核電雙相不銹鋼S32101焊接工藝研究
2019-03-27 03:33:36,,,,
中國核電 2019年1期
,,,,
(1.國電投山東電力工程咨詢院有限公司,上海 200233;2.國核工程有限公司,上海 200233;3.西安理工大學材料科學與工程學院,陜西 西安 710048;4.中核二三公司東方公司,浙江 海鹽 314300)
雙相不銹鋼與奧氏體不銹鋼相比,在強度、耐晶間腐蝕和耐氯化物應力腐蝕性能有明顯提高,也是一類節鎳不銹鋼。
2006年由奧托昆普公司(Outkupmu)研究開發的S32101雙相不銹鋼是一種鐵素體—奧氏體型雙相不銹鋼,鐵素體含量范圍40%~50%。S32101雙相不銹鋼的棒材、卷板及中厚板已納入美國ASTM標準,標準牌號S32101,廣泛應用在核電鋼結構、儲罐、橋梁、建筑等領域。S32101雙相不銹鋼有強度高、韌性好、韌脆轉變溫度低、耐晶間腐蝕、焊接冷裂紋和熱裂紋的敏感性小等優良的綜合性能。
AP1000核電站結構模塊安全殼內換料水貯存箱鋼制墻體模塊(CA03結構模塊)、蒸發器和換料水池模塊(CA01結構模塊)、輔助廠房區域5/6模塊(CA20結構模塊)的母材是雙相不銹鋼A240 S32101。雙相不銹鋼結構模塊在核電站事故工況下承受高溫高壓狀態的結構荷載。
鋼結構在核電施工現場常規的焊接方法是焊條電弧焊。焊條電弧焊熔敷金屬的性能和焊接線能量的關系密切相關,在小規范線能量的條件下,熔敷金屬性能優異,缺點是容易產生未焊透、夾渣等焊接缺陷,且生產效率低;大規范線能量的條件下,生產效率高,缺點是容易產生圓形氣孔等焊接缺陷,且熔敷金屬化學成分易不均勻;合適的焊接線能量下,焊接熔敷金屬性能、生產效率、無損檢測性能的整體效果優良。
1 試驗用材料
1.1 母材
試驗用母材是山西太鋼不銹鋼股份有限公司生產的S32101雙相不銹鋼,交貨狀態是固溶酸洗。S32101雙相不銹鋼的化學成分見表1,力學性能見表2。試驗用的S32101雙相不銹鋼對接試板尺寸(長×寬×高)為500 mm×250 mm×25.4 mm。
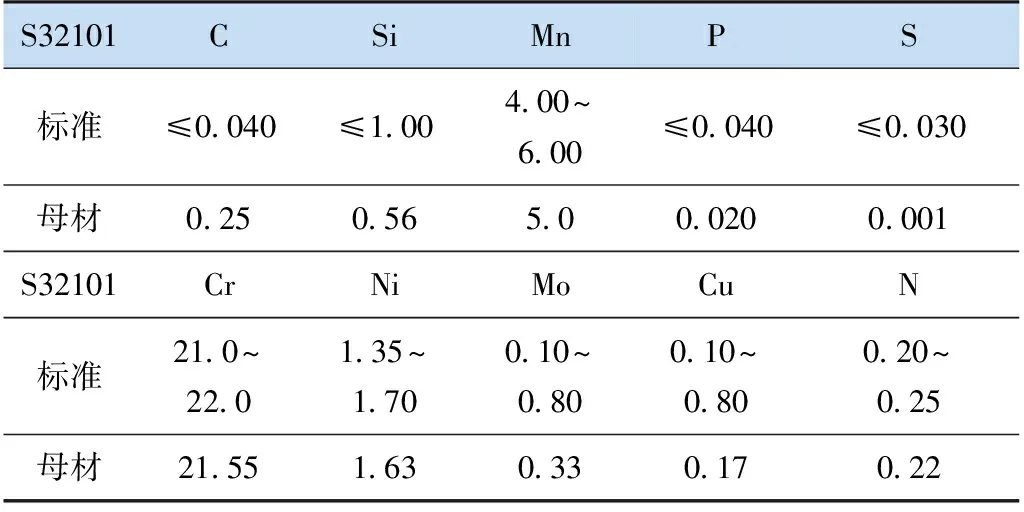
表1 母材的化學成分(質量分數/%)Table 1 The chemical composition of the base metal(mass percentage/%)

表2 S32101雙相不銹鋼的力學性能Table 2 The mechanical property of the duplex stainlesssteel 32101
母材金相組織中奧氏體相是島狀分布的明亮相,沿著雙相不銹鋼的軋制方向以棒狀或條狀分布;灰色的基體組織是鐵素體相。白色的奧氏體相呈現方向性的拉長。采用定量金相法測定其中奧氏體含量是48%,余下是鐵素體相,呈現出典型的雙相不銹鋼組織。雙相不銹鋼組織特點是組織中鐵素體組織與奧氏體組織的比例接近1∶1[1]。
1.2 焊材
焊材選用與母材S32101相匹配的上海大西洋E2209-16焊條,規格φ3.2 mm,化學成分見表3,力學性能見表4。

