ISO焊縫檢測(cè)超聲衍射時(shí)差方法驗(yàn)收等級(jí)解讀
2019-03-22 05:53:46,,
無損檢測(cè) 2019年3期
, ,
(1.中興海陸工程有限公司,大連 116000;2. 煙臺(tái)中集來福士海洋工程有限公司,煙臺(tái) 264000;3.中國(guó)船級(jí)社實(shí)業(yè)公司青島分公司,青島 266071)
20世紀(jì)70年代中期,英國(guó)原子能管理局MAURIC提出了超聲衍射時(shí)差方法(TOFD),該方法成為了一種標(biāo)準(zhǔn)的定量方法。TOFD使用一發(fā)一收探頭對(duì)進(jìn)行檢測(cè),主要利用缺欠端點(diǎn)的衍射波信號(hào)來測(cè)定缺欠的位置及尺寸。TOFD數(shù)據(jù)的顯示是掃查過程中采集的A掃描信號(hào)連續(xù)拼接而成的,水平軸代表探頭移動(dòng)的距離,垂直軸代表時(shí)間(聲程),一般用灰階表示A掃描信號(hào)的幅度。TOFD不但能精確測(cè)量缺陷深度,而且也適用于常規(guī)的焊縫檢查。在很多不同的結(jié)構(gòu)中,包括復(fù)雜的幾何結(jié)構(gòu),只要通過合理的設(shè)置,TOFD就能得到充分的應(yīng)用。
1 ISO TOFD驗(yàn)收標(biāo)準(zhǔn)的變化
2011年2月ISO(國(guó)際標(biāo)準(zhǔn)化組織)出版了第一版ISO 15626:2011《焊縫無損檢測(cè)-衍射時(shí)差技術(shù)-驗(yàn)收等級(jí)》,2018年7月第二版取消并替代了第一版,進(jìn)行了技術(shù)修訂。與先前版本相比,有以下內(nèi)容進(jìn)行了修訂:① 規(guī)范性引用文件的變化;② 將原先第三部分分成了兩個(gè)部分,原有章節(jié)序號(hào)進(jìn)行了更新;③ 在6.3.1節(jié)中增加了高度確定的測(cè)量方法;④ 