便攜式變壓吸附制氧機控制系統設計
2019-03-21 04:26:50劉志猛詹寧波朱孟府
醫療衛生裝備 2019年3期
關鍵詞:單片機
劉志猛,陳 平,詹寧波,高 磊,楊 坤*,朱孟府*
(1.解放軍總醫院第五醫學中心醫學工程科,北京 100039;2.軍事科學院系統工程研究院衛勤保障技術研究所,天津 300161)
0 引言
氧氣是人類活動必需的物質,是人類生命的基本要素[1]。制氧設備是重要的醫療技術保障設備,也是戰傷救治的重要裝備[2]。變壓吸附法制氧由于能耗低、無污染以及投資少等特點,自20世紀60年代以來在中小型制氧設備中廣泛應用[3-4]。變壓吸附法制氧的原理是:由于分子篩對氧和氮的吸附能力的差異,在加壓條件下吸附氮氣,分離出氧氣;在減壓下脫附氮氣以再生分子篩,從而分離空氣中的氧和氮[5-7]。目前的變壓吸附制氧設備體積、質量都較大,不適合野外或車載便攜使用。便攜式變壓吸附制氧機一般指能夠便攜使用、自備電源且質量較輕的變壓吸附制氧設備,而國內目前對便攜式變壓吸附制氧機的研究較少,且其控制系統體積大、自動化程度低、穩定性差[5,8]。因此本研究結合變壓吸附制氧的工藝流程,開發設計了便攜式變壓吸附制氧機的控制系統,從而為便攜式制氧機的深入研究提供技術支持。
1 變壓吸附制氧工藝流程
為研制便攜式變壓吸附制氧機,結合變壓吸附制氧的原理,首先確定了變壓吸附制氧的工藝流程,如圖1所示。為降低便攜式變壓吸附制氧機的體積和質量,本實驗采用兩塔制氧工藝。兩塔變壓吸附制氧工藝具有結構簡單、維護方便、成本低廉等優點,2個吸附塔交替循環,可實現連續不間斷制氧,還能有效降低制氧機的體積和質量[9-10]。同時,為提高產氧體積分數、降低能耗,本實驗采用具有均壓工藝的實驗流程[11]。
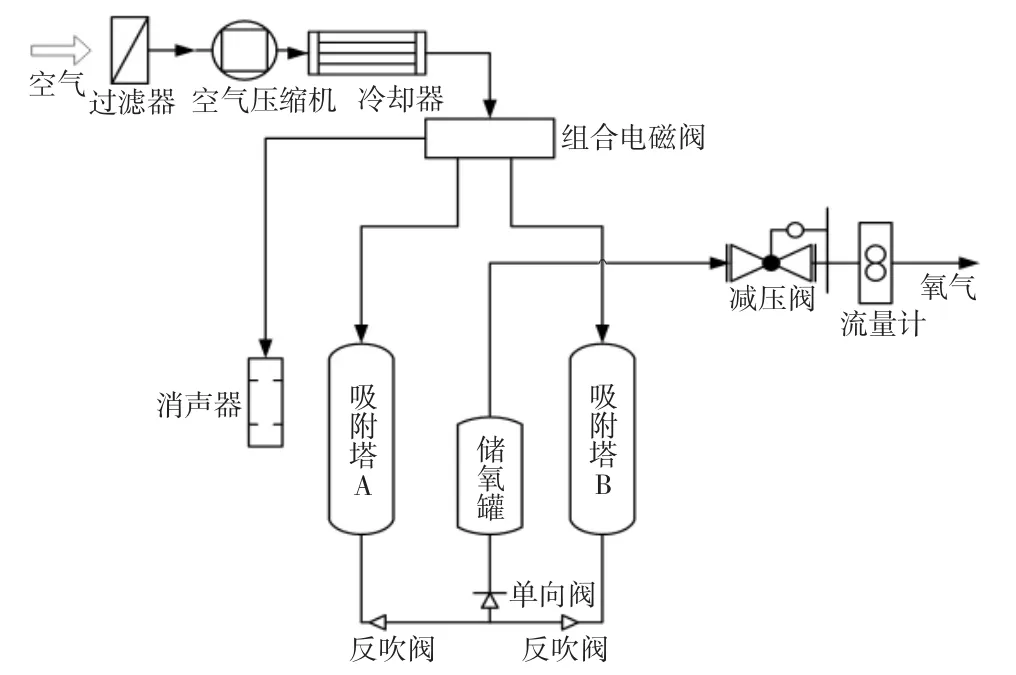
圖1 便攜式變壓吸附制氧工藝流程
2 硬件設計
便攜式變壓吸附制氧機的控制系統以C8051F310單片機為控制核心。C8051F系列單片機是美國Silicon Labs公司生產的新一代單片機,具有高速指令處理能力,增加了中斷源和復位源,同時完全兼容MCS-51指令集,對其進行軟件開發十分方便[12-14]。控制系統涉及的外圍電路主要有電源電路、負載驅動電路、空氣壓縮機驅動電路等,其硬件結構框圖如圖2所示。
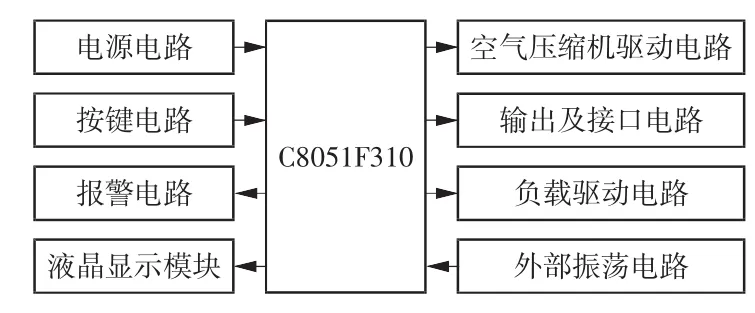
圖2 控制系統硬件結構框圖
2.1 電源電路設計
