煙草行業卷煙工廠自動化高架庫物流系統精益流程工藝布局與仿真可塑性應用設計研究
2019-03-06 09:09:58劉劍敏張其東方利梅徐大飛余文濤
中國儲運 2019年3期
文/劉劍敏 張其東 方利梅 徐大飛 余文濤
關鍵字:煙包智能排序出庫;一體化作業調度流程;邏輯分離;一庫多用;摻配線控制模式;EMS小車智能調度系統
1.精湛的物流特色工藝布局設計
1.1 原料配方高架庫系統特色工藝流程:
系統適應精細化分組加工、精細化配方、順序投料、柔性生產、批次管理、按訂單生產、質量跟蹤、均勻摻兌、廢品剔出、信息跟蹤不斷線、提前警示(比如缺貨等)、配方無限替換等需求。工藝流程圖一:
為了完全滿足生產批次更小顆粒度的工藝研究要求以及分組加工的特色工藝需求,對每批煙包須進行自動嚴格的排序,滿足四個生產線流量同時作業需求。面對上述片煙出庫的功能新的挑戰,設計嚴格保證生產的連續、穩定,片煙出庫煙包排序的準確性。
圖二:煙包排序設備布局圖

圖三:煙包EMS小車設計流程圖
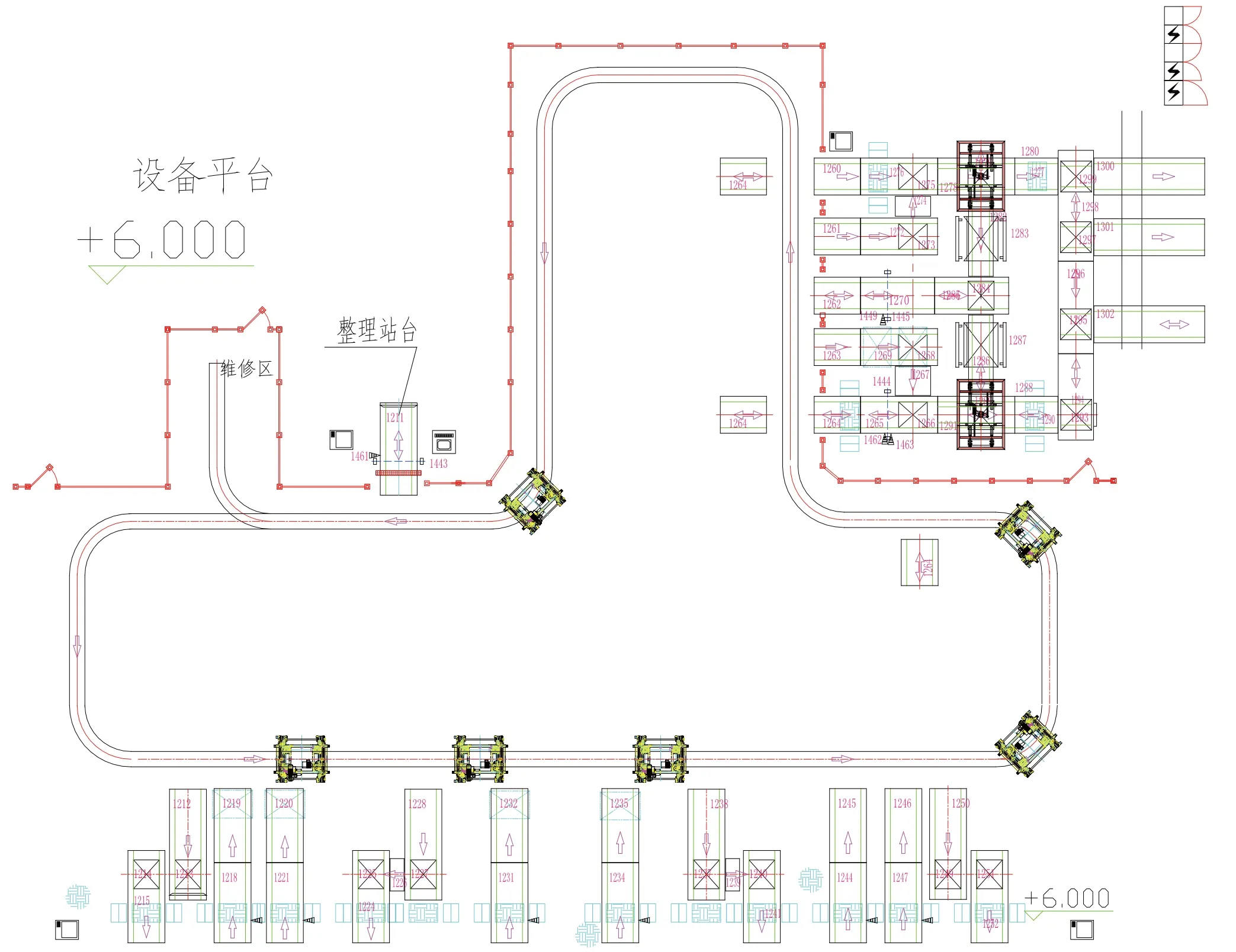
在片煙配方系統中共配置 6 臺單深單立柱堆垛機,6522 個托盤存儲位,地面智能軌道小車系統一套,輸送系統一套等。片煙配方高架庫自動化物流系統改變了卷煙的傳統生產模式,創新了集成和柔性的生產物流技術,正真實現了同時對四條生產線,按卷煙煙葉配方順序出庫的大流量排序出庫功,使煙包出庫能力達到每小時 140包,系統同時實現了:煙包入庫收貨單自動匹配功能、堆垛機自動判斷物料類型功能、物料流轉數據實時傳輸功能、霉變煙包自動智能補料功能等與生產密切相關的眾多功能。
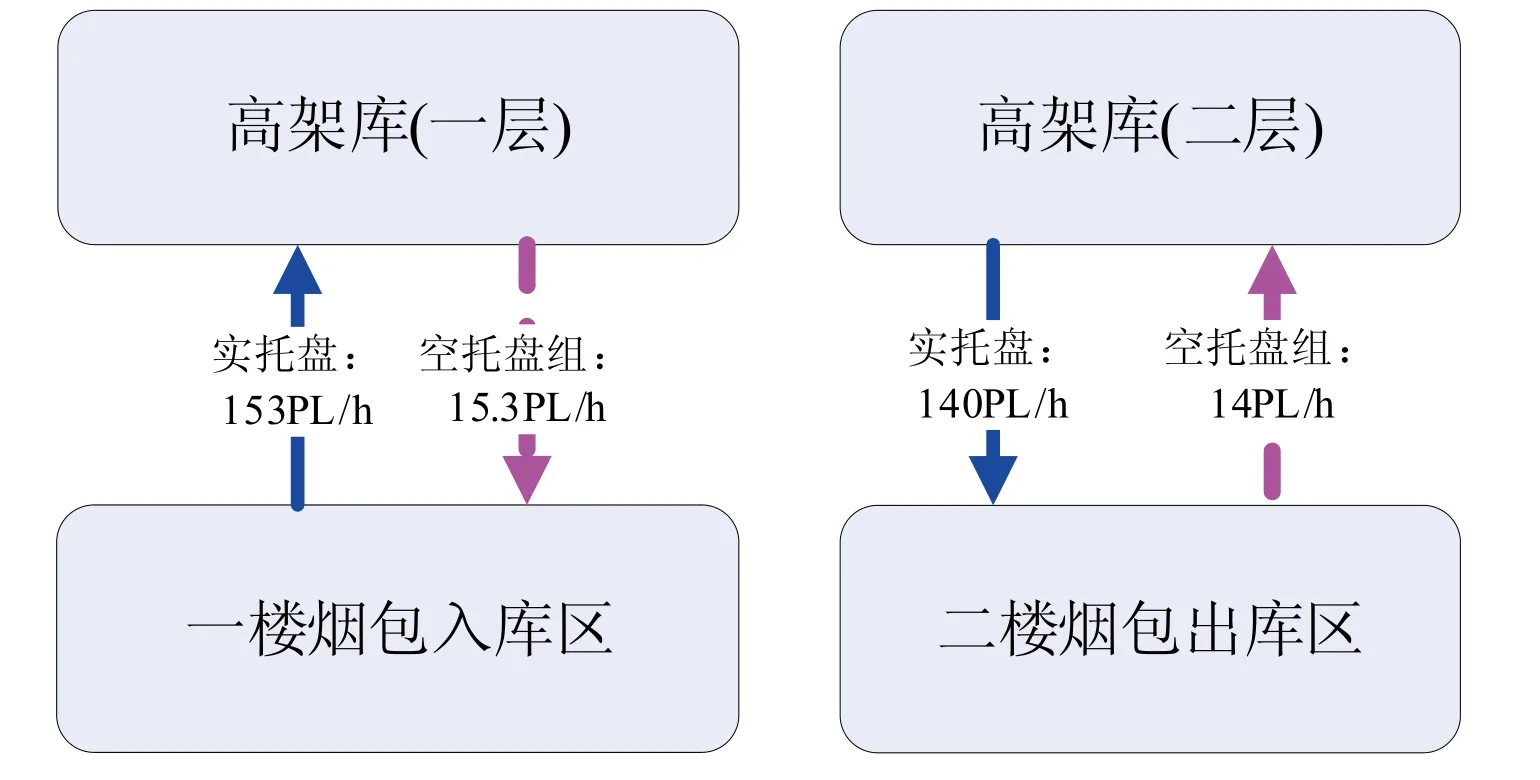
1.2 流量圖:
1.3 存儲量:
貨架規格為:12(排)×(13×3)(列)×14(層) =6552貨位,按年產120萬箱,單箱耗葉34kg計算每天出庫流量為868.1個煙包,高架庫貨位有效存儲系數為0.7,則存儲天數約為:6552×0.7÷868.1=5.25天。
1.4 片煙配方高架庫自動化物流系統系統能力計算:
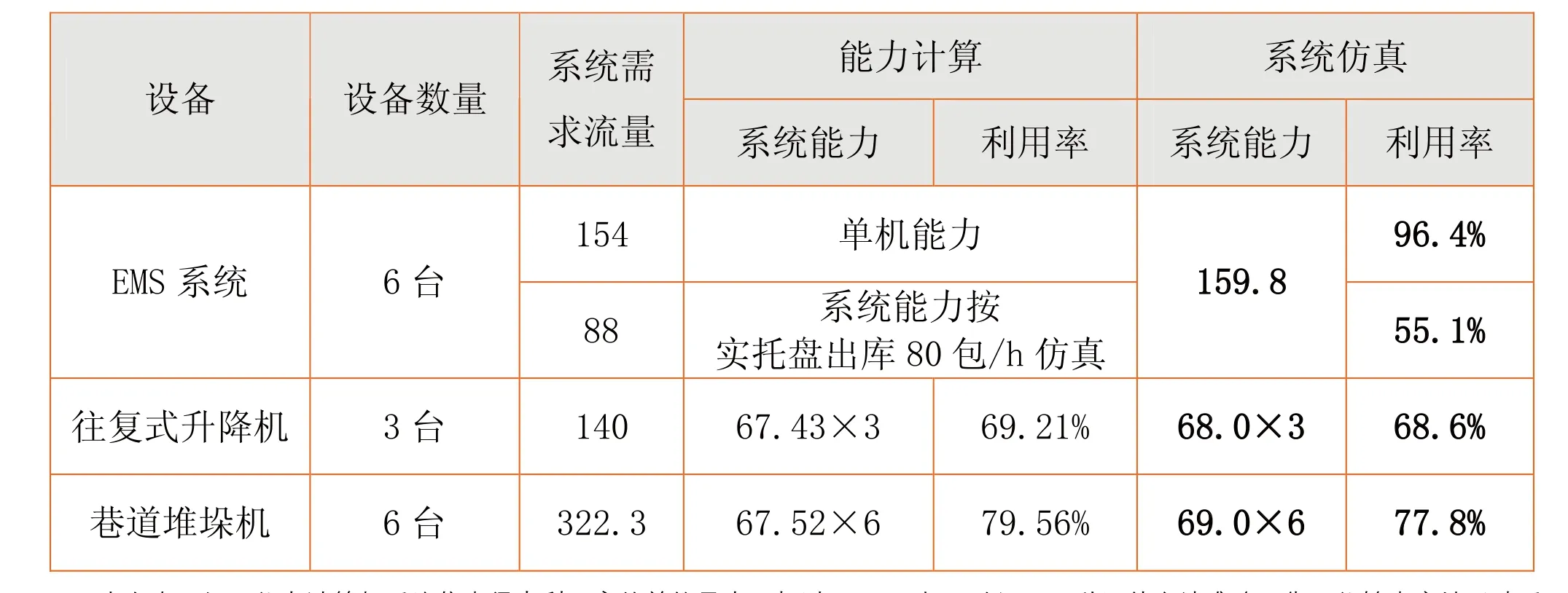
能力計算系統仿真設備設備數量系統需求流量系統能力利用率系統能力利用率EMS系統 6臺154 單機能力 96.4%88 系統能力按實托盤出庫80包/h仿真159.855.1%往復式升降機 3臺 140 67.43×3 69.21% 68.0×3巷道堆垛機 6臺 322.3 67.52×6 79.56% 69.0×668.6%77.8%
由上表可知,能力計算與系統仿真得出利用率的差值最大不超過±2%,相互驗證了兩種評估方法準確可靠,能夠真實地反映系統運行情況。
根據系統能力計算與仿真報告可知,關鍵設備(除EMS)利用率在90%以下,系統無瓶頸,運行良好。完全能夠滿足年產120萬箱生產需要,并留有發展余量。
2.煙絲箱式存儲與摻配特色物流流程布局設計
目前箱式和柜式兩種儲絲方式在國內外煙草行業的卷煙生產過程中共同存在,各有其優缺點,然而采用自動化箱式儲絲方式優勢明顯。近7年來,國內煙廠如上海卷煙廠、昆明卷煙廠、曲靖卷煙廠、杭州卷煙廠等都采用了煙絲箱式存儲技術,但所采用的方式均是將成品與半成品箱式儲絲分開獨立布置運行,而將成品與半成品煙絲儲存采用“一體化設計、邏輯分離,一庫多用”這樣的箱式儲絲尚未被采用,同時具備實現自動化功能分區作業與自動化物流調度配送的系統設計流程應用案例在國內外尚是空白。
本次流程設計主要研究了半成品煙絲裝箱(含梗絲、膨絲、A/B/C三線葉絲裝箱)區、半成品煙絲摻配區、成品煙絲裝箱區、成品煙絲喂絲區、回用煙絲裝箱區、余料煙箱回庫區、半成品和成品煙絲高架庫進出庫區、EMS小車輸送系統和外購再生煙絲進庫區等設備作業區的一體化作業流程、系統構架和調度管理。