在表2,3,4中增加了備注b;⑤ 在7.4節(jié)中將“群不連續(xù)時(shí)不考慮點(diǎn)狀不連續(xù)”修訂為“群不連續(xù)時(shí)不考慮點(diǎn)狀不連續(xù)以及高度小于h1的單個(gè)不連續(xù)”;⑥ 在7.4節(jié)群不連續(xù)中增加一條“如果一個(gè)不連續(xù)的高度有變化,其最大的局部高度h應(yīng)按照?qǐng)D6 評(píng)估。”;⑦ 增加了參考文獻(xiàn);⑧ 補(bǔ)全了所有圖中注的解釋。
2 ISO15626:2018的介紹和解讀
2.1 適用范圍
ISO 15626:2018是一個(gè)驗(yàn)收標(biāo)準(zhǔn),其規(guī)定的適用范圍是板厚為6~300 mm鐵素體鋼全熔透焊縫TOFD技術(shù)的驗(yàn)收等級(jí)。標(biāo)準(zhǔn)中規(guī)定的驗(yàn)收等級(jí)是基于ISO 5817:2014《鋼,鎳,鈦及其合金的熔化焊焊縫——缺欠評(píng)定組別》的相應(yīng)焊縫質(zhì)量等級(jí),并根據(jù)ISO 10863:2011《焊縫無損檢測(cè)-超聲檢測(cè)-使用衍射時(shí)差技術(shù)》進(jìn)行焊縫檢測(cè)時(shí)發(fā)現(xiàn)的不連續(xù)的等級(jí)分類。
2.2 不連續(xù)的分類
常規(guī)焊縫無損檢測(cè)中,缺欠的分類是:氣孔、夾渣、未熔合、未焊透、裂紋和表面缺欠。ISO 15626:2018標(biāo)準(zhǔn)中不連續(xù)的分類有所不同,不連續(xù)分為表面開口不連續(xù)和埋藏型不連續(xù)。表面開口不連續(xù)是連接到近表面(掃查面)或遠(yuǎn)表面(對(duì)面)的不連續(xù)。埋藏型不連續(xù)是不與表面相連,位于材料內(nèi)部的不連續(xù)。
2.3 質(zhì)量等級(jí)與驗(yàn)收等級(jí)的關(guān)系