便攜式變壓吸附制氧機的空氣壓縮機和電磁閥采用DC 12 V供電,而C8051F310單片機工作電壓為DC 3.3 V,因此首先設計電源轉換電路,采用7805芯片將DC 12 V降壓至DC 5 V,再采用AS117芯片將電壓降至3.3 V,供單片機使用。具體電源轉換電路如圖3所示。

圖3 電源轉換電路原理圖
2.2 負載驅動電路設計
便攜式變壓吸附制氧機的主要工作負載為空氣壓縮機和電磁閥。組合電磁閥有效降低了制氧機的體積和質量,同時增加了制氧機的穩定性。由于空氣壓縮機和電磁閥的工作電壓為DC 12 V,單片機工作電壓為DC 3.3 V,不足以驅動空氣壓縮機和電磁閥。因此單片機輸出信號由74LVC04逆變器和達林頓管ULN2003放大,驅動空氣壓縮機和電磁閥。ULN2003是一種復合晶體管陣列,具有耐高溫高壓、帶負載能力強等優點,而且集成有續流二極管,可直接驅動繼電器等大電流的負載。空氣壓縮機及電磁閥的驅動電路原理圖如圖4所示。
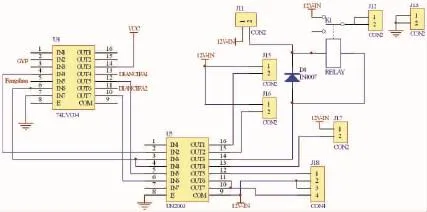
圖4 負載驅動電路原理圖
2.3 空氣壓縮機驅動電路設計
空氣壓縮機是便攜式變壓吸附制氧機的核心動力元件,它將周圍空氣吸入壓縮機內部,空氣經壓縮后進入吸附塔中,是制氧的關鍵。本制氧系統選用Thomas微型無刷直流壓縮機,具有運行平穩、流量大、振動小、噪聲和能耗低等特點。無刷直流電動機需有專用的無刷直流驅動電路控制電子換向器才能工作,因此設計了以JY01為核心的電動機驅動電路,其原理示意圖如圖5所示。JY01是驅動直流無刷電動機的專用控制芯片,具有速度線性調節功能和過流、欠壓、短路保護的能力。其中MA、MB、MC上下臂的輸出驅動信號分別由 AT、AB,BT、BB,CT、CB表示,霍爾轉子的位置信號由Ha、Hb、Hc表示,JY01發出正弦脈寬調制(sinusoidal pulse width modulation,SPWM)信號,通過 IR2021 驅動上下橋臂場效應管控制空氣壓縮機的轉速。
3 軟件設計
影響變壓吸附制氧的主要因素有吸附劑性能、吸附塔高徑比、吸附壓力、解吸壓力、反吹壓力等。本實驗工藝流程的吸附塔尺寸及吸附劑的選型都已定型,通過單片機程序控制電磁閥的開閉來控制吸附時間、解吸時間、均壓時間等操作參數進而控制吸附壓力和解吸壓力等實驗參數,從而得到最佳的制氧參數。制氧機主控制流程如圖6所示。

圖5 無刷電動機驅動電路原理示意圖
系統初始化完畢后進入待機狀態,當檢測到開機指令時,制氧系統的空氣壓縮機、電磁閥等開始運行,發光二極管(light emitting diode,LED)面板顯示系統運行狀態。單片機控制吸附塔A開啟進氣閥門,對吸附塔A進氣加壓,吸附氮氣,分離出氧氣;當吸附塔A的壓力達到飽和吸附壓力后,切換開啟吸附塔B的電磁閥,吸附塔A解吸出氮氣,開始循環進行加壓吸附、降壓解吸及均壓的過程,實現連續不間斷產氧。當檢測到停止信號時,則停止制氧。
