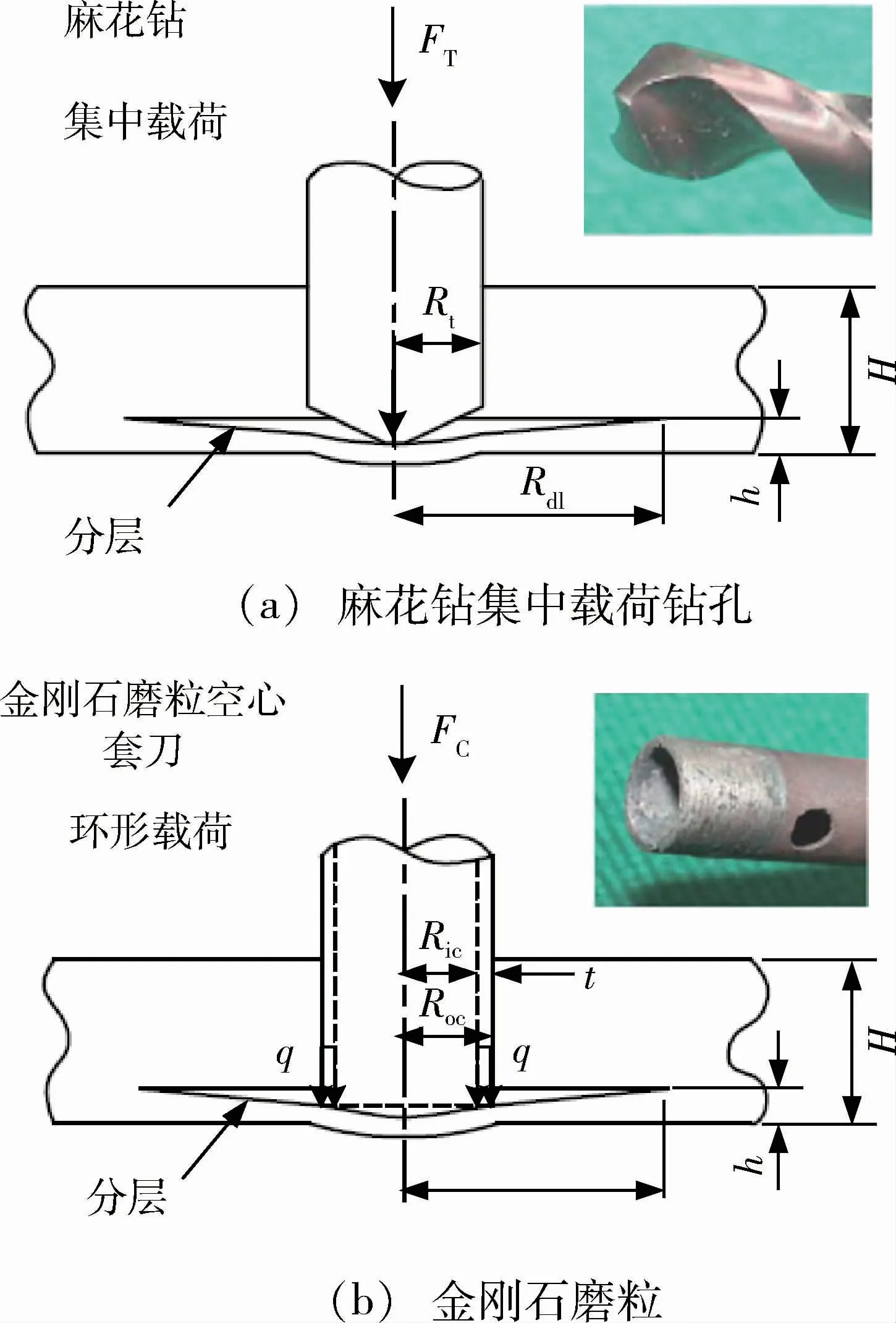
圖3 CFRP鉆孔與套孔的鉆削力對分層形成分析Fig.3 Delamination analysis caused by thrust force for drilling and core drilling of CFRP
根據圖3可知,由于麻花鉆的軸向鉆削力作用到鉆尖刃部為集中載荷,鉆尖中心線速度幾乎為零導致接近擠壓效果并非切削效果,使得CFRP孔底局部載荷集中、擠壓力較大,從而容易引發分層裂紋;然而,空心套刀將其軸向鉆削力均勻分解為套刀端刃的軸向環形均布載荷,并且套刀端刃各位置線速度均不為零,能夠實現局部小載荷的均勻切削效果。因此可知,在相同軸向鉆削力作用下,相比麻花鉆制孔,空心套刀的制孔過程能夠有效降低CFRP孔分層裂紋程度。
根據文獻[13-15]可知,只要制孔的軸向鉆削力大于臨界鉆削力,就會產生分層裂紋現象,并且軸向鉆削力越大,力載荷局部作用越集中將導致分層越嚴重。產生Rdl時的麻花鉆臨界鉆削力FCT和空心套刀臨界鉆削力FCC分別表達為:
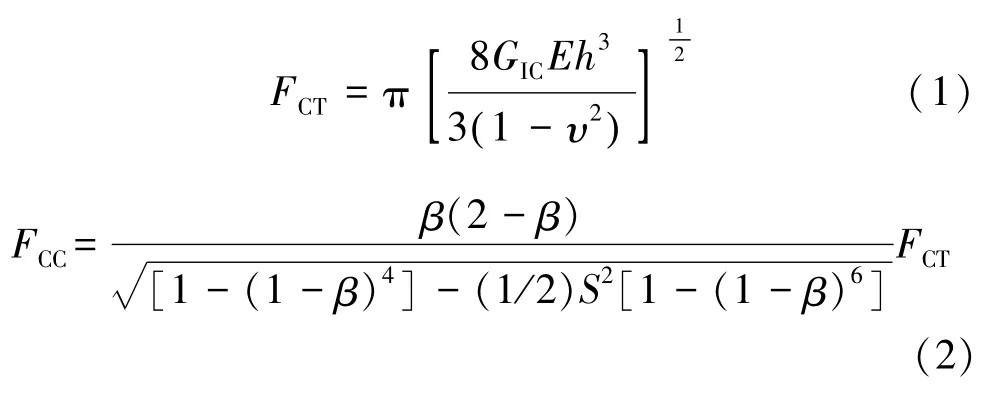
式中,E為CFRP的彈性模量,υ為CFRP的泊松比,GIC為單位面積上臨界分層裂紋擴展能量,S=Roc/Rdl,β=t/Roc。