在ISO 15626:2018標(biāo)準(zhǔn)中涉及了焊縫的質(zhì)量等級(jí)、檢驗(yàn)等級(jí)和驗(yàn)收等級(jí)。這幾個(gè)等級(jí)的對(duì)應(yīng)關(guān)系可在ISO 17635:2016《焊接的無損檢測(cè) 金屬材料的一般規(guī)則》中查閱相關(guān)方法的表格。
ISO 5817:2014給出了焊縫的質(zhì)量等級(jí)。標(biāo)準(zhǔn)中規(guī)定了3個(gè)級(jí)別的質(zhì)量等級(jí)以適用于不同的焊接結(jié)構(gòu),分別用B,C,D 來表示,B級(jí)表示最高的質(zhì)量要求。
ISO 10863:2011規(guī)定了TOFD檢驗(yàn)等級(jí),檢驗(yàn)等級(jí)的劃分決定了檢測(cè)的可靠性。檢驗(yàn)等級(jí)分為A級(jí)、B級(jí)、C級(jí)和D級(jí)。
ISO 15626:2018給出了TOFD檢測(cè)的驗(yàn)收等級(jí)。驗(yàn)收等級(jí)劃分是根據(jù)焊縫質(zhì)量的等級(jí)要求,將其分為1級(jí)、2級(jí)和3級(jí)的。
ISO焊縫檢測(cè)標(biāo)準(zhǔn)中TOFD方法涉及的質(zhì)量等級(jí)、檢驗(yàn)等級(jí)、驗(yàn)收等級(jí)如表1所示。
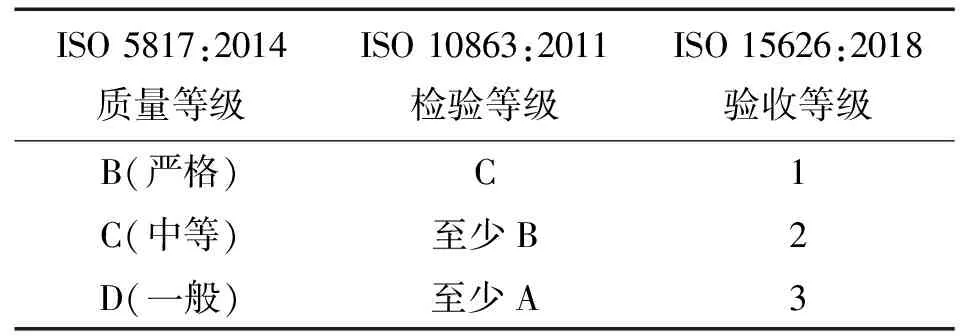
表1 TOFD檢測(cè)相關(guān)等級(jí)
2.4 長(zhǎng)度和高度的定義和確定
ISO 15626:2018對(duì)不連續(xù)的驗(yàn)收基于不連續(xù)的定量。不連續(xù)的定量包括根據(jù)ISO 10863:2011檢測(cè)所得的不連續(xù)的長(zhǎng)度和高度。長(zhǎng)度定義為不連續(xù)在x軸方向上投影的距離;高度定義為沿著x軸向的某個(gè)位置,不連續(xù)在z軸方向上投影的最大值。
2.4.1 不連續(xù)長(zhǎng)度的確定
