初探多色模具成型塑件拼接防裂結構
2019-03-14 07:23:56戚月珍
時代農機 2019年1期
戚月珍
(江蘇省常州市建東職業技術學院,江蘇 常州 213022)
1 插腳鑲件多色塑料注塑模具
1.1 概述
隨著車燈類產品結構的多樣化、復雜化發展,注塑模具結構也緊隨著日漸復雜。作為多色模具結構封料筋條通常用到的插腳鑲件,更是成為了不可或缺的部分。常規插腳鑲件非常適用于產品筋條過深在生產過程中此類結構反復開合模具動作,易導致筋條發生諸如變形、彎曲、開裂等種種現象,增加了用戶使用過程中維修頻率。為了方便損壞過程中可以拆下便于維修,在原有插腳鑲件結構中結合產品缺陷對其進行改善優化,通過更改插腳鑲件封膠面造型對產品加大其結合處的接觸面積來解決雙色及多色燈罩拼接處結合處易開裂的缺陷問題,適合于某些拼接式多色產品的注塑模具。模具中的實際使用結果表明:該結構改善完全適合使用在多色注塑產品的模具中,且運行效果良好。
由模具注塑所成型的塑料產品在現今生活中的使用越來越廣泛,大量塑料產品的使用,小到日常生活用品(如:手機、圓珠筆殼、文件夾、計算器),大到汽車、輪船、航空產品等等。廣泛的應用范圍,促使模具技術不斷發展,為了塑料產品的大批量生產,這就要求塑料注塑模具的機械強度足夠高,才能不間斷地提供產品,滿足市場的大量需求。塑料注塑模具機械強度的高低在于最脆弱的那個點,而在這其中用于一種多色產品成型的插腳鑲件為重中之重。
1.2 插腳鑲件在多色塑料注塑模具中的應用和現狀
插腳鑲件在多色塑料注塑模具中的應用歷來存在并且非常廣泛,近幾十年來隨著科學技術水平的提高,相應地促進了模具行業的快速發展,計算機輔助設計的普及和應用,設計人員整體素質的上升推動了模具設計經驗的逐漸積累,從而使得模具實際制造水平的持續上升,各種各樣的塑料產品在人們日常生活中的比例越來越高。俗話說良好的開端是成功的一半,任何一個產品的質量都取決于設計的合理與否。同樣的道理,模具結構的設計質量的高低也決定了塑料產品的質量優缺。在塑料模具的結構設計中,鑲嵌件是必須引起重視的問題。因為相對于整體模具而言,鑲嵌件結構的模具,它的優點在于不但可以節省材料,而且加工的時候更加方便,縮短模具制造周期。特別是型腔的加工,由于是內表面,如果是整體式的加工非常困難。而鑲嵌件由于嵌件之間存在間隙,可以增加排氣,從而有利于塑料產品的成型,提高了塑件的質量。另外由于制造周期短從而使產品能夠提前面市,可以為公司搶占市場做好基礎和準備。
在多色成型模具技術的快速發展階段,模具的強度要求也越來越高,并且模具已經能夠制造成模塊化,像拼積木一樣,各組件可方便快捷地更換。傳統的普通插腳鑲嵌件如圖1所示的結構已滿足不了雙色或多色模具成型的要求,為避免這類缺陷,必須在模具前期設計分析的時候加以充分考慮,本設計任務就是對這種結構進行相應地改善。
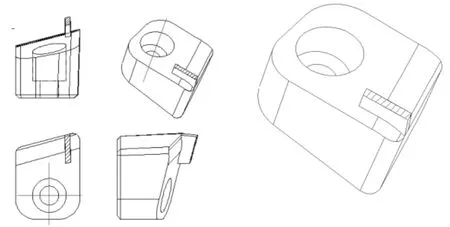
圖1 常規插腳鑲件示意圖
本課題準備設計一種新型的模具插腳鑲嵌件結構,這樣可以解決雙色及多色拼接式塑料產品在使用過程中容易出現的開裂現象。
2 鑲嵌的件設計和加工
2.1 整體結構設計思路
本課題的思路就是想通過對多色塑料結合的地方筋條的鑲嵌件結構進行更改,加大其結合處兩者之間的接觸面積,就是將結合處原來的平面拼接方式改為階梯式拼接的方式,原先的平面指任意兩點的連線整個落在此面上,平面拼接方式由兩個平面拼接而成,而階梯式拼接方式由三個或三個以上的平面拼接而成,并且階梯式拼接方式沒有固定規則拼接方式。如圖2所示。

圖2 三個接觸面拼接式插腳鑲件示意圖
本結構就是通過增加汽車尾燈燈罩焊筋結合處的接觸面積(如圖3所示),從而達到保證焊筋處高強度的目的,并且可以減少接觸處的應力集中,大大減少了在生產過程中的結合處容易出現的開裂現象,另外設計工作簡單不需要刻意多出任何的工作量,只是變換了一下思路,就可以給生產省去不必要的麻煩。做成臺階式的插腳鑲件不僅設計工作不要太多的額外工作,生產上還方便加工,減少加工工藝步數,極大地提高了工作效率,做到了結構簡單,構造合理,比較適合大范圍應用。