2.1 主要研究對象與創新點:
a)研究對象:
1)“半成品”“成品”兩庫打通與分離自動切換、煙絲箱自動分區管理運作模式優化研究;
2)系統架構及EMS小車控制系統的創新研究系統功能要素研究
3)開展加去蓋二庫統一調度、空煙箱二庫統一調度、清潔系統二庫統一調度、庫存存儲與數據二庫統一調度共用共享作業模式的研究。
b) 創新點:
1)提高制絲儲絲的靈活性,打破半成品煙絲與成品煙絲高架庫的物理界限的局限性,實現“兩庫打通與分離自動切換、自動分區管理”的功能。
2)一套EMS小車系統(一套基于無線漏波技術的PLC管理系統)即可實現半成品煙絲與成品煙絲高架庫的小車任務調度和貨物輸送。
3)在物流系統中,首創使用實時數據庫技術,在組態監控層實現生產過程歷史回放和追溯、質量跟蹤和追溯。
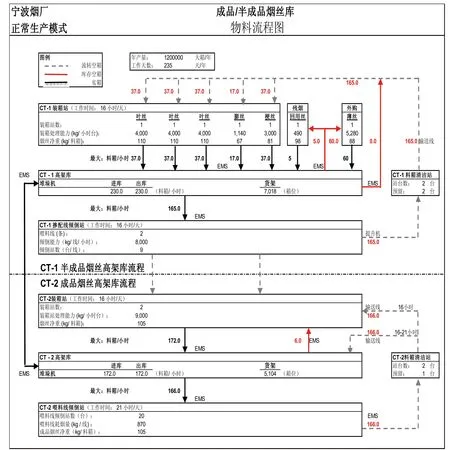
流程圖四:箱式存儲整體布局圖:
箱式存儲工藝配方物流工藝流程:
流成圖五:煙絲箱式存儲工藝流程圖
2.2 流程布局設計特色說明:
(1)提高煙絲的品質質量
傳統的柜式儲絲是將煙絲按照4000kg(或8000kg、12000kg)的規格存儲在一個柜子里,對煙絲的水分控制有一定影響;同時,由于柜子是敞開的,外界的氣味或者雜物均有可能對煙絲的質量造成影響。而煙絲箱式存儲是將煙絲按照每120kg一個存儲單元,對煙絲的水分影響較少,同時能夠減少煙絲發生串香、串味的可能性。
(2)節約生產制造的場地
傳統的柜式儲絲采用單層存放,占地面積大,采用箱式儲絲實現了高架庫貨位存儲,能夠向上延伸,節約生產制造的場地。
(3)靈活調度滿足市場需求
采用箱式儲絲,能夠靈活排產,可以滿足小批量多規格的市場需求。
(4)更為方便地實現信息化管理
采用RFID電子標簽記錄煙絲信息,信息化程度高,質量把控度高。
(5)滿足不斷升級的工藝需求