對(duì)于不同的不連續(xù)類型,ISO 15626:2018有不同的測(cè)長(zhǎng)要求。
(1) 細(xì)長(zhǎng)型直不連續(xù)的長(zhǎng)度定量。細(xì)長(zhǎng)型直不連續(xù)是指在壁厚方向尺寸較小的不連續(xù)。因?yàn)橹挥性诓贿B續(xù)的兩側(cè)端頭才能與雙曲線光標(biāo)擬合良好,所以測(cè)量時(shí),需將雙曲線光標(biāo)擬合在不連續(xù)的兩側(cè)端頭上,這兩側(cè)端頭之間的距離才能被認(rèn)為是不連續(xù)的長(zhǎng)度(見圖1)。
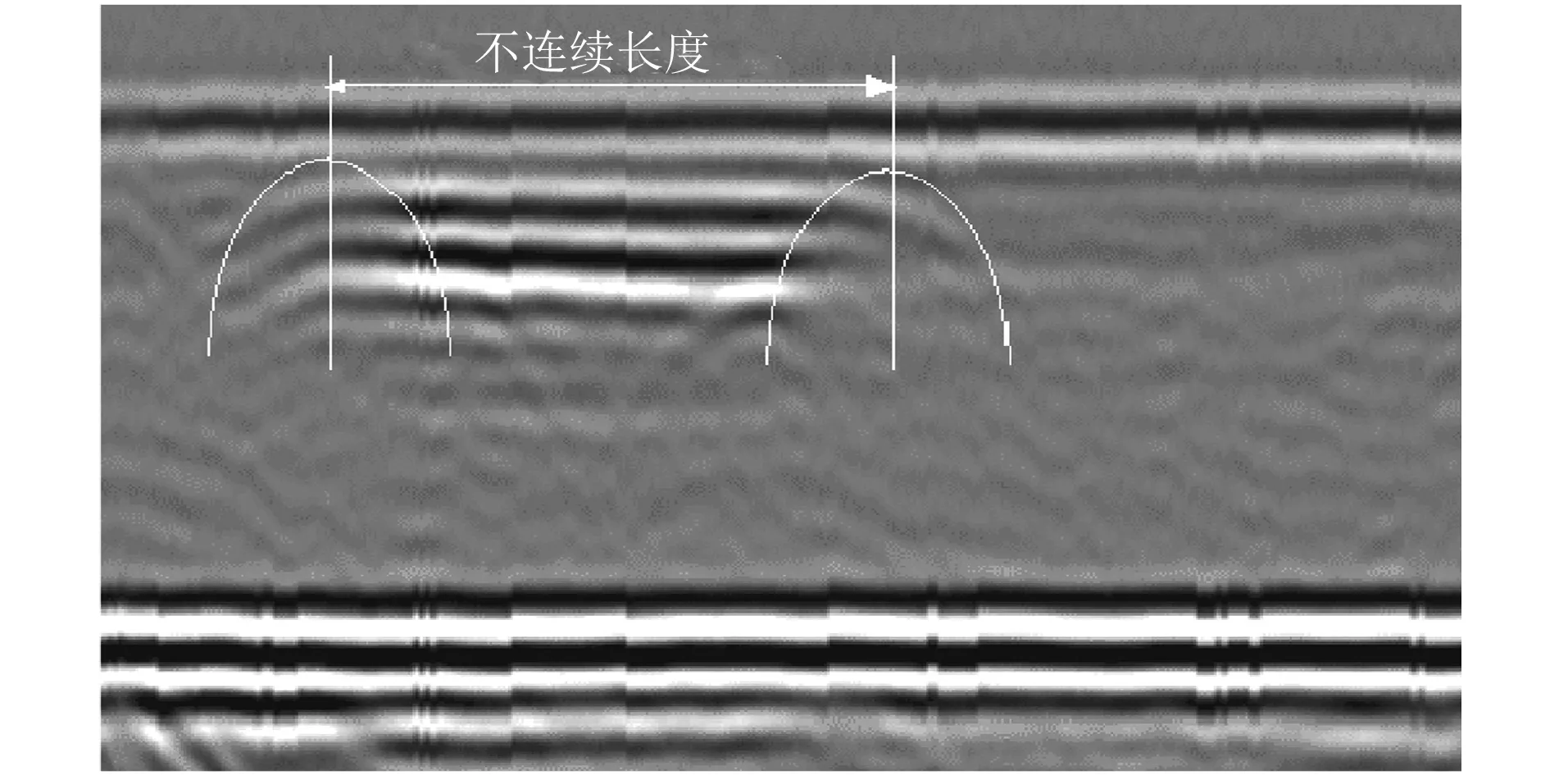
圖1 擬合放置弧形光標(biāo)的長(zhǎng)度定量示意
(2) 細(xì)長(zhǎng)型彎曲不連續(xù)的長(zhǎng)度定量。細(xì)長(zhǎng)型彎曲不連續(xù)是在壁厚方向有較大尺寸的不連續(xù)。不連續(xù)的兩端是不連續(xù)在厚度方向時(shí)間延遲的三分之一處,測(cè)量時(shí)把雙曲線光標(biāo)放在不連續(xù)的兩端,兩端之間的距離才能被認(rèn)為是不連續(xù)的長(zhǎng)度(見圖2)。
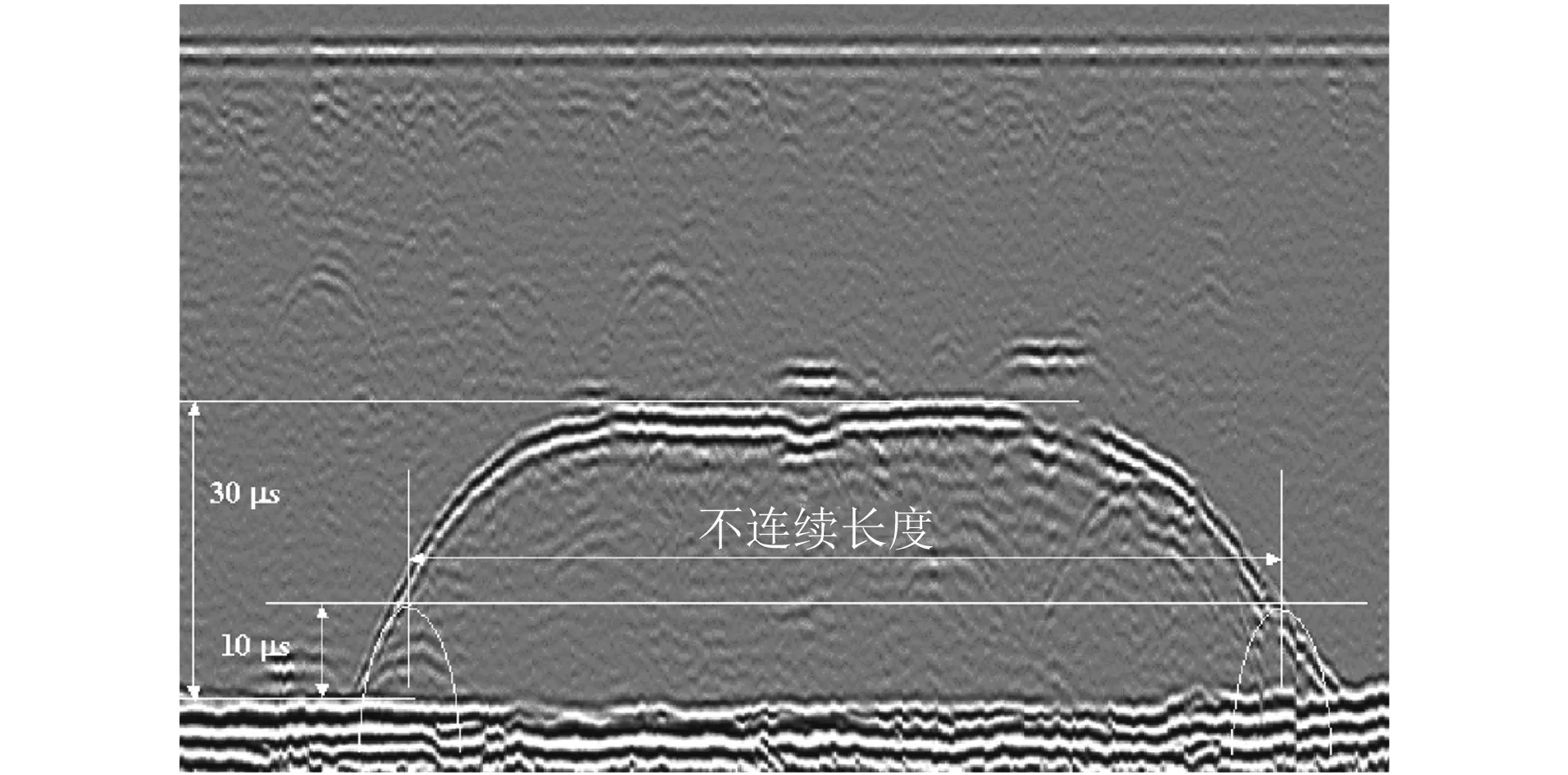
圖2 細(xì)長(zhǎng)型彎曲不連續(xù)的長(zhǎng)度定量示意
2.4.2 不連續(xù)高度的確定
TOFD檢測(cè)技術(shù)使用未檢波信號(hào),因此應(yīng)在未檢波的A掃信號(hào)上進(jìn)行不連續(xù)的高度測(cè)量,需選擇同一個(gè)信號(hào)位置,并且需要考慮相位反轉(zhuǎn)。
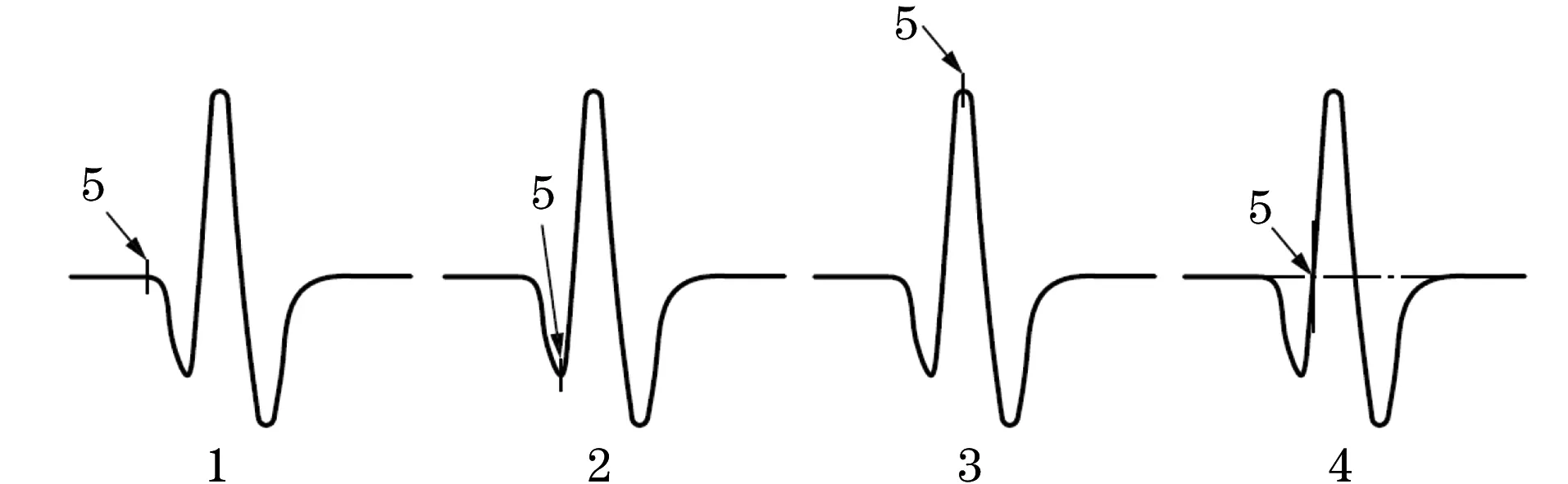
圖3 4種方法進(jìn)行時(shí)間測(cè)量的光標(biāo)位置示意