表3 焊條的化學成分(質量分數/%)

表4 焊條的力學性能Table 4 The mechanical properties of the welding rod
2 焊接工藝
2.1 組對
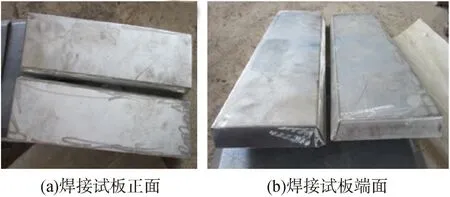
圖1 焊接試板Fig.1 Welding plate
試板V型坡口采用機械加工方法,加工粗糙度Ra≤6.3 μm。待焊坡口表面及坡口鄰近兩側母材表面13mm范圍內采用機械方法打磨至露出金屬光澤,去除氧化物、油、金屬屑等影響焊接質量的異物或缺欠(見圖1)。組對采用點焊組對的方式,起弧端的組對間隙比收弧端的間隙略小,以降低焊接收縮帶來的影響。在焊接前,清理待焊區域,保證待焊部位清潔度。
2.2 焊接工藝參數
為評定合理的焊接工藝參數,選擇三種線能量執行三組工藝試板焊條電弧焊(SMAW)[2]焊接。
(1)小規范焊接工藝參數(XU1)
焊接位置1 G。直流反接的焊接電流60~100 A;電弧電壓7~30 V;焊接速度5~20 cm/min;道間溫度不高于175 ℃。
(2)中等規范焊接工藝參數(XU2)
焊接位置1 G。直流反接的焊接電流70~130 A;電弧電壓17~30 V;焊接速度5~20 cm/min;道間溫度不高于100 ℃。
(3)大規范焊接工藝參數(XU3)
焊接位置1 G。直流反接的焊接電流80~180 A;電弧電壓18~30 V;焊接速度5~20 cm/min;道間溫度200~320 ℃。
3 焊接接頭性能分析
3.1 宏觀金相
焊接接頭采用電解腐蝕法,電解腐蝕液是KOH溶液。宏觀金相照片見圖2。
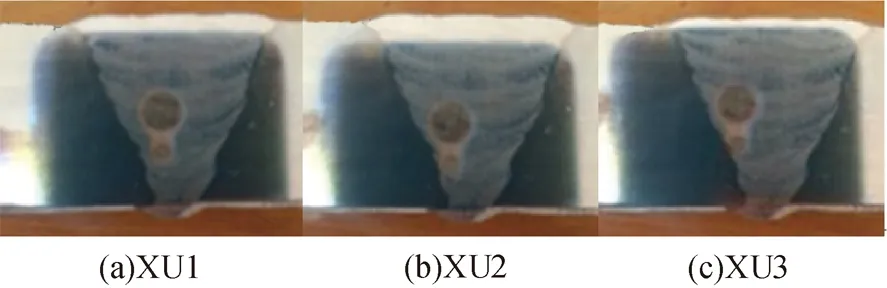
圖2 宏觀金相Fig.2 Macroscopic metallography
三種焊接工藝下各接頭試樣焊接變形量均較小,焊縫外觀成形好,在腐蝕表面未發現未熔合、夾渣等常見焊接缺陷。
3.2 微觀金相組織
焊接接頭熱影響區(HAZ)顯微組織見圖3,灰色部分是鐵素體組織,灰白色部分奧氏體組織。

圖3 母材與焊接接頭熱影響區微觀組織形貌Fig.3 Microstructure of heat affected zone of the base metal and the welded joint
焊縫區域從上部到根部,隨著位置的變化,奧氏體數量呈逐漸遞增趨勢,且焊縫根部微觀組織中的奧氏體晶粒明顯粗大,根部位置晶粒尺寸出現細化的傾向。
3.3 拉伸和彎曲試驗
熔敷金屬常溫拉伸試驗、彎曲試驗的結果見表5。拉伸試樣(見圖4)均在母材處斷裂,表明焊接接頭強度高于母材,證明焊接試樣拉伸性能滿足焊縫熔敷金屬的力學性能指標;彎曲試驗(見圖5)的焊接接頭的表面均未發現明顯裂紋,表明焊接接頭的質量均能滿足運用性能要求。

表5 拉伸和彎曲試驗結果Table 5 The tensile and bend test results
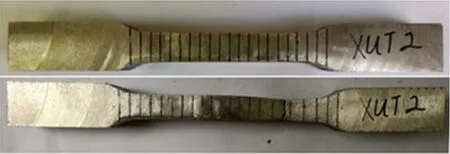
圖4 常溫拉伸試樣Fig.4 Tensile sample at normal atmospheric temperature