因此,綜上分析,相比于CFRP傳統鉆孔分層模型,可得CFRP套孔的微小分層模型,可分為入口的微小剝離分層和出口的微小推出分層(圖4)。
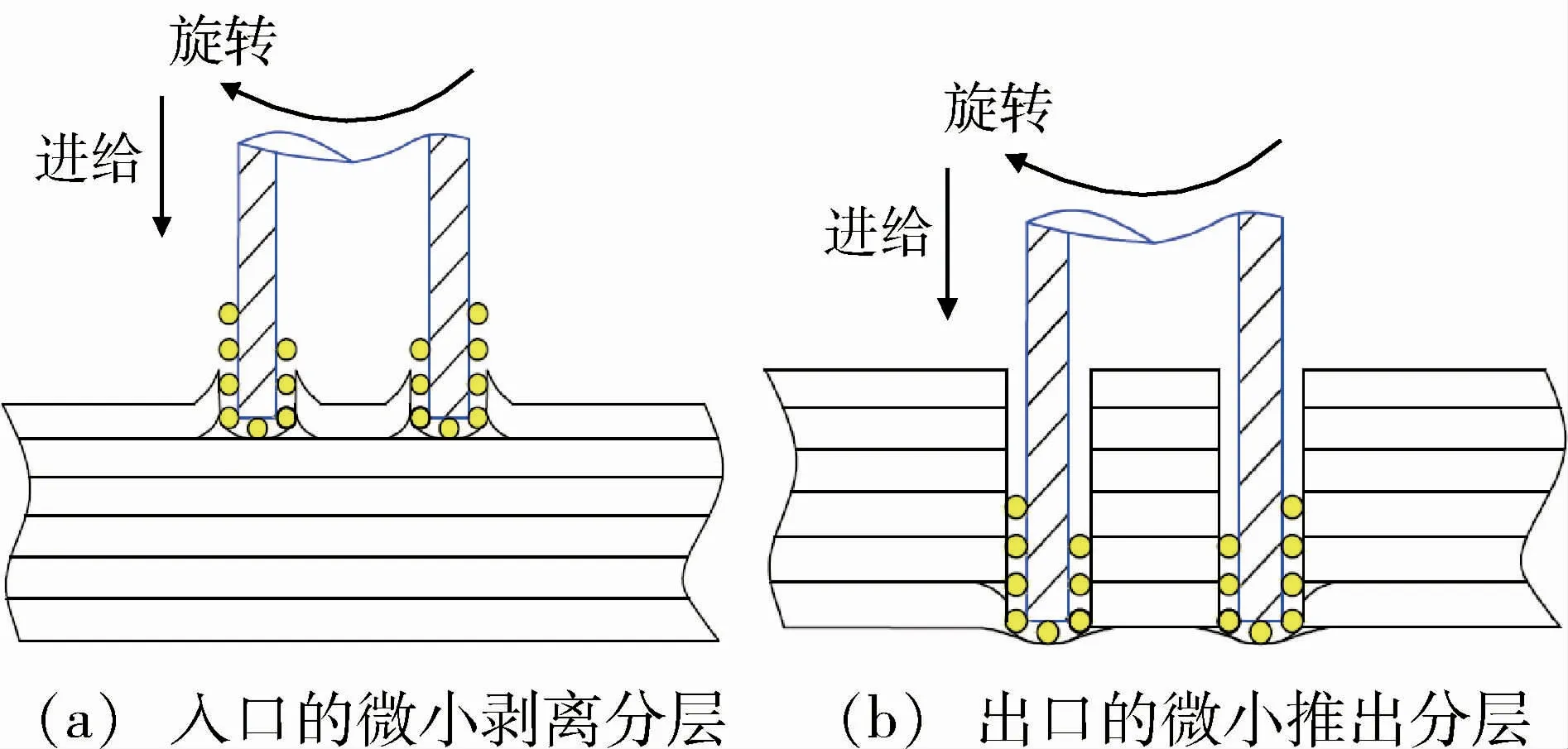
圖4 CFRP套孔過程入口和出口的微小分層模型Fig.4 Model of small delamination at hole entrance and exit in core drilling CFRP
1.2 分層評價分析
對于CFRP鉆孔的分層程度,一般可采用分層因子Fd=Dmax/Dnom進行評價,Dmax為分層面積最大直徑,Dnom為孔直徑,如圖5所示。同時,分層因子Fd與軸向鉆削力之間存在線性關系,軸向力越大則分層因子越大,分層裂紋程度也就越嚴重[27-30]。
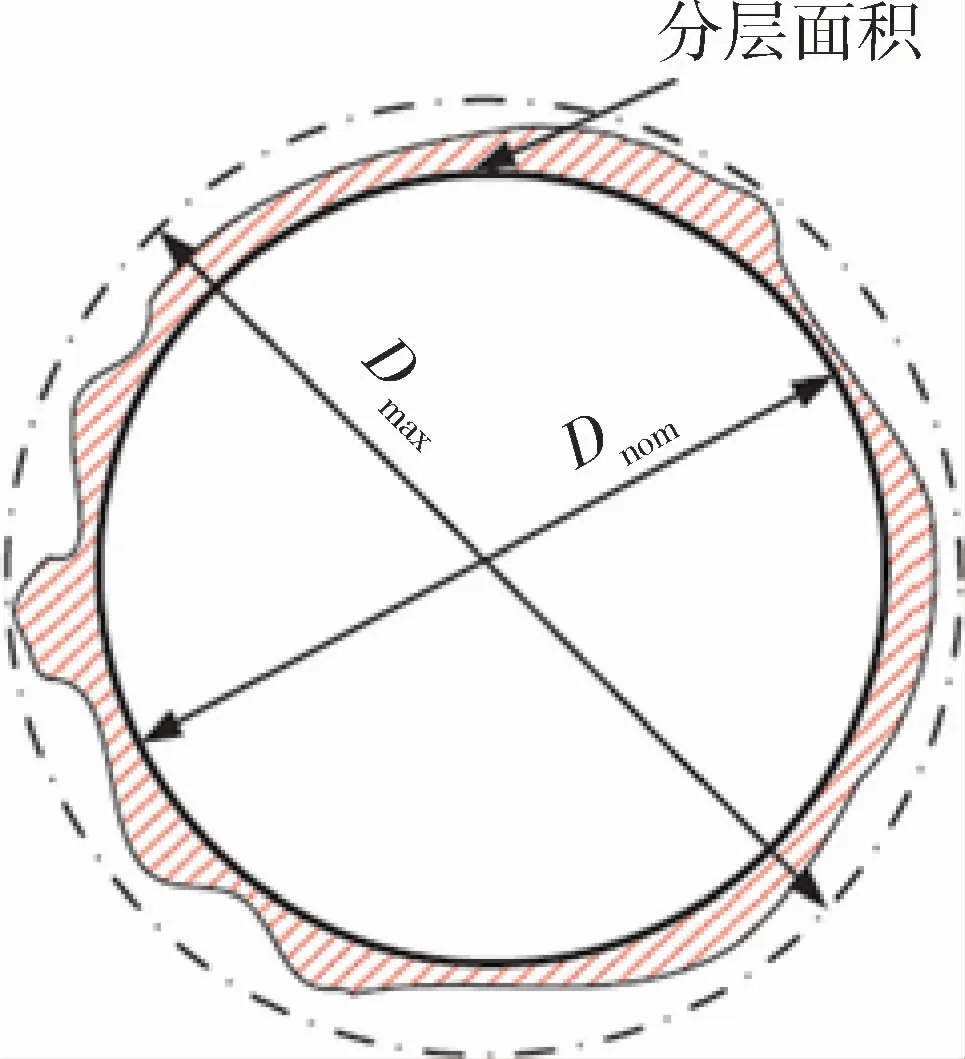
圖5 分層因子示意圖Fig.5 Schematic of delamination factor(F d)
2 CFRP超聲振動套孔分層抑制機理分析
2.1 CFRP超聲套孔原理及運動對分層抑制分析
圖6建立了CFRP超聲振動套孔(ultrasonic vibration core drilling,簡記UVCD)原理以及刀具分離切削運動軌跡示意圖,可見,金剛石套磨刀具由端面主切削刃磨粒和內外壁副切削刃磨粒組成,在超聲振動套孔過程套刀自轉、沿軸向進給以及高頻小振幅超聲波振動,形成周期性接觸-分離的脈沖式動態切削。