ISO 15626:2018推薦了4種測(cè)量方法,檢測(cè)人員應(yīng)選擇其中一種方法進(jìn)行測(cè)量(見圖3,其中1為方法一,2為方法二,3為方法三,4為方法四,5為測(cè)量穿越時(shí)間的位置)。方法1為測(cè)量信號(hào)前沿之間的穿越時(shí)間;方法2為測(cè)量信號(hào)第一個(gè)波峰之間的穿越時(shí)間;方法3為測(cè)量信號(hào)最大幅度之間的穿越時(shí)間;方法4為測(cè)量信號(hào)第一個(gè)零值交點(diǎn)之間的穿越時(shí)間。
(1) 表面開口不連續(xù)的高度由直通波與下尖端衍射信號(hào)在z軸方向上投影的最大差值決定,(見圖4,其中1為掃查表面,z1為起始深度,2為對(duì)側(cè)表面,z2為終止深度,x1為不連續(xù)的起點(diǎn),h為高度z2-z1,x2為不連續(xù)的終點(diǎn),l為長(zhǎng)度x2-x1)。
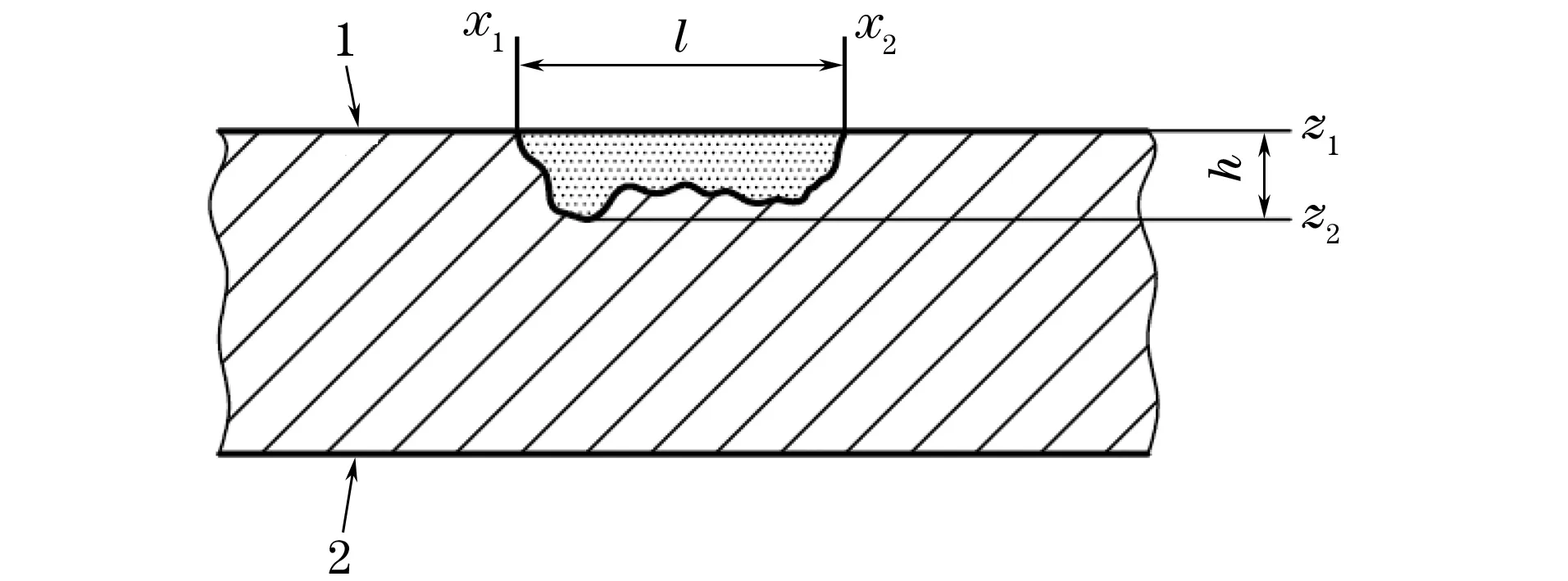
圖4 掃查表面開口不連續(xù)高度的定義
(2) 對(duì)于一個(gè)對(duì)側(cè)表面開口不連續(xù),不連續(xù)的高度由上尖端衍射信號(hào)與背面回波在z軸方向上投影的最大差值決定(見圖5)。
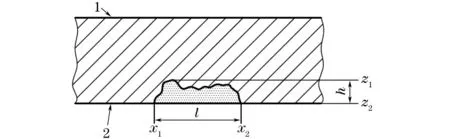
圖5 對(duì)側(cè)表面開口不連續(xù)高度的定義
(3) 埋藏型不連續(xù)的高度由同一x軸向某位置的上端衍射信號(hào)與下端衍射信號(hào)在z軸方向上投影的最大差值決定(見圖6)。
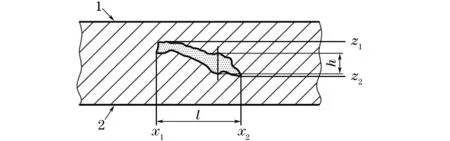
圖6 埋藏型不連續(xù)高度的定義
2.5 驗(yàn)收等級(jí)
