基于宏程序的帶橢圓曲面復雜軸零件的加工
2019-03-10 04:31:26趙涓涓
山西冶金 2019年6期
趙涓涓
(山西工程職業學院, 山西 太原 030009)
1 加工零件及方法
曲面軸是工業生產上常見的軸類零件,其外形輪廓通常比較復雜。而橢圓面作為曲面的一種,在工程實踐的應用也非常廣,一般情況下,如果對橢圓進行加工,可以選用CAM 軟件進行自動編程,也可以選擇用宏程序進行手工編程,兩者相比,使用宏程序進行編程加工要比自動編程加工更加快捷、高效、靈活。本文主要介紹模擬仿真在數控車床型號CK6150,數控系統為FANUC 0i 上,采用用宏程序編程方法完成橢圓的加工。圖1 所示為帶橢圓曲面軸零件。給定的毛坯Φ65 mm×160 mm 的棒料,材料為45 鋼,經正火、調質、淬火后具有一定的強度、韌性和耐磨性。

圖1 帶橢圓曲面軸零件(mm)
2 工藝分析
2.1 零件圖樣分析
如圖1 所示零件的加工面主要由圓柱面、圓錐面、外溝槽、凹凸橢圓面、內孔和內螺紋組成。零件車削加工外成形輪廓較復雜,重要的加工部位為凹凸橢圓曲面,其他部位相對容易加工。該零件加工精度等級為IT8。表面粗糙度要求為全部Ra3.2。
2.2 確定裝夾方案
數控車削中,該零件可采用三爪自定心卡盤進行裝夾定位,保證外圓柱面對內孔圓柱面的同軸度要求。
該零件生產類型為單件生產,定位基準均選擇在外圓柱段的左、右端面。
2.3 刀具及切削用量確定
根據零件加工要求,需要選用外圓車刀(加工外輪廓、端面、倒角)、外切槽刀(切槽、切斷工件)、中心鉆、螺紋車刀,刀片材料均采用硬質合金。刀具選擇和切削用量如表1 所示。

表1 數控加工刀具使用卡
2.4 編制加工工藝
編制加工工藝,填寫工序卡片(見下頁表2)。
2.5 程序編制,宏程序完成橢圓面加工
2.5.1 完成零件部分輪廓加工
分別用G71、G92 等循環指令完成只剩凹凸橢圓面的其他所有要素的程序編制,加工生成的零件如下頁圖2 所示。

表2 加工工序卡

圖2 完成部分輪廓加工零件圖(mm)
2.5.2 完成零件加工
換外圓車刀,編制凹凸橢圓面加工程序,完成零件所有要素加工(見圖3)。

圖3 含凹凸橢圓面輪廓圖(mm)
凹凸橢圓面加工是該零件的加工難點,要完成此要素的程序編制,需引入宏程序指令。宏程序是一種具有計算能力和決策能力的數控程序[1,2]。宏程序引入了變量和表達式,還有函數功能,具有實時動態計算能力,可以加工非圓曲線,如拋物線、橢圓、雙曲線、三角函數曲線等。
2.5.2.1 宏程序編程思路
針對橢圓面的加工,采用宏程序編程的思路是采用直線段去逼近橢圓, 這時關鍵是求出橢圓象限圓弧上幾個節點的坐標。而節點的計算較復雜,須借助宏程序中循環指令處理。求得各節點坐標后, 即可按相鄰兩節點間的直線來編寫加工程序。
2.5.2.2 循環指令格式(當……時,循環)
格式:WHILE[條件式]DOm;(m=1、2、3)
……
ENDm;
當條件成立時,執行WHILE 之后的DOm到ENDm間的程序,程序段DOm至ENDm即重復執行;當條件不成立時,執行ENDm語句的下一個程序段。
2.5.2.3 編程流程圖
完成零件凹凸橢圓面程序編制流程圖如圖4、5所示。
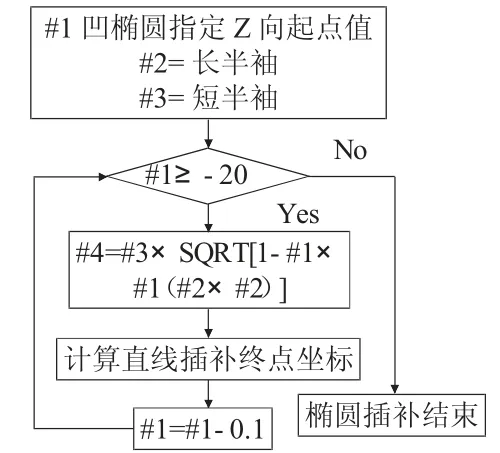
圖4 凹橢圓面編程流程圖

圖5 凸橢圓面編程流程圖
2.5.2.4 程序編制
N500 G54G99T0101
N501 S500M03
N502 G00X70Z2M8
N503 Z-31
N504 #1=20
N505 #2=20
N506 #3=10
N507 WHILE[#1GE-20]DO1
N508 #4=#3*SQRT[1-#1*#1/[#2*#2]]
N509 G01X[60-#4*2]Z[#1-52]F0.3
N510 #1=#1-0.1
N511 END1
N512 G00X70
N513 Z2
N514 M05
N515 M00
N600 G54G95T010
N601 S500M3
N602 G00X50Z-9
N603 #11=20
N604 #5=20
N605 #6=10
N606 WHILE[#11GE0]DO2
N607 #7=-#3*SQRT[1-#11*#11/[#5*#5]]
N608 G01X[40-#7*2]Z[#11-31]F0.3
N609 #11=#11-0.1
N610 END2
N611 G00X70
N612 Z2
N613 X300Z300
N614 M05
N615 M30
3 結論
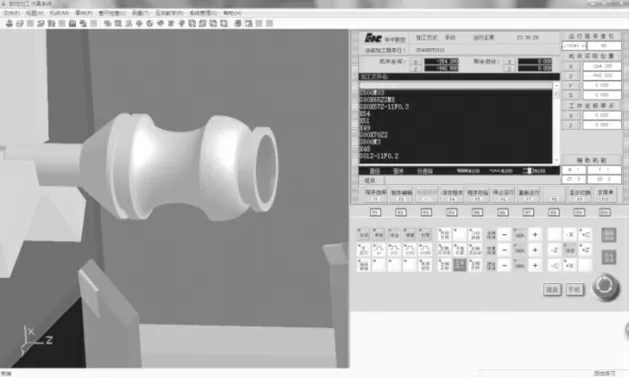
圖6 模擬完成零件加工
用宏程序能很好的完成橢圓的程序編制并加工,其仿真模擬如圖6 所示。但在加工橢圓時,需要有以下注意事項:
1)車削后工件的精度與編程時所選的步距值有關[3]。步距值越小,加工精度越高;但減小步距值又會使數控系統工作量增大,影響進給速度,從而降低加工效率。因此,必須根據加工要求合理選擇步距。
2)對橢圓軸中心與工件坐標原點不重合的情況,需要將工件坐標系編制后再編程加工。