圖5 彎曲試樣Fig.5 Bend sample
3.4 沖擊試驗
常溫下母材的沖擊吸收功是130 J,焊縫和熱影響區的沖擊功見表6。XU2的沖擊試樣見圖6,熔敷金屬沖擊試樣斷口掃描見圖7。斷口掃描照片中韌窩明顯,且可見均勻分布的韌窩脆斷點。

表6 焊縫的沖擊試驗值Table 6 Impact test values of the weld seam
圖6 XU2沖擊試樣Fig.6 XU2 impact sample
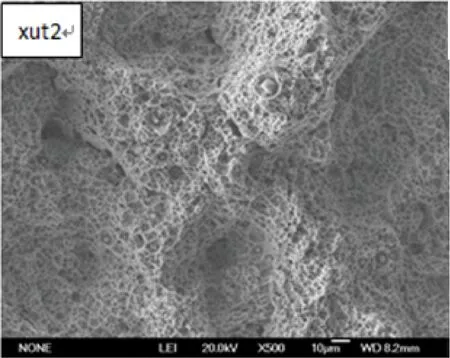
圖7 XU2熔敷金屬沖擊斷口掃描Fig.7 XU2 impact fracture scanning of the deposited metal
-20 ℃和-40 ℃溫度下,S32101雙相不銹鋼在XUT2焊接工藝下焊縫和熱影響區以及母材的低溫沖擊功分別是55 J、89 J、96 J;46 J、58 J、76 J。ASME A923-2014規定了雙相不銹鋼(示例中未包括S32101)-40℃條件下,沒有析出物(金屬間化合物)的沖擊功最低要求,焊縫熔敷金屬34 J、母材和熱影響區54J;XUT2的試驗結果滿足標準A923的規定。S32101的沖擊功要求值雖然未在ASME A923-2014中明確,在鋼材采購技術規格書、焊接工藝評定的技術要求中,卻可參照執行標準規定。
3.5 高溫拉伸試驗
當拉伸溫度在25 ℃時,母材和焊縫的抗拉強度710 MPa、775 MPa;當拉伸溫度在150 ℃時,母材和焊縫的抗拉強度605 MPa、665 MPa;當拉伸溫度在200 ℃時,母材和焊縫的抗拉強度595 MPa、645 MPa;當拉伸溫度在250 ℃時,母材和焊縫的抗拉強度635 MPa、635 MPa;當拉伸溫度在300 ℃時,母材和焊縫的抗拉強度680 MPa、650 MPa。母材和焊縫的抗拉強度的溫度曲線見圖8。
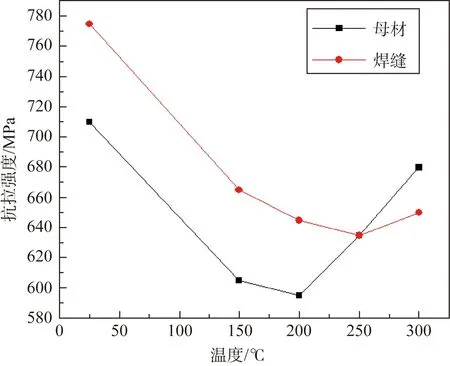
圖8 母材和焊縫的抗拉強度的溫度曲線圖Fig.8 The temperature curve of the tensile strength of the base metal and the weld seam