ISO 15626:2018中列出了3個(gè)驗(yàn)收等級(jí)。針對(duì)檢測(cè)過程中發(fā)現(xiàn)的單個(gè)不連續(xù)、群不連續(xù)和點(diǎn)狀不連續(xù),分別進(jìn)行評(píng)定。對(duì)不等厚焊縫接頭進(jìn)行檢測(cè)時(shí),驗(yàn)收等級(jí)應(yīng)基于兩塊母材中較薄的板厚,對(duì)承受動(dòng)載荷或有開裂傾向的焊縫,應(yīng)規(guī)定更嚴(yán)格的近表面驗(yàn)收等級(jí)或應(yīng)用其他無損檢測(cè)方法。通用驗(yàn)收條件示意如圖7所示(其中,1為對(duì)于l≤lmax的驗(yàn)收,2為對(duì)于l>lmax的驗(yàn)收,3為拒收,h1為對(duì)于任意l>lmax的不連續(xù)的可接受最大高度,a為高度)。
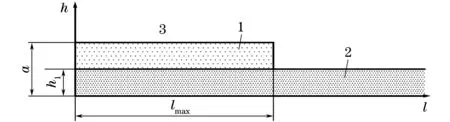
圖7 通用驗(yàn)收條件示意
2.5.1 單個(gè)不連續(xù)
(1) ISO 15626:2018中驗(yàn)收等級(jí)1的要求
驗(yàn)收等級(jí)1的要求如表2所示。當(dāng)檢測(cè)到表面開口不連續(xù),分辨率不足以分辨深度時(shí),應(yīng)使用其他方法或技術(shù)來確定可接受性,如果無法使用其他方法或技術(shù),所有的表面開口不連續(xù)應(yīng)被視為不可接受;高度小于h1的不連續(xù)不予考慮(適用于表3~4)。
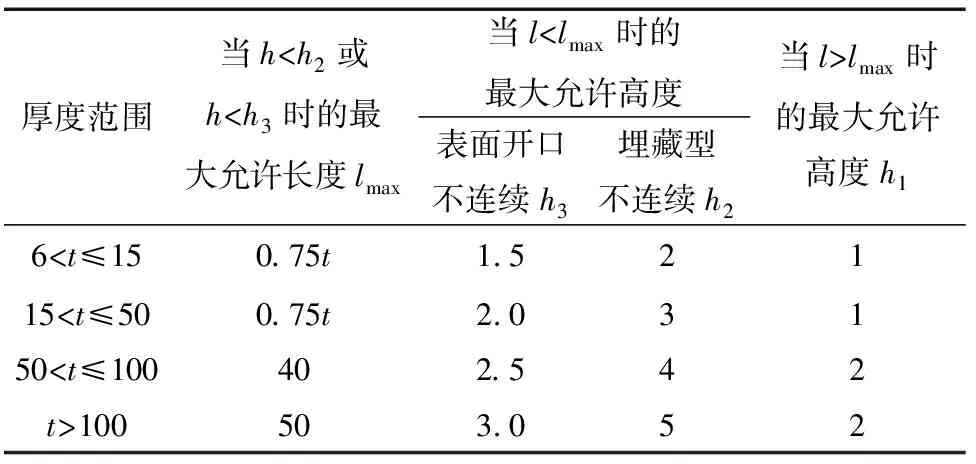
表2 ISO 15626:2018中驗(yàn)收等級(jí)1 的要求 mm
(2) ISO 15626:2018中驗(yàn)收等級(jí)2的要求。
驗(yàn)收等級(jí)2的要求如表3所示。
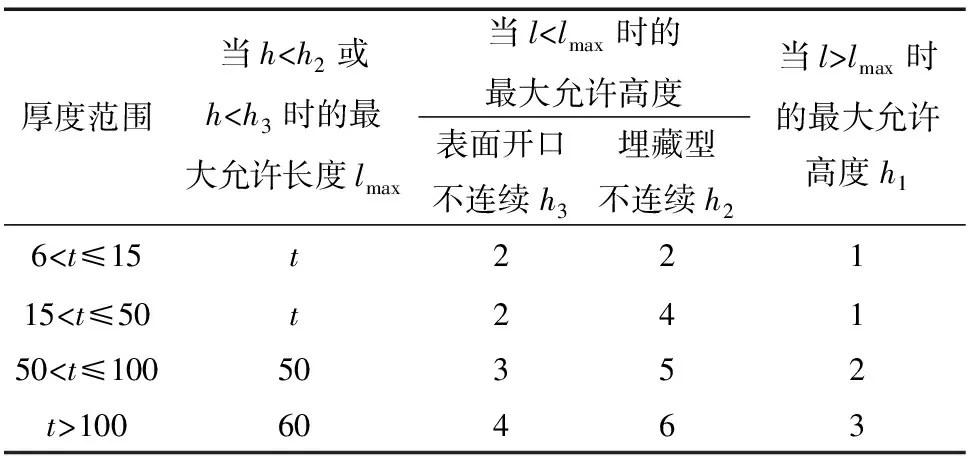
表3 ISO 15626:2018中驗(yàn)收等級(jí)2的要求 mm
(3) ISO 15626:2018中驗(yàn)收等級(jí)3的要求
驗(yàn)收等級(jí)3的要求如表4所示。
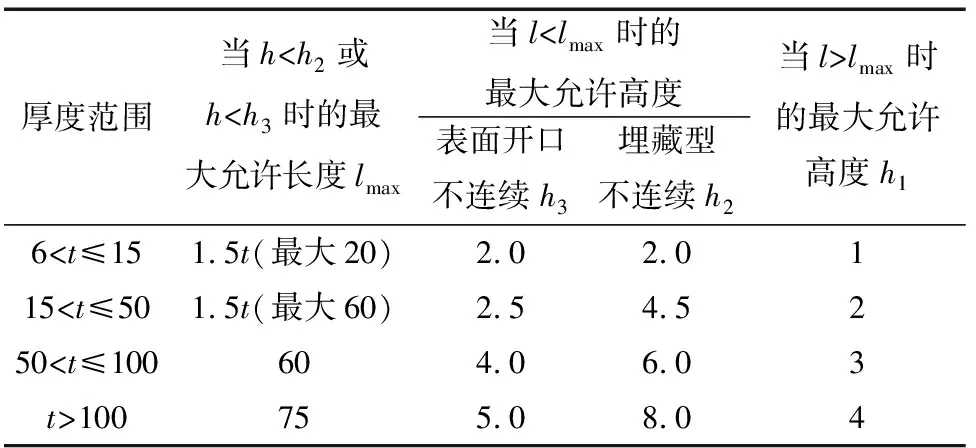
