超窄邊框觸摸屏功能片工藝探討
2019-03-08 14:22:47陳絨
科技創新導報 2019年30期
陳絨
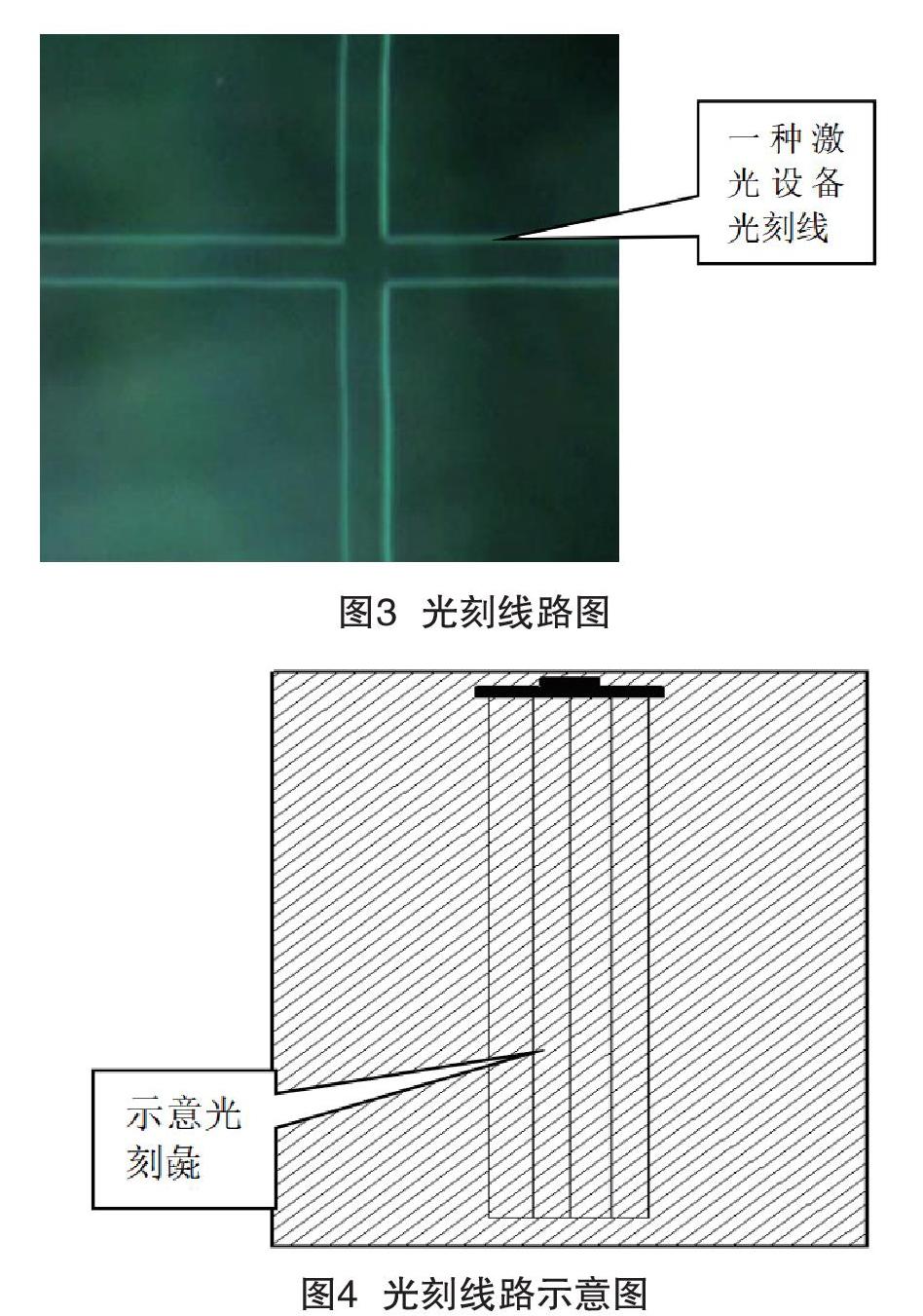
摘? ?要:電容式觸摸屏誕生以來,經過10來年的發展,已經顛覆了人類生活方式。隨著科技不斷發展,它可能更大,更輕,更軟,可折疊等。本文主要探討超窄邊框觸摸屏功能片的工藝。功能片加工主要采用鐳射光刻加工方式,在導電薄膜金屬區域與其它區域采用鐳射蝕刻出觸摸功能片的線路圖形。金屬區域的線寬與線距為0.012~0.024mm,比傳統工藝的0.020~0.030mm縮小約40%,同時采用微米級激光設備蝕刻,對位置公置進一步減少,達到超窄邊框的效果。
關鍵詞:電容式摸屏? 超窄邊框? 功能片? 線寬
中圖分類號:TP334? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?文獻標識碼:A? ? ? ? ? ? ? ? ? ? ? ? 文章編號:1674-098X(2019)10(c)-0078-02
2012年之前,XPS的邊框看起來十分厚重,09款的XPS 13有著不下1cm的邊框厚度,2012年的XPS 13就已經把邊框縮減到了1cm以下了,2015年,XPS 13的邊框更是已經快接近于全面屏的屏占比。全面屏將成為了筆記本屏幕,電視屏幕或其它終端的未來趨勢之一,它不僅滿足了人們對于視覺效果和高效生活的需求,還將提供更多潛在的交互方式。
1? 超窄邊框觸摸屏功能片結構分析
現有傳統GFF觸控模組應用于劉海屏顯示模組表面之后,因傳統觸控模組除顯示區域外,走線都為絲印銀漿走線,絲印銀漿走線由于工藝的特性無法形成小于一定距離的左右邊框,實現不了高屏占比的性能。
本文主要從銀漿噴墨技術與鐳射蝕刻技術為基礎,論述超窄邊框(見圖2)觸摸屏功能片的制造工藝技術。
2? 超窄邊框觸摸屏功能片技術分析
2.1 噴墨技術