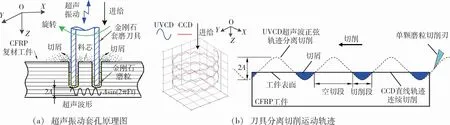
圖6 CFRP超聲振動套孔原理及刀具分離切削運動軌跡Fig.6 Schematic of UVCD of CFRP and separated cuttingmotion trajectory of tool
從圖6可知,超聲振動套孔的刀具切削刃上任一點的切削運動軌跡為一條帶有正弦波振動的三維螺旋曲線,可表示為:
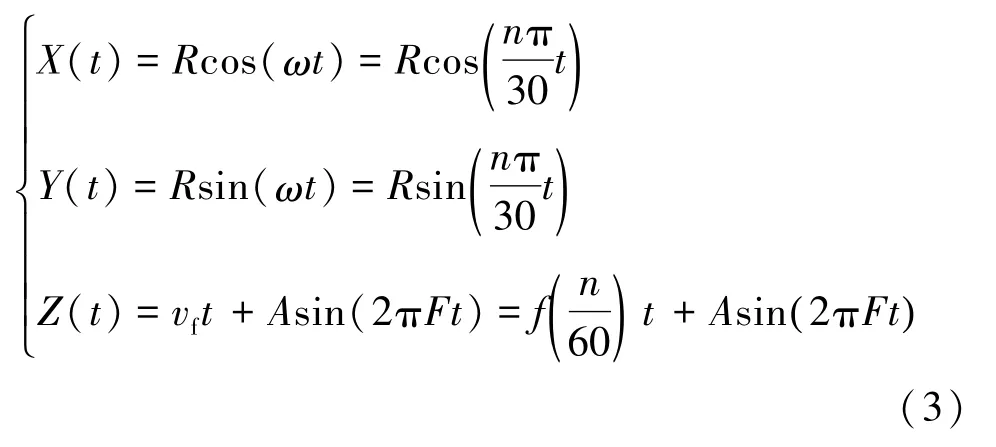
式中,R為套刀切削刃任一點處半徑,ω為旋轉角速度且ωt=θ與θ為旋轉角,n為轉速,t為時間;vf為刀具相對于工件的軸向進給速度且A為振幅,F為超聲振動頻率,f為每轉進給量。
然而,普通套孔的刀具切削刃上任一點的切削運動軌跡僅為一條普通三維螺旋曲線,可表示為:
根據方程式(3)可得,超聲振動套孔的軸向進給速度vF可表達為:

然而,根據方程式(4)可得,普通套孔的軸向進給速度v0可表達為:根據式(5)式(6)可知,普通套孔的軸向進給速度為恒定值,而超聲振動套孔的軸向進給速度為周期性變化,為變速切削。