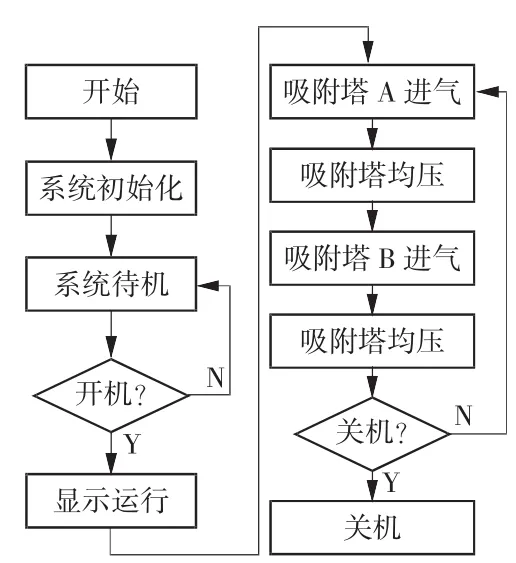
圖6 制氧機主控制程序流程圖
4 實驗驗證
完成控制系統的硬件和軟件設計后,進行制氧系統的整機調試。制氧系統為雙塔模式,通過修改控制程序的參數即可控制吸附塔A和吸附塔B的吸附時間和均壓時間,進而控制吸附塔的吸附壓力和解吸壓力。通過改變吸附時間和均壓時間的控制參數,測得不同產氧流量下(0.8~1.8 L/min)的氧氣體積分數,具體實驗結果如圖7、8所示。由變壓吸附制氧原理可知,產氧流量越低,則吸附塔內壓力越高,因此氧氣體積分數越高。實驗測得,當產氧流量為1.0 L/min時,氧氣體積分數最高可達91.49%,符合設計要求。本研究設計的控制系統簡單方便,經過長時間測試,制氧系統運行穩定可靠,在保證產氧體積分數的前提下,實現了便攜式變壓吸附制氧機的連續不間斷運行。
5 結語
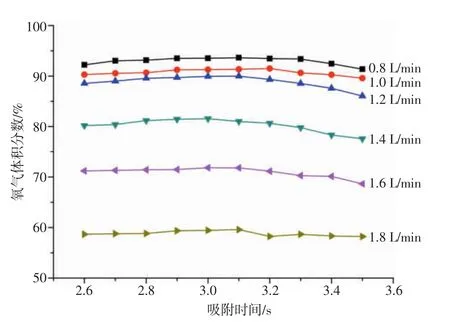
圖7 吸附時間對氧氣體積分數的影響

圖8 均壓時間對氧氣體積分數的影響
本文基于變壓吸附制氧原理,設計以C8051F310單片機為控制核心的便攜式變壓吸附制氧機控制系統,并設計了外圍控制電路和控制程序,整個控制系統具有簡單方便、穩定可靠、人機界面交互良好等優點。在控制系統基礎上研制的制氧樣機體積小、質量輕,當產氧流量為1.0 L/min時,氧氣體積分數最高可達91.49%,達到設計標準。下一步,擬研究制氧系統的智能控制,通過控制壓縮機轉速、均壓時間及吸附時間等參數,實現制氧機的產氧流量及體積分數隨海拔高度的自動調節并保持相對穩定。
猜你喜歡
電子制作(2019年13期)2020-01-14 03:15:28
電子制作(2019年15期)2019-08-27 01:12:10
電子制作(2019年11期)2019-07-04 00:34:48
電子制作(2019年9期)2019-05-30 09:42:02
電子制作(2018年12期)2018-08-01 00:48:04
電子制作(2017年9期)2017-04-17 03:00:53
電子制作(2017年19期)2017-02-02 07:08:27
電子制作(2016年21期)2016-05-17 03:52:51
電子設計工程(2015年15期)2015-02-27 12:07:30
電子設計工程(2015年8期)2015-02-27 12:05:36