表4 ISO 15626:2018中驗(yàn)收等級(jí)3的要求 mm
(4) 不連續(xù)的累計(jì)長(zhǎng)度
對(duì)于沿著焊縫12t的長(zhǎng)度內(nèi),所有高度超過h1的單個(gè)不連續(xù)的累計(jì)長(zhǎng)度如下所述。
① 驗(yàn)收等級(jí)1: 3.5t,最大150 mm;② 驗(yàn)收等級(jí)2: 4.0t,最大200 mm;③ 驗(yàn)收等級(jí)3: 4.5t,最大250 mm。
2.5.2 群不連續(xù)
評(píng)定群不連續(xù)時(shí)應(yīng)不考慮點(diǎn)狀不連續(xù)以及高度小于h1的單個(gè)不連續(xù)。群不連續(xù)的評(píng)定是基于單個(gè)不連續(xù)的尺寸以及不連續(xù)之間的間距。一個(gè)群不連續(xù)的長(zhǎng)度和尺寸將不可用于其他群不連續(xù)的評(píng)定。
出現(xiàn)下列情況時(shí),一個(gè)群不連續(xù)可作為單個(gè)不連續(xù)評(píng)估:沿著焊縫長(zhǎng)度的兩個(gè)單個(gè)不連續(xù)之間的間距小于較長(zhǎng)不連續(xù)的長(zhǎng)度;兩個(gè)不連續(xù)在焊縫厚度方向上的間距小于高度較大不連續(xù)的高度。
如果一個(gè)不連續(xù)的高度有變化,其最大的局部高度h應(yīng)按照?qǐng)D6進(jìn)行評(píng)估。對(duì)于一個(gè)群不連續(xù),總高度hg定義為單個(gè)不連續(xù)的高度加上這些不連續(xù)之間間距的總和;對(duì)于一個(gè)群不連續(xù),總長(zhǎng)度lg定義為單個(gè)不連續(xù)的長(zhǎng)度加上這些不連續(xù)之間間距的總和。