相比于普通套孔,超聲振動套孔的vF明顯大于v0,這增加了超聲振動套孔的實際切削速度和刀具切削能力,更容易切斷CFRP纖維和樹脂基質,同時形成了周期性接觸-分離的斷續切削模式,有助于降低摩擦力和鉆削力,提高切屑粉塵和料芯的排屑效果,進而有效降低因鉆削力增大而引起的CFRP孔分層缺陷產生。
2.2 CFRP超聲振動套孔提高排屑對分層抑制分析
圖7(a)(b)分別建立了CFRP普通套孔和超聲振動套孔的套刀端面刃部單磨粒切削與排屑模型,圖中,F′f、F′op分別為普通套孔的切屑與磨粒之間摩擦力、切屑在孔中擠壓力,Ff、Fop、Fus分別為超聲套孔的切屑與磨粒之間摩擦力、切屑在孔中擠壓力、超聲瞬態分離力。根據超聲鉆孔的分離切削特性[31-32],可知Ff=μFop小于F′f=μF′op,Fop也小于F′op,Fus遠大于Ff和Fop。
從圖7(a)可見,普通套孔的連續切削過程排屑效果較差,導致切削區切屑堆積而易引起切屑黏附套刀。然而,從圖7(b)可見,在超聲振動套孔的周期性接觸-分離的分離斷續切削過程,切削區實現周期性打開-閉合而加快切屑排出,降低切屑堆積。同時套刀受到超聲波高頻激勵振動,使得超聲波能量在切削區套刀刀體、切削刃磨粒及CFRP切屑這3種差異較大的不同聲阻材料之間產生超聲波能量動態反射,形成了套刀刃部表面的超聲彈射效應(即產生較大瞬態分離力),從而使得套刀表面切屑被及時彈射排開而起到防黏的功效。