焊縫和母材抗拉強度隨溫度變化的曲線的相似之處是在25~300 ℃范圍內,母材與焊縫的抗拉強度變化趨勢均時先降低后略微增加,區別在于母材的最低抗拉強度在200 ℃時595 MPa,而焊縫的最低抗拉強度是在250 ℃時635 MPa;溫度低于250 ℃時,焊縫的抗拉強度一直高于母材的抗拉強度,當溫度高于250 ℃時,母材強度高于焊縫強度;最后,當溫度在250~300 ℃范圍內時,母材和焊縫的抗拉強度均呈增加趨勢,但是母材增加的幅度略大。
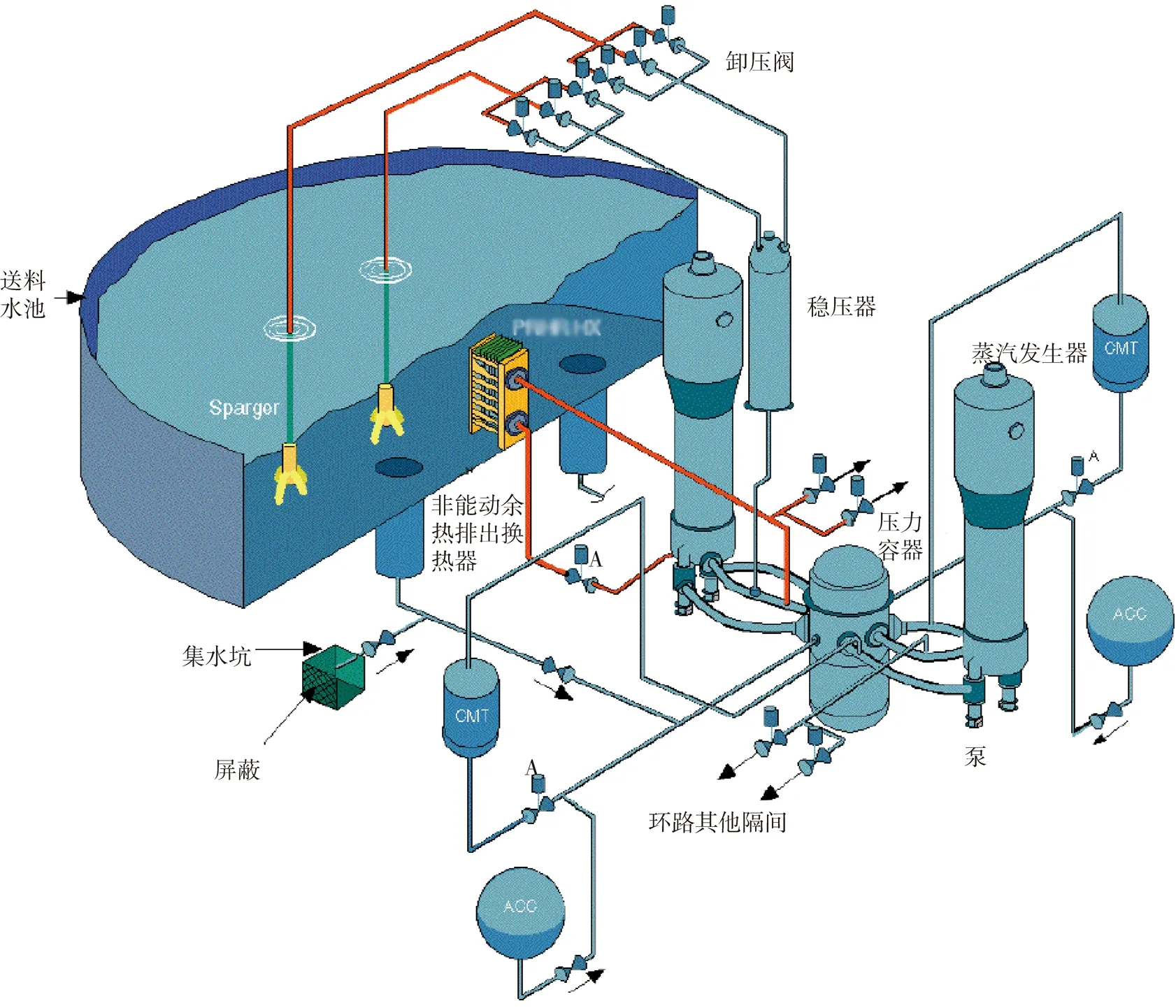
圖9 非能動堆芯冷卻系統(PXS)Fig.9 Passive core cooling system
AP1000堆型核電站的非能動安全系統在堆芯保護初始信號發出后72 h[3]內無需操縱員手動操作,是內陸核電堆型的首選。在壓力邊界泄漏等失水事故或堆芯熔毀事故,甚至在壓力容器燒穿的事故工況的高溫高壓蒸汽環境下,非能動堆芯冷卻系統(見圖9)的持續冷卻能力慢慢降低,安全殼內部溫度逐步上升。雙相不銹鋼S32101的抗拉強度隨溫度升高先降后升,提高了極限事故工況下鋼結構模塊的耐受溫度,保障安全殼內事故工況下安全殼內部結構的完整性。
4 結 論
1)雙相不銹鋼S32101的焊接規范范圍比較寬,即在小規范、大規范的焊接參數下,均可以獲得良好的無損檢測性能。
2)在中等規范的焊接電參數條件下,可以獲得良好的抗拉強度的熔敷金屬,且延伸率、沖擊功較小規范、大規范電參數條件下的優越。
3)在中等規范條件下,熔敷金屬-40℃條件下的沖擊大于34J,滿足ASTM A923-2014中雙相不銹鋼熔敷金屬低溫沖擊功值的規定。
4)在核電應急事故條件下,結構鋼S32101在溫度達到200~250 ℃時抗拉強度出現向上的拐點,是保證核島內部結構完整的有力支撐,為核安全事故應急措施的執行贏得了寶貴時間。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
制造技術與機床(2018年12期)2018-12-23 02:40:58
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
制造業自動化(2017年2期)2017-03-20 14:26:13
石油化工建設(2016年4期)2016-02-27 15:03:16
