中國標準動車組部件及車體合成組裝技術
2019-03-27 09:13:10周晶輝李棟梁
城市軌道交通研究 2019年2期
董 明 周晶輝 李棟梁 劉 君
(中車長春軌道客車股份有限公司高速動車組制造中心,130062,長春//第一作者,工程師)
中國標準動車組的車體采用鋁合金型材制造。中車長春軌道客車股份有限公司(以下簡稱“長客公司”)于1989年從日本引進技術,開發(fā)了國內(nèi)首輛鋁合金板梁結構地鐵車體DK19,又于1996年采用德國進口鋁合金型材設計制造出了中國首臺鋁合金車體。2001年,長客公司建成了國內(nèi)第一條鋁合金自動化焊接生產(chǎn)線,并利用國產(chǎn)鋁合金型材開發(fā)出時速達200 km和270 km的鋁合金車體高速列車。之后,長客公司又開發(fā)出國產(chǎn)鋁合金地鐵車輛,并已成功用于武漢地鐵、廣州地鐵、深圳地鐵、上海地鐵及重慶單軌交通。
經(jīng)過8年的不斷努力,長客公司已全部掌握了鋁合金車體的制造技術和生產(chǎn)工藝流程。與此同時,我國鋁合金型材的研發(fā)和生產(chǎn)也逐步實現(xiàn)了標準化和國產(chǎn)化,這為長客公司研發(fā)和生產(chǎn)更高檔次的中國標準動車組鋁合金車體奠定了堅實的基礎[1]。
2004年,長客公司又從阿爾斯通公司引進時速為200 km的CRH5型動車組,從西門子公司引進時速為300 km的CRH3型動車組。長客公司對引進的產(chǎn)品進行消化吸收,并在此基礎上進一步創(chuàng)新發(fā)展。目前,長客公司已自主創(chuàng)新研發(fā)出380 km/h中國標準動車組及和諧號、復興號等系列動車組。這些產(chǎn)品是目前世界上運行速度最快、設計結構最合理、穩(wěn)定性最強的動車組。
中國標準動車組的生產(chǎn)制造不僅需要具備生產(chǎn)資質(zhì),還需要掌握多方面的生產(chǎn)技術,包括下料技術、研配技術、組裝技術、焊接技術、焊接變形控制技術、調(diào)修技術、合成公差尺寸調(diào)整技術等,同時,還需要設計部門嚴格控制車體大部件的公差尺寸,使組裝合成后的車體各部件尺寸達到設計和工藝要求。
本文結合實際生產(chǎn)工作情況,論述中國標準動車組車體部件組裝及總裝合成的技術架構。
1 動車組車體結構
中國標準動車組的車體結構是由鋁合金型材構造的。車體結構主要由6大部件組裝而成,分別為:底架合成、一位側墻合成、二位側墻合成、車頂合成、司機室合成、端墻合成,如圖1所示。