圖8建立了CFRP超聲振動套孔的套刀內部料芯切削與排出模型。
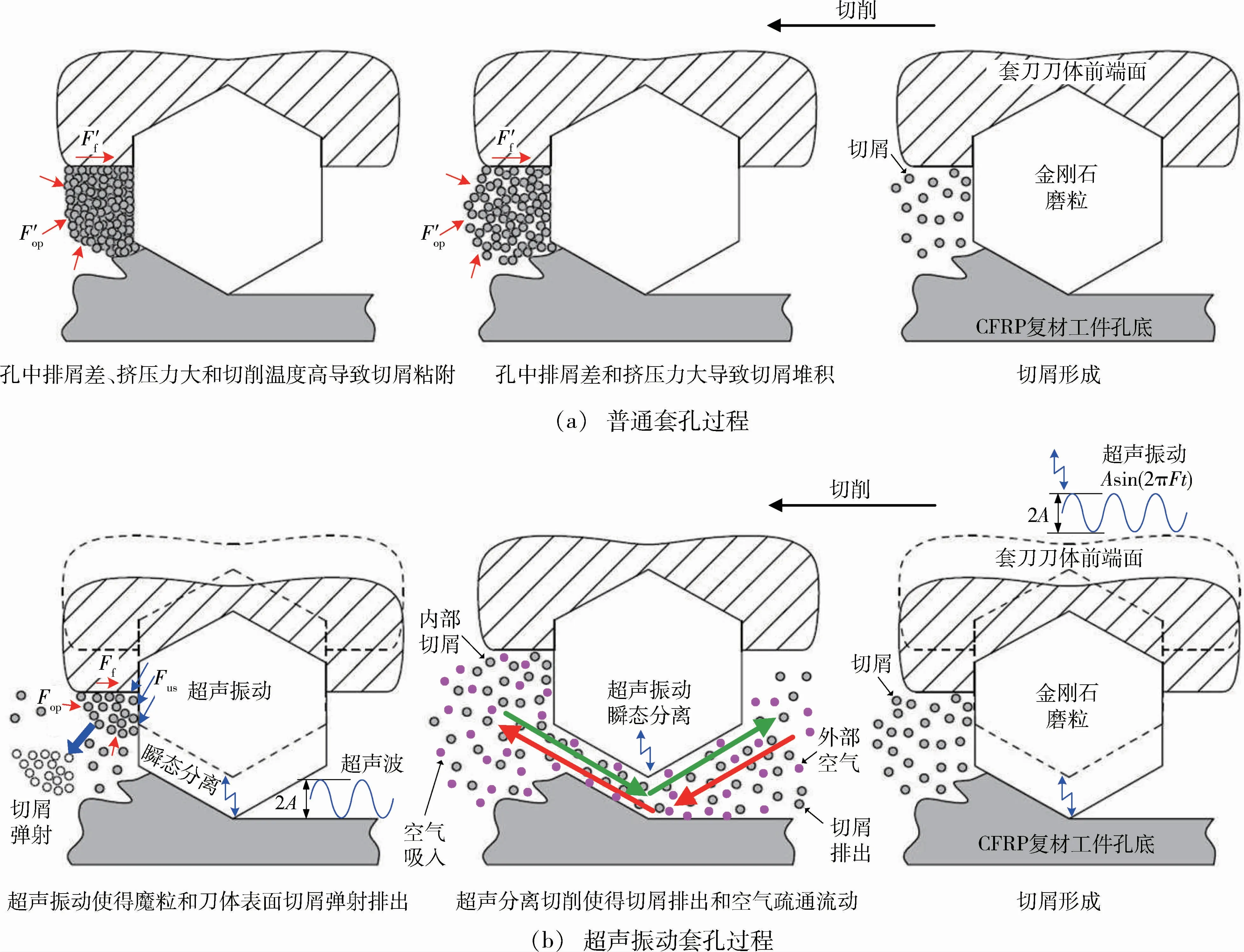
圖7 普通套孔和超聲振動套孔過程套刀端面單磨粒切削與排屑模型Fig.7 Models of single grain cutting and chip removal of core drill end face in CCD and UVCD
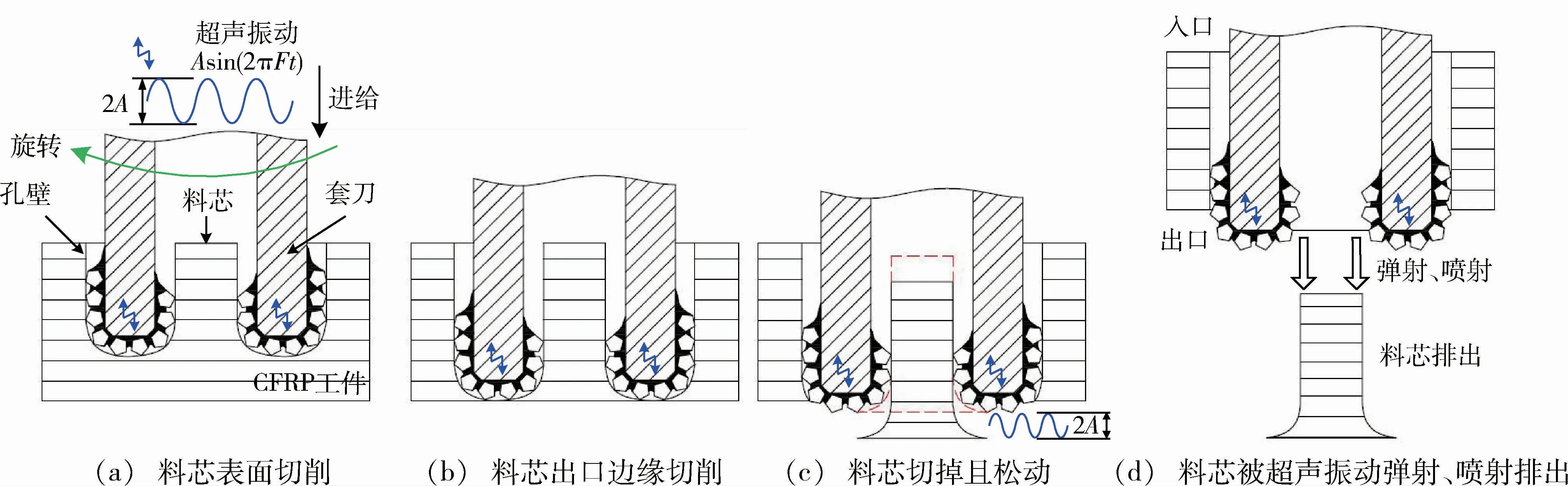
圖8 超聲振動套孔過程料芯切削和排出模型Fig.8 Cutting and removalmodel of rod in UVCD
圖8可見,超聲振動套孔過程的周期性分離切削模式、超聲彈射效應,使得套刀內表面與料芯表面之間始終保持松動、并且在料芯出口邊緣切掉后被彈射或噴射排出,有效防止了切屑料芯卡緊和堵塞套刀問題。
綜上分析可知,超聲振動套孔過程具有更好的排屑效果,防止切屑粉塵黏附套刀和料芯堵塞套刀的功效,有效降低了套刀因切屑粉塵黏附和料芯堵塞造成切削能力下降導致的增大切削力,進而可有效降低套孔過程因鉆削力較大引起的分層。
3 CFRP超聲振動套孔分層抑制實驗
3.1 實驗平臺與條件