隨著卷煙生產工藝的不斷升級,傳統的全配方生產已經無法滿足工藝需求,分組加工模式正處于探索階段。煙絲箱式存儲給分組加工的模式提供有力的信息、設備技術保障。
因此,近七年來,國內煙廠如上海卷煙廠、昆明卷煙廠、曲靖卷煙廠、杭州卷煙廠等均采用了煙絲箱式存儲技術。但需要指出的是,這些企業普遍是在成品煙絲高架庫采用煙絲箱式存儲,而在半成品煙絲高架庫仍采用原始的柜式儲絲。同時,半成品和成品均采用箱式儲絲,兩個高架庫也是獨立運行。之所以采用這種運行模式,更多地是考慮到摻配生產的工藝復雜,若采用高架庫系統擔心在出庫效率、工藝需求上難以得到滿足。
然而從卷煙制造的整個工藝流程來看,半成品煙絲仍采用柜式存儲,勢必會對分組加工的工藝升級產生諸多限制;成品與半成品箱式儲絲分開獨立布置運行會導致設備的重復投資、煙箱等周轉單元重復投入,煙絲降級、殘煙絲流轉等需要在兩個系統中進行人工搬運等問題。
針對上述問題,浙江中煙寧波卷煙廠在進行“十二五”易地技術改造高架庫系統的項目建設之初,對如何實現成品與半成品煙絲儲存一體化進行了全面細致地考慮。
2.3 煙絲箱式存儲一體化應用的可行性
煙絲箱式存儲一體化,包含了成品與半成品煙絲庫之間的信息一體化,即煙箱以及托盤信息、物料信息、設備狀態信息的一體化;也包含了設備的一體化,即可以實現兩庫設備的互通及共用。在信息和設備的一體化的基礎上,最終實現兩庫的一體化,即“一體化設計、邏輯分離,一庫多用、互通共享”。
基于每庫的工藝需求,兩庫軟件系統均包含WMS(倉庫管理系統)、WCS(倉庫控制系統)及底層設備的控制系統;硬件系統包含貨架及堆垛機、EMS、輸送機、加去蓋機器人、清掃機器人、AGV以及煙箱、托盤等。
硬件層面由于采用了EMS系統,可將兩庫硬件互聯,具備設備一體化的基礎,軟件層面通過WMS、WCS及控制系統的整體架構設計,通過WMS、WCS層數據庫的共享、控制系統層PLC間的信息傳遞及追蹤,也具備了信息一體化的基礎,可以實現一體化及邏輯分離的設計思路,因而從整體系統層面,具有一體化設計的可行性。