2 部件制造要求及組裝技術
以下對車體各大部件在組對合成時需要掌握的技術要領和控制問題進行簡單論述。車體制造過程中,應當嚴格執(zhí)行給出的技術要點,以保證車體外形尺寸符合技術要求。
2.1 底架
底架制造包括底架合成和底架小件工序組裝合成。底架是由左右邊梁、地板一位FE端和二位KK端裙板隔墻風道等小件組焊而成。合成時,各部位的尺寸主要是由工裝和工件的基準進行控制,所以要求工裝的基準定位必須準確,工裝的平度、長度、寬度等尺寸要控制好。在合成時,需要控制以下4個方面:
(1)兩側邊梁固定后,測量好寬度,防止兩側邊梁出現(xiàn)不對稱,可用測量對角線的方法進行檢測,用中心線調(diào)整邊梁寬度。
(2)邊梁與地板的組焊要控制好邊梁的上寬和下寬,用中心線調(diào)整檢測底架半寬尺寸,確保邊梁底面水平,防止底架組焊后出現(xiàn)豆角彎。
(3)組對一位FE端和二位KK端時,要保證底架的整體長度和直線度,控制好上下寬度,保證邊梁底面的平度,如圖2和圖3所示。
(4)組對各種小件時,基準確定需要準確,要用中心線和半寬尺寸控制小件組焊的整體尺寸,安裝絲套時要確保絲套垂直,禁止用絲錐過孔。
2.2 側墻
側墻組焊成形,主要采用側墻合成工裝控制來保證側墻外形尺寸。因此,必須保證合成工裝外形整體尺寸的準確性。側墻制造過程中應當注意以下技術要點:
(1)側墻合成后要檢測側墻的撓度。由于側墻撓度的大小直接影響車體撓度,因此,必須保證合成工裝撓度的尺寸和設計要求。
(2)側墻段焊時要防止錯口,控制好段焊長度間距,如段焊間距過大,會產(chǎn)生焊接收縮錯口。
(3)側墻正裝焊接和反裝焊接時要注意控制側墻的外形,如果組焊后的外形尺寸超差過大,會影響側墻整體平度,同時也會增加調(diào)修量。
(4)側墻外修調(diào)修時,應走負公差,以便能有效控制組裝焊后的車體外形尺寸,減少調(diào)修量。組焊側墻小件時要注意焊接順序,控制焊接變形,防止應接梁錯口。
2.3 車頂
車頂是由左右邊梁、圓頂板、平頂板、空調(diào)框、應接梁等工件組成(頭車沒有平頂板)。車頂合成各部尺寸由合成工裝來保證和控制。因此,要保證車頂合成工裝的準確性。對于車頂外形、車頂高度、車頂寬度的控制,組對時應按正公差尺寸組對,以保證焊后可達到理想公差狀態(tài)。車頂制造過程中應保證以下要求:
(1)車頂組焊前要檢測車頂?shù)膶挾群透叨瘸叽?使之保持在規(guī)定的公差之內(nèi),如圖4所示。
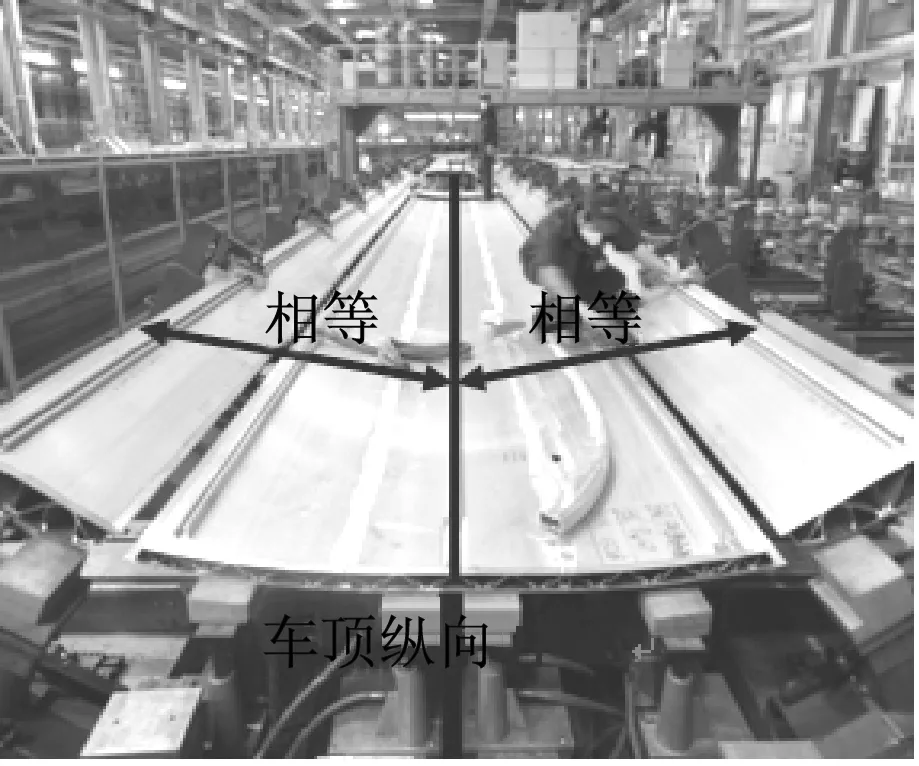
圖4 車頂中頂板與邊梁組對
(2)車頂高度和寬度調(diào)修時要對稱加熱,防止單邊加熱調(diào)修造成車頂外形不對稱,影響裝配。
(3)組對小件、應接梁和空調(diào)框應采用車頂中心來控制整體尺寸,以確保組焊后小件對應相等,如圖5所示。
2.4 司機室
司機室由環(huán)形框、左右側墻骨架、環(huán)形前窗框、車頂骨架蒙皮、前墻等多種工件組焊合成。由于司機室組對合成工藝復雜,所以要在組對合成時控制好各部件尺寸。司機室制造過程應保證以下要求:

圖5 空調(diào)機組框組對
(1)單件在組焊過程中必須保證各部尺寸不超差,控制在理想的尺寸公差之內(nèi)。
(2)合成前必須用檢測樣板對各大部件形狀進行檢查和測量,對不符合標準的超差部件進行調(diào)修達標。
(3)各部件組對合成時必須按工裝的形狀組對,卡緊后焊接,冷卻后拆卸夾具,防止自由收縮變形。
(4)合成后要檢查各部件尺寸,寬度和高度尺寸應達到正公差,以保證焊后達到理想的公差尺寸。
2.5 端墻
端墻合成由左右端墻板、門口上板、左右外部彎梁和頂部彎梁等工件組對合成,合成時應保證以下要求:
(1)組焊后端墻門口尺寸和高度尺寸應保證達到標準要求。
(2)端墻外形尺寸必須保證,如外形尺寸有偏差,會影響與車體的連接,產(chǎn)生外形錯口,所以在組對焊接過程中(如圖6和圖7所示),要嚴格控制外形尺寸。

圖6 端墻中部彎梁組焊

圖7 端墻外部端梁組焊
3 車體合成組裝技術
工裝定位是車體合成的定位基準,因此,對總組合成工裝基準的要求非常嚴格。工裝定位的間距、長度、寬度,特別是工裝撓度,均不得超出設定的公差要求。各種下拉裝置需對應拉緊,防止松動,下拉裝置采用手工剛性固定的拉子為好。圖8為車體底架落入工裝,圖9為車體下拉裝置。

圖8 車體底架落入工裝

圖9 車體下拉裝置
車體組裝的第一步是按要求確定落入底架的朝向。底架以工裝定位銷和邊梁定位孔為基準落入胎位,安裝下拉裝置并固定底架。底架固定后用水準儀測量兩端部平度,對出現(xiàn)的誤差進行調(diào)平,防止底架兩端左右平度超差,以免造成端墻組裝傾斜超差。
組裝側墻需要保證側墻與底架插接口外部不錯口、無間隙,側墻中心與底架中心對齊,一位側墻和二位側墻兩側平行,調(diào)整車內(nèi)對角線和兩側墻內(nèi)部上寬,達到扣車頂所需要的尺寸。側墻落下底架、側墻與底架拉緊分別如圖10和圖11所示。