根據圖2分析,套磨過程對鉆削力、分層形成大小起主要影響的切削刃在套刀端面刃部磨粒A和B、C位置,因此要保證A和B、C位置的刃部鋒利性及均勻性以實現良好的切削效果與排屑效果、較低的切削力、較好的CFRP孔表面質量,并保證磨粒與套刀基體的連接強度以防止磨粒脫落。實驗中所用金剛石釬焊技術制備的套刀,如圖9所示。
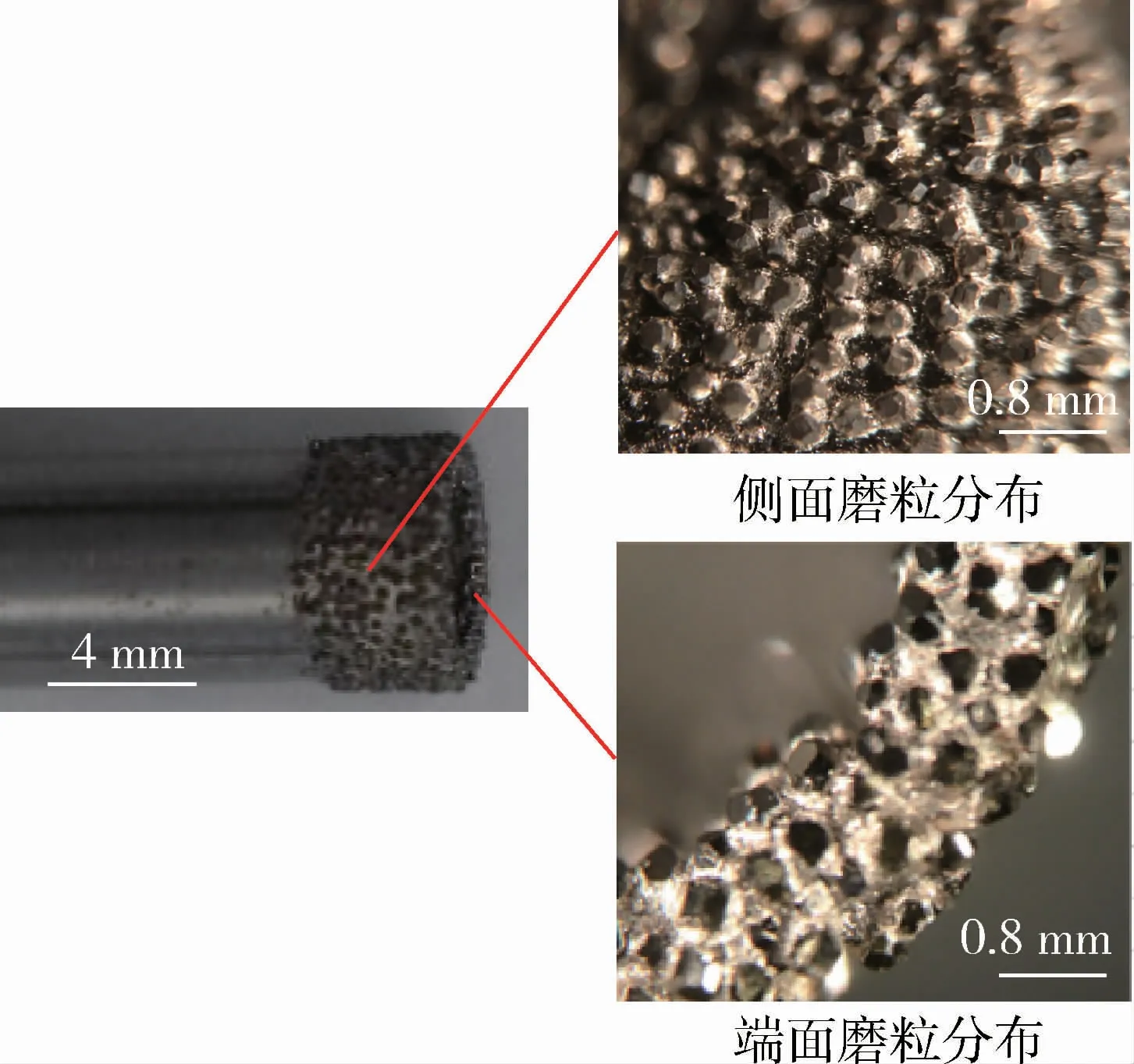
圖9 實驗中金剛石套刀Fig.9 Diamond core drill in experiment
圖10為CFRP超聲振動套孔實驗平臺,實驗中采用超聲振動氣鉆結合車床平臺進行套孔,并采用Kistler 9272A測力儀進行鉆削力測量。實驗條件見表1。
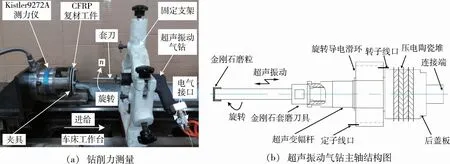
圖10 CFRP超聲振動套孔實驗平臺Fig.10 Experimental set-up of UVCD of CFRP

表1 實驗條件Tab.1 Experimental conditions
3.2 實驗結果與分析
3.2.1 切削性能對比
圖11對比了CFRP普通套孔和超聲套孔的排屑效果,可見,超聲套孔能夠更有效抑制CFRP切屑粉塵黏刀和料芯堵刀現象,并且排出料芯完整、不存在料芯因堵刀卡緊造成分辦碎裂現象,極大提高了排屑效果和套刀切削性能,降低了套刀因切屑黏刀和料芯堵刀引起的刀具提前失效、切削力增大的問題,進而可有效抑制CFRP套孔過程的分層。