2.3.1 具體探索與實踐
浙江中煙工業有限責任公司下轄寧波卷煙廠和杭州卷煙廠,杭州卷煙廠經過“十一五”易地技術改造,順利實現了煙絲箱式存儲自動化物流系統。基于杭州卷煙廠在“十一五”易地技術改造中取得的經驗,2014年,寧波卷煙廠在“十二五”易地技術改造中提出了在全面復制杭州卷煙廠工藝的基礎上,完全實現“半成品與成品煙絲庫兩庫打通與分離自動切換、自動分區管理,具備煙絲箱式存儲與調度的一體化作業能力”的目標,做到加去蓋兩庫公用、空煙箱兩庫公用、清潔系統兩庫公用、庫存存儲與數據兩庫共享等。
為實現上述目標,寧波卷煙廠在“十二五”易地技術改造項目中首次將半成品、成品煙絲庫采用一體化設計,在減少設備投資的基礎上實現了兩庫之間自動化功能分區作業的統一調度和統一管理,為箱式存儲工藝提供一種新的模式,填補了國內外該領域技術空白。
主要研究設計內容:
本項目主要研究半成品煙絲裝箱(含梗絲、膨絲、A/B/C三線葉絲裝箱)區、半成品煙絲摻配區、成品煙絲裝箱區、成品煙絲喂絲區、回用煙絲裝箱區、余料煙箱回庫區、半成品和成品煙絲高架庫進出庫區、EMS小車輸送系統和外購再生煙絲進庫區等設備作業區的一體化作業流程、系統構架和調度管理。
⑴煙箱進出庫加去蓋設備須具備以下功能:煙箱進庫可采用機械手自動加蓋,出庫可采用機械手自動去蓋功能;煙箱進出庫也可采用不加去蓋功能,以上功能由煙箱進出庫WMS與WCS系統定義自動選擇。
⑵煙箱倒料后具備自動清除余料和清潔功能,每個箱子都必須清潔。
⑶按“先進先出”、“出庫優先”等原則進行出庫作業,并可按要求指定貨位進出庫。
⑷在接受一個批次生產指令時,系統對于不能滿足生產要求的庫存發出預警信息。
⑸實現全過程信息采集、跟蹤。
⑹系統設計時考慮外運煙絲的裝箱、暫存及進出輸送。
⑺消防配合要求:由于消防采用預作用噴淋滅火系統、空氣采樣早期煙霧探測系統,所以貨架設計過程中須考慮留出消防系統設備安裝的空間。