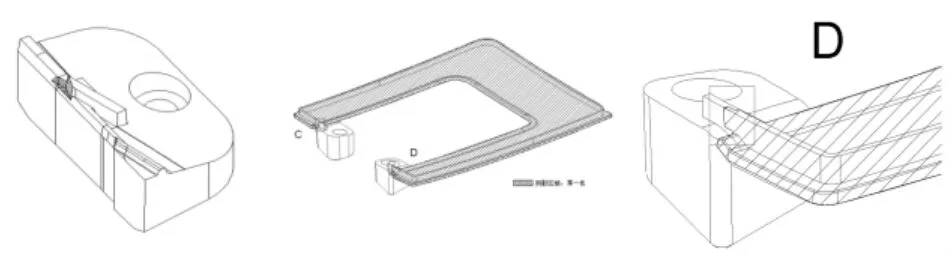
圖3 改善效果示意圖
2.2 腳插鑲嵌件的應用
常見的插腳鑲嵌件,不僅在塑料模具中的定模、動模中可以應用,在滑塊和斜頂中也可以使用。在實際模具生產過程中主要在以下幾種情況下考慮增加鑲嵌件,從而方便模具的加工和排氣。
比如在一些結構比較復雜的模具中,在有比較深度的筋條的位置情況下或者有奇形怪狀的位置時,這時加工非常困難,通常采用鑲件的方法方便后道工序的加工,而由于嵌件之間存在間隙,便于產品在較深位置時產生困氣,從而產生燒焦現象等。而且在后期的模具使用過程中維護鑲件的使用也能節省維護的成本,比如插腳損壞,采用鑲件式的就不需要更換本體,只需更換鑲件的插片就可以實現模具的維修。
本課題的改進鑲嵌件主要應用于雙色或者多色塑料模具,比較深度的筋條的位置且用于封膠的插腳鑲件結構,比如廣泛應用于現代汽車車燈行業中,雙色或多色尾燈燈罩多采用拼接式造型,產品拼接處接觸面較小且易造成應力集中,另外由于接觸面處的強度較低,易造成插腳斷裂或者拉傷。燈罩后續工序還有需要做防霧、焊接、總裝。在這些過程中易受到外力的作用或者操作不當造成燈罩拼接處筋條易開裂,有可能導致產品報廢,造成不必要浪費。如圖4所示,A、B結合處易開裂。
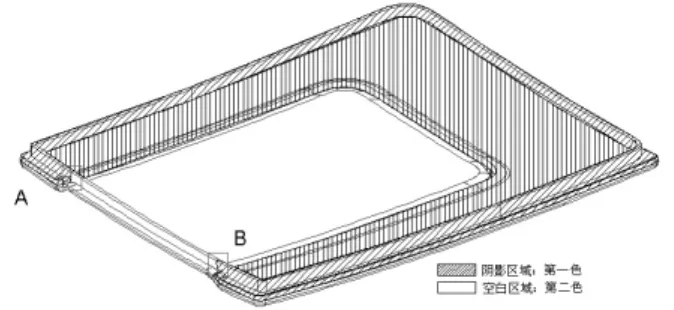
圖4 產品示意圖
2.3 插腳鑲嵌件的常見形式
插腳鑲嵌件在模具中有多種存在形式,其主要鑲件存在形式有以下兩種形式:通孔式和盲孔式。
本課題研究的是通孔式鑲件,在各種鑲件的存在形式中,由于通孔式鑲件的先天優越性,要優先選用通孔式,如圖5所示。

圖5 改善鑲件及通孔式鑲嵌件示意圖
通孔式的加工方法非常方便,一般采用直接線切割加工或直接鉆孔后再經過鉸孔,所以這種鑲件應用很廣泛。
2.4 插腳鑲嵌件設計要點
由此可知,插腳鑲件的設計在塑料模具結構設計中占有一定的重要位置,因此以下幾點在設計插腳鑲件過程中應加以注意。
(1)在鑲拼插腳鑲件時,要在拼接處打磨光滑,避免尖銳角度。
(2)在改善插腳鑲件時,需要考慮到筋條強度。
(3)如果碰到只有單邊承受注射壓力,而另一側無有效固定位的鑲件的模具,為了防止鑲件沖偏,為了加強強度必須另做加強筋。
2.5 插腳鑲件的加工和制作
首先備料,按照數據圖的尺寸,購買尺寸稍大的方塊鋼料(一般采用718HH)和插片的鋼料(由線切割剖料成片狀),加工步驟如下:
(1)由編程人員根據3D數據圖計算出加工的刀路,經審核下發到下道工序數控加工。
(2)數控加工人員,根據所編程序確定工件原料和基準,經打表分中取數試刀進行加工,加工完成后經檢測合格后方可移交下道工序鉗工裝配。
(3)裝配時經過打磨倒角等一系列工序,將配合間隙控制在0.1 mm左右,裝配固定完成后,再次移交數控加工。
(4)移交數控加工后重復(1)(2)兩道工序,經檢測合格后算完成加工,如若不合格還需要返工,直到檢測合格為止。
3 結 語
本文設計了一種改善插腳鑲件結構方案,通過對雙色或多色產品結合面的接觸面積的改善,用來增加產品結合處的接觸面積,合理地改善了產品結合處易開裂現象。通過實際使用結果來看,相對特殊造型的結構還是有明顯改善效果。有鑒于此,有必要提供一種拼接處防開裂結構,該結構能夠解決上述技術中存在的費用昂貴問題,降低工作成本,提高生產效率。拼接產品類模具可以在前期,針對開裂現象對其結合處進行改善,從而達到減少產品開裂、鑲件斷裂的問題。
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
Coco薇(2015年1期)2015-08-13 02:23:50
現代企業(2015年9期)2015-02-28 18:56:50
玩具(2009年10期)2009-11-04 02:33:14
個人電腦(2009年9期)2009-09-14 03:18:46