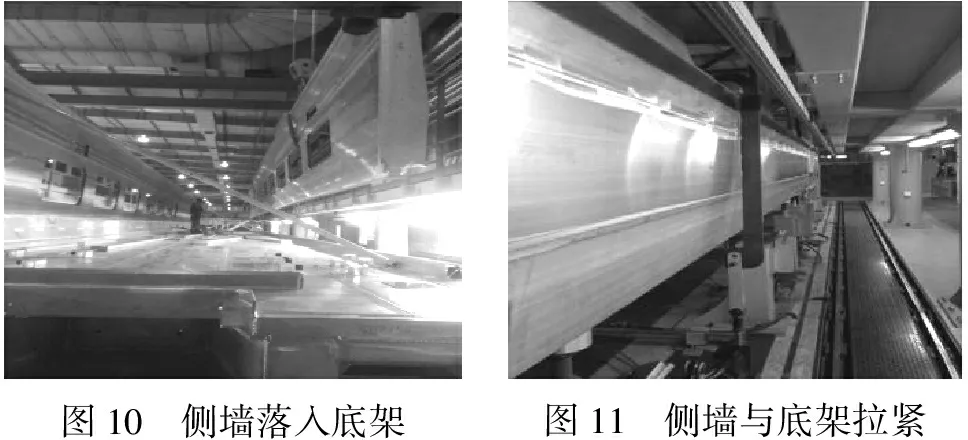
圖10 側墻落入底架圖11 側墻與底架拉緊
扣車頂時應保證以下要求:
(1)根據(jù)車頂結構確定扣車頂時先落一位端還是二位端,防止因工序錯誤造成車頂損壞。
(2)扣車頂時,要保證車頂和側墻左右平行,與側墻邊梁形成一條直線,防止兩側出現(xiàn)誤差,如圖12所示。
(3)扣車頂后,車內(nèi)對角線會發(fā)生變化,所以需要調(diào)整對角線后再進行段焊,防止扣車頂后先段焊后調(diào)整對角線,以免造成車體焊后扭曲。車頂落入如圖13所示。
(4)調(diào)整車內(nèi)各部位尺寸,主要是車內(nèi)的高度和寬度尺寸,防止各部位尺寸超差。
端墻的組裝應注意組裝和研配方面的問題,因為端墻的寬度是定型的,而高度是可以調(diào)整的,所以要在研配端墻時控制好高度尺寸。研配前要試吊端墻一次,觀察端墻外形是否與車體外形相符,可根據(jù)實際情況研配,走正負公差。端墻組裝時要控制好端墻門口寬度、高度和前后傾斜度。組對連接條時要調(diào)整并保持車體外形與端墻外形一致,確保連接條組焊不錯口和端墻前后的垂直度。
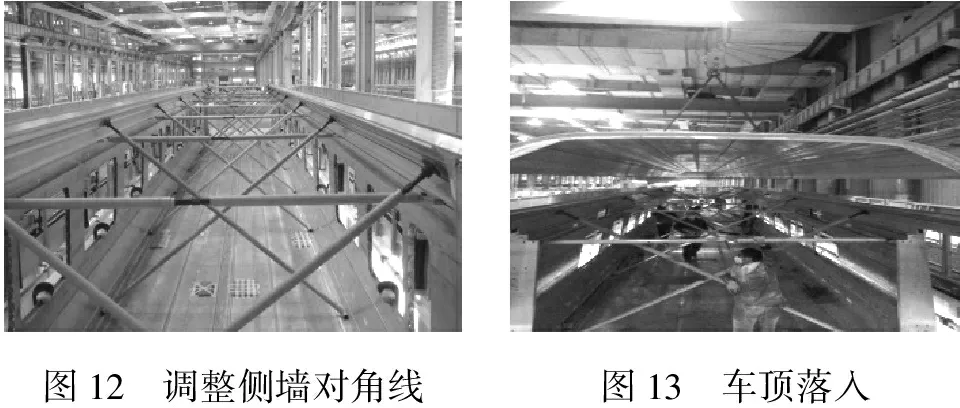
圖12 調(diào)整側墻對角線圖13 車頂落入
司機室組裝中有許多關鍵尺寸需要得到保證和控制,如整車的撓度、司機室研配等。組裝時需要保證車鉤面板上撓下垂、司機室內(nèi)高、司機室與車體連接外形平整度、司機室蒙皮與底架連接平整度等方面的控制。因此,需要在組裝時控制好以下關鍵尺寸:
(1)組裝司機室前,要對底架一位端FE施加下拉反變形,以防止組焊后上翹。
(2)研配司機室槽型柱時要確保柱子的高度尺寸和坡口角度。
(3)組裝時要控制好邊梁上平面到窗口橫梁上平面的尺寸高度。
(4)要控制好司機室內(nèi)部高度尺寸,同時要保證下部蒙皮對接不產(chǎn)生錯口。
4 結語
本文對中國標準動車組從部件組對到總合成的組裝過程及需要掌握的技術要領和組裝技術進行了總結論述。實踐證明,只有了解客觀規(guī)律,掌握客觀規(guī)律,應用客觀規(guī)律,按客觀規(guī)律做事,才能提高企業(yè)員工的作業(yè)操作技能水平,提升企業(yè)產(chǎn)品質(zhì)量,樹立企業(yè)質(zhì)量名片。