群不連續(xù)的尺寸示意如圖8所示(其中1,2,3代表3個(gè)不連續(xù),h為不連續(xù)1, 2,3 的最大高度;l為不連續(xù)1, 2,3的最大長(zhǎng)度,hg為群不連續(xù)的總高度,lg為群不連續(xù)的總長(zhǎng)度),圖8中的不連續(xù)2和3應(yīng)作為一個(gè)不連續(xù),因?yàn)槠湓趚方向的間距小于l,且在z方向的間距小于h。不連續(xù)1不包含在群不連續(xù)中,因?yàn)樵诤穸确较虻拈g距大于h。
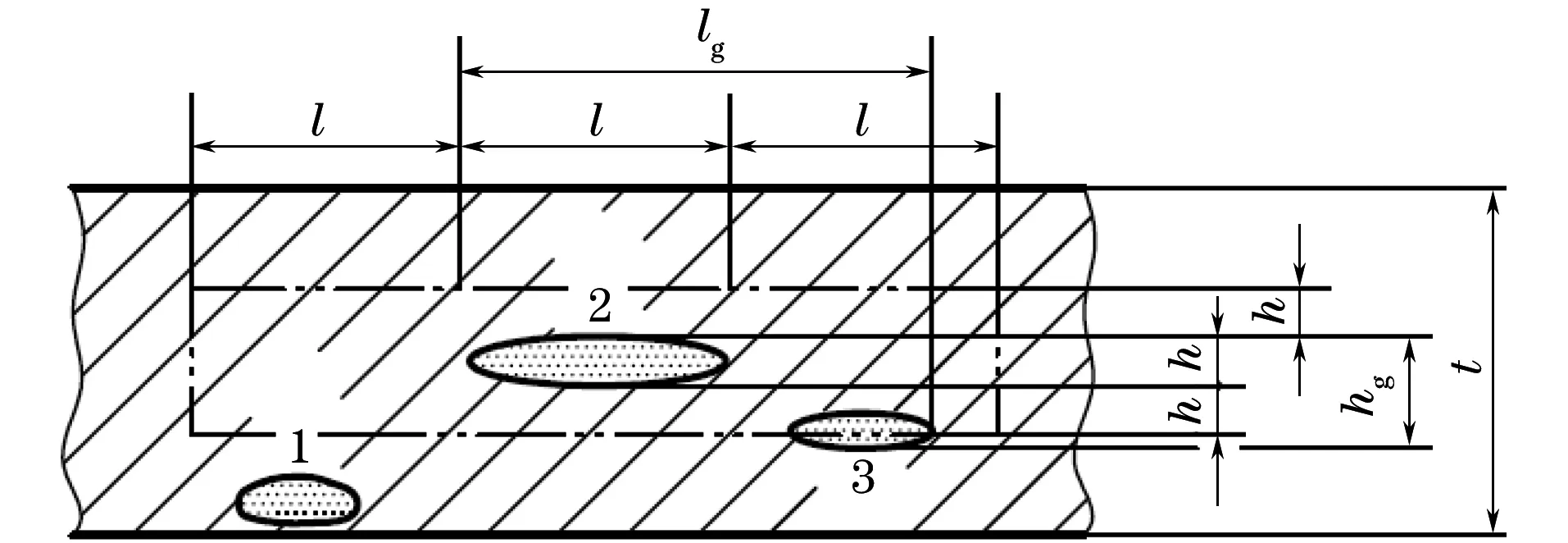
圖8 群不連續(xù)的尺寸示意
2.5.3 點(diǎn)狀不連續(xù)
對(duì)于所有驗(yàn)收等級(jí),在任何150 mm焊縫長(zhǎng)度內(nèi),單個(gè)衍射信號(hào)(點(diǎn)狀不連續(xù))的最大數(shù)量N如式(1)所示。
N=1.2t
(1)
式中:N為較大的整數(shù);t為板厚。
3 結(jié)語
ISO 15626:2018給出了TOFD焊縫檢測(cè)的驗(yàn)收等級(jí),通過借鑒ISO標(biāo)準(zhǔn),結(jié)合我國(guó)國(guó)情,得出了符合我國(guó)國(guó)情或行業(yè)要求的焊縫TOFD驗(yàn)收標(biāo)準(zhǔn)。
猜你喜歡
計(jì)算機(jī)應(yīng)用(2022年2期)2022-03-01 12:33:42
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
計(jì)算機(jī)應(yīng)用(2021年4期)2021-04-20 14:06:36
計(jì)算機(jī)應(yīng)用(2021年1期)2021-01-21 03:22:38
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2018年3期)2018-05-31 08:52:45
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