噴墨印刷技術作為一項高效環保的數字化印刷技術,得到越來越高的關注,業內普遍認為噴墨印刷技術將是數字化印刷的必然發展趨勢(見圖1)。然而與已經成熟的多Pass噴墨印刷設備不同,單Pass噴墨印刷設備在數據帶寬、數據在線重構、高精度同步控制、噴嘴在線補償等方面有著極高的技術要求[1]。傳統絲印工藝加工出來的銀漿,銀漿厚度偏厚,均勻性不好(一般厚度為0.004~0.006mm),且在工藝生產中存在顆粒狀形狀或異物(0.010~0.030mm)。絲印銀漿后使用鐳射光刻工藝加工一般只能加工出0.03/0.03mm線寬線距的線路,難以加工出更細(0.015/0.015mm)線路[2]。本文介紹使用噴墨的方式,把銀/銅液體噴涂在雙面導電薄膜的第一面上,使用100℃~150℃高溫烘烤與采用UV光照固化,形成導電金屬區域圖形,其厚度可控在約0.001mm。
2.2 鐳射蝕刻技術
隨著集成度的不斷提高,人們對光刻技術(見圖3、圖4)分辨率要求也越來越高[3,4]。本文論述一種激光加工技術,使用一種激光蝕刻的加工,在導電薄膜金屬區域與其它區域蝕刻出觸摸屏功能片線路。金屬區域的線寬與線距為0.012~0.024mm,比傳統工藝的0.020~0.030mm縮小約40%,同時采用微米級激光設備蝕刻,對位置公置進一步減少,達到超窄邊框的效果。
3? 結語
超窄邊框是電容式觸摸屏制造生產關鍵技術之一,屏占比大小的提升,屏幕的厚度、制造技術都與其能否被安全使用息息相關,如筆記本作為一種移動使用的電子產品,更需要一個安全可靠的屏幕的,從開始一圈屏幕邊框,到現在全面屏的出現,都是技術的積累。本文給合了噴墨技術與鐳射蝕刻技術優勢。可以加工出超窄邊框的觸摸功能片,比傳統工藝的0.020~0.030mm縮小約40%。
參考文獻
[1] 溫曉輝,陳華慧,呂昌,等.數字噴墨印刷關鍵技術及其實現[J].影像科學與光化學,2019,37(3):227-233.
[2] 王永秋.影響絲網印刷質量的工藝參數分析[J].網印工業,2018(1):34-37.
[3] 張新宇,易新建,起興榮,等.微透鏡制作中光刻膠與襯底匹配行為的研究[J].光子學報,1998(1):60-64.
[4] 李寒松,丁玉成,王素琴,等.冷壓印光刻中高分辨率抗蝕劑的研究[J].西安交通大學學報,2003(7):750-753.