⑻環境溫濕度范圍:溫度:26±2℃;相對濕度:58±5%。
⑼考慮貨位管理功能,能夠對貨位進行多狀態管理。
⑽考慮RFID檢測及實托盤剔除環節。
⑾系統功能設計還擴展了以下需求:1.按摻配和喂絲配方比例.裝箱重量等信息確定庫存分布;2.可按版本號(在授權情況下,WMS具有定義貨物的功能)裝箱入庫;3.庫位管理采用不定期的休閑時段堆垛機提前布貨(即實現不定期整倉功能);4.余料煙箱優先出庫;5.具備虛擬進退庫功能;6.煙箱出庫、翻箱摻配機前、喂絲機前對煙箱品牌具有RFID再確認功能;7.庫區任何一個煙箱都具有品牌更改與降級修改(在IDCODE特別授權下)功能,對于降級的煙箱在WMS數據庫更改數據后,應具有根據WMS指令自動將煙箱RFID電子標簽信息重寫的功能;8.具備某些指定煙箱只能裝某種牌號煙絲的功能;9.具備成品煙絲降為摻配煙絲使用的功能;10.系統應具有EMS小車數量、EMS小車接送貨站臺等增減的功能。
11.高架庫的每個煙箱需要有自動鎖定功能(煙箱不可以出庫但可以在庫內流轉),當煙箱進庫時自動鎖定,拿到質檢合格報告后才可以解鎖,同時要求有手動鎖定和解鎖的功能;高架庫的每個倉位也需要手動鎖定功能,即鎖定的倉位不能進出庫。
12.庫存信息能夠關聯顯示,當操作人員需要查詢某個牌號的物料時,點擊該牌號,庫內所有該牌號的貨位全部顯示。
13.具有對某一版本號的貨物拒絕入庫功能。
14.對于監控系統,要求實時跟蹤貨物信息,并且在監控畫面中可以查詢到貨物的信息。若貨物在某個位置信息丟失了,需要人工寫入.修改信息的功能。
15.在物流系統中,凡是有人工處理站臺的都放置有WMS/WCS工作終端。
16.系統流程設計,主要功能與包括設備:
A)主要功能:
1.半成品煙絲收貨至高架庫(從裝箱站)
2.半成品煙絲收貨至高架庫(從余料退回/外部收貨)
3.輸送半成品煙絲至傾倒站