圖12對比了CFRP普通套孔和超聲套孔的鉆削力穩定切削階段的平均值。可見,超聲套孔更有效降低了鉆削力12.5%~19.2%,并且鉆削力曲線平穩,這表明超聲套孔過程套刀切削性能明顯強于普通套孔,可歸因于超聲套孔過程分離切削特性以及良好排屑效果。
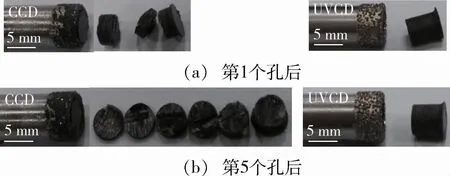
圖11 CFRP普通套孔和超聲套孔的排屑對比Fig.11 Comparison for the chip removal effects in CCD and UVCD of CFRP
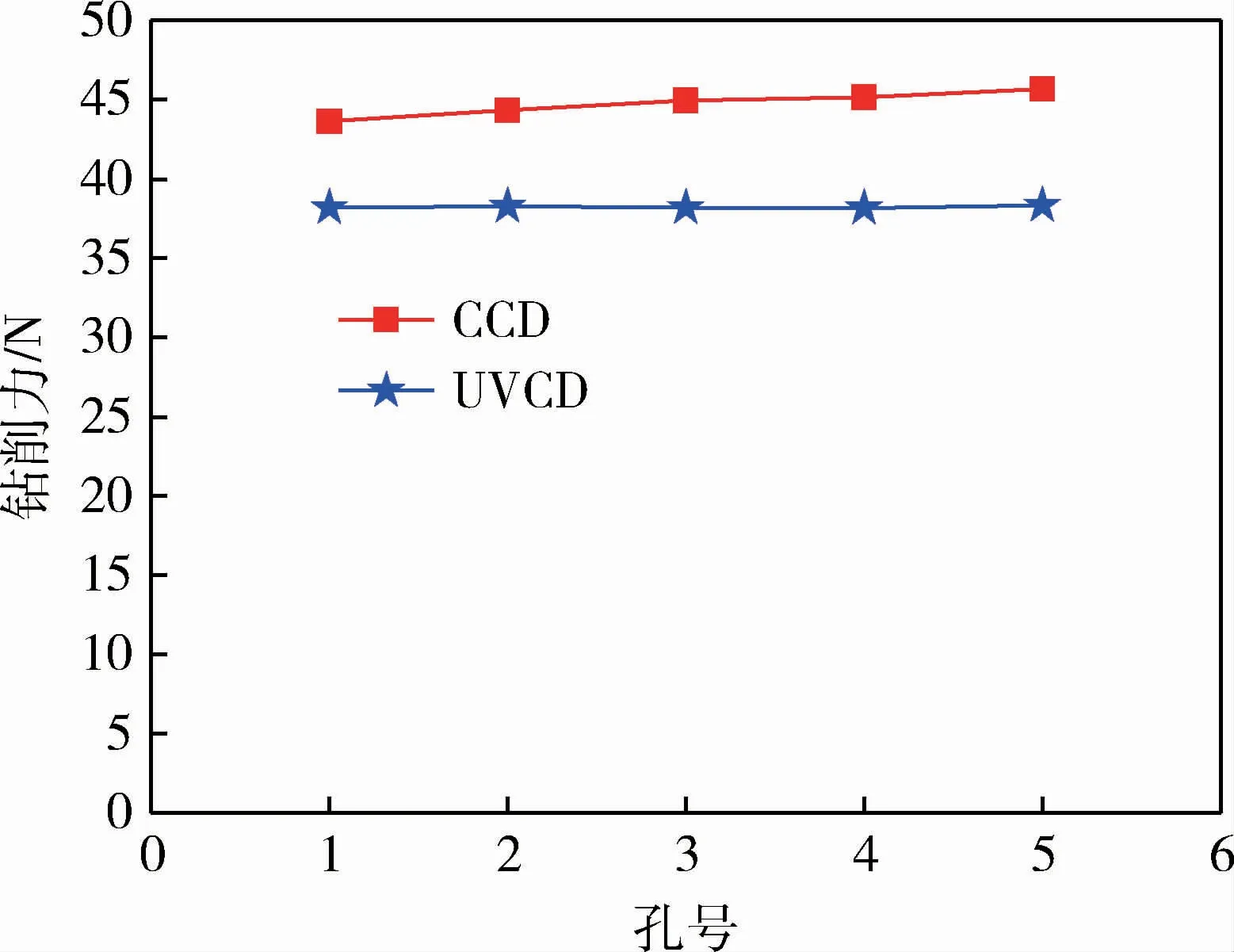
圖12 CFRP普通套孔和超聲套孔的鉆削力Fig.12 Thrust force in CCD and UVCD of CFRP
3.2.2 孔表面質量對比
圖13可見,相比于普通套孔的明顯分層缺陷表面,超聲套孔后表面平整且沒有分層缺陷,有效抑制了套孔過程分層缺陷的形成,獲得了良好的孔加工質量。
4 結論
(1)相比于傳統麻花鉆的CFRP鉆孔,金剛石套磨刀具的CFRP套孔,能夠有效降低鉆孔切削力,降低CFRP孔分層缺陷的形成程度。
(2)金剛石套磨刀具的磨粒結構位置、磨粒分布均勻性、磨粒被焊料包覆高度、磨粒與套刀刀體連接強度,極大影響著套刀鋒利性、切削效果和使用壽命,進而影響著CFRP套孔的切削力大小和分層缺陷程度。
(3)通過對CFRP超聲振動套孔的原理、分離切削運動特性、排屑效果以及實驗分析,表明CFRP超聲振動套孔能夠有效抑制切屑粉塵黏附套刀、料芯堵塞套刀問題,提高切屑排屑效果,增強套刀切削性能、保持套刀自潔并延長套刀使用壽命,降低鉆削力12.5%~19.2%,降低CFRP套孔后分層缺陷的形成程度,提高孔表面質量。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
大電機技術(2022年5期)2022-11-17 08:12:48
天天愛科學(2020年6期)2020-09-10 07:22:44
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
數學物理學報(2018年4期)2018-09-14 03:40:58
數學物理學報(2017年6期)2018-01-22 02:26:40
船海工程(2015年4期)2016-01-05 15:53:26
噪聲與振動控制(2015年4期)2015-01-01 07:08:44
計算物理(2014年2期)2014-03-11 17:01:44
鄭州大學學報(理學版)(2014年3期)2014-03-01 04:21:00