4.成品煙絲收貨入高架庫(從裝箱站)
5.成品煙絲收貨入高架庫(從余料退回/外部收貨)
6.輸送成品煙絲至傾倒站臺
7.成品煙絲收貨入高架庫(來自回用裝箱站臺)
8.半成品煙絲 / 成品煙絲空煙箱處理
9.半成品煙絲 / 成品煙絲箱蓋處理
10.半成品煙絲 / 成品煙絲清潔站處理
11.半成品煙絲 / 成品煙絲外部出庫
12.半成品煙絲 / 成品煙絲高架庫鎖定與暫存功能
13.半成品煙絲 / 成品煙絲物料醇化
14.半成品煙絲 / 成品煙絲高架庫庫存整理
15.煙絲降級處理
16.轉儲與兩庫打通概念
B)設備布局:
設計方案系統包括以下設備:
1.煙箱輸送機系統:
?SRM接口
?傾倒站
?清潔站
?裝箱站
?外部接口區域
?尾料處理區域
2.堆垛機
3.箱蓋處理系統
4.自動化機器人清潔系統
5.EMS電動地面雙軌系統
2.4 轉儲與兩庫存儲打通:
?WMS的堆垛機與貨位巷道,其正常設置為半成品/成品庫入庫區域。
?半成品煙箱,都優先入庫到半成品庫區的域。反之成品煙箱,都優先入庫到成品庫區的域。
?當半成品庫所有的高架庫貨位都已無法入庫/庫位已滿/長期故障,這時半成品煙箱將通過WMS入庫管理把所有將要入庫的域都轉移到成品庫區的域。反之成品庫無法使用,所有入庫的成品都將轉移到半成品庫入庫區域。
?有權限的用戶可以通過WMS將某個巷道設定成優先儲存成品或半成品煙絲。(有待MES借口是定義設置)
?系統產量:按照最大負荷按年產120萬大箱設計。
(1)煙絲箱自動分區管理
為保證正常運作模式下的運行效率,“半成品庫”及“成品庫”,采用就近路徑就近原則進行分區管理,半成品庫區工藝段所產生的半成品裝箱滿煙箱、摻配后產生的空煙箱以及外來煙絲箱等自動輸送至路線上較近的“半成品庫”進行存儲;成品煙絲庫工藝段所產生的成品裝箱滿煙箱、摻配后產生的空箱等自動輸送至路線上較近的“成品庫”庫區存儲。
基于就近原則的分區管理方法,即保證了正常運作模式下的系統運行效率,同時滿足了系統節能的需要。
(2)“半成品”“成品”兩庫打通與分離自動切換
在就近原則分區管理的基礎上,系統依照分區的庫存狀態及設備狀態,進行自動的兩庫打通和分離的切換。
系統設計時對兩側的庫存狀態及堆垛機可用狀態設置了閥值,當一側的庫存量高于設定的閥值,或一側堆垛機檢修導致可用數量下降至設定的閥值,兩庫自動打通,煙箱可自動輸送至庫存量較低的一側進行存儲。
當庫存量回復至正常水平,設備由檢修狀態恢復后,兩庫重新恢復分離狀態,煙箱輸送至正常的就近分區進行存儲。
此外,對于降級煙絲箱,則基于工藝的需求,在具有需要降級的煙箱時,兩庫處于打通狀態,降級煙絲箱可在兩庫間進行輸送。
(3)空煙箱、箱蓋托盤二庫統一調度、清潔系統二庫統一調度共用共享作業模式
通過兩庫打通,系統還實現了空煙箱、箱蓋托盤的統一調度。系統判斷每個分區的空箱及箱蓋托盤庫存數量,當一側分區庫存量過低時,系統自動從另一分區調用空箱及箱蓋托盤進行補給,保證了系統運行更好的連續性。
由于EMS系統實現了兩庫工藝區域的全部連通,兩庫都具有的清潔系統在特定工作模式下也實現了共用,一側分區的料箱可送至另一側的清潔系統進行清潔,實現了設備的冗余性。
(4)系統架構及EMS小車控制系統的創新
EMS小車作為兩庫一體化設計的核心系統,其通過以下兩點關鍵的創新保證了兩庫打通的實施,
(1)兩庫采用一套控制系統,包含PLC及通訊系統,實現了兩庫間EMS小車的自由流轉;
(2)EMS車輛的自動平衡,由于兩庫打通情況下車輛需要兩庫區域間流轉輸送,為兼顧兩側的系統流量需求,EMS控制系統對兩側車輛進行了自動平衡設計,避免因車輛的流動導致單側車輛過多或過少。
2.4.1 以下為物流系統網絡拓撲結構示意圖六:
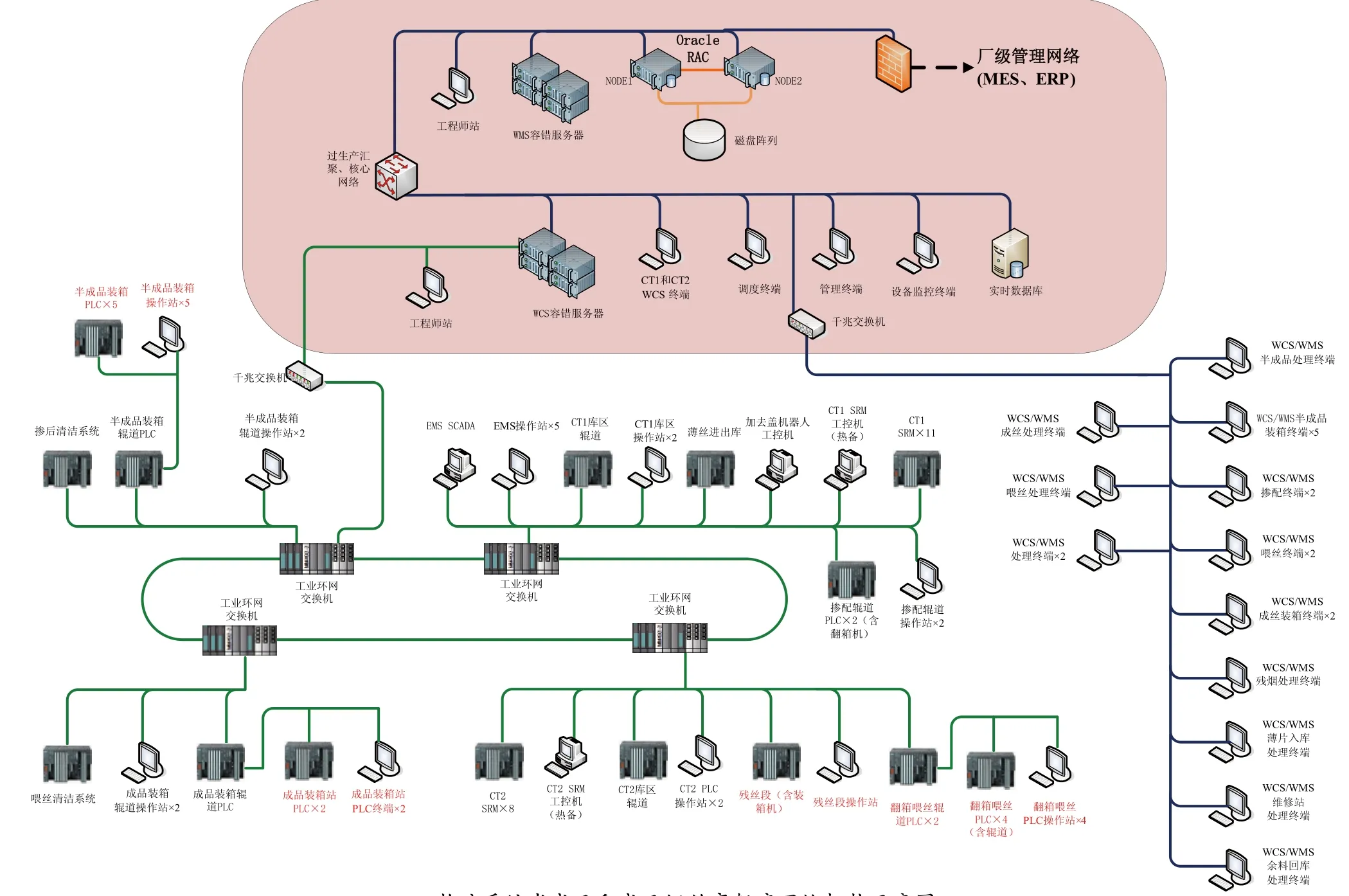
物流系統半成品和成品煙絲高架庫網絡拓撲示意圖
軟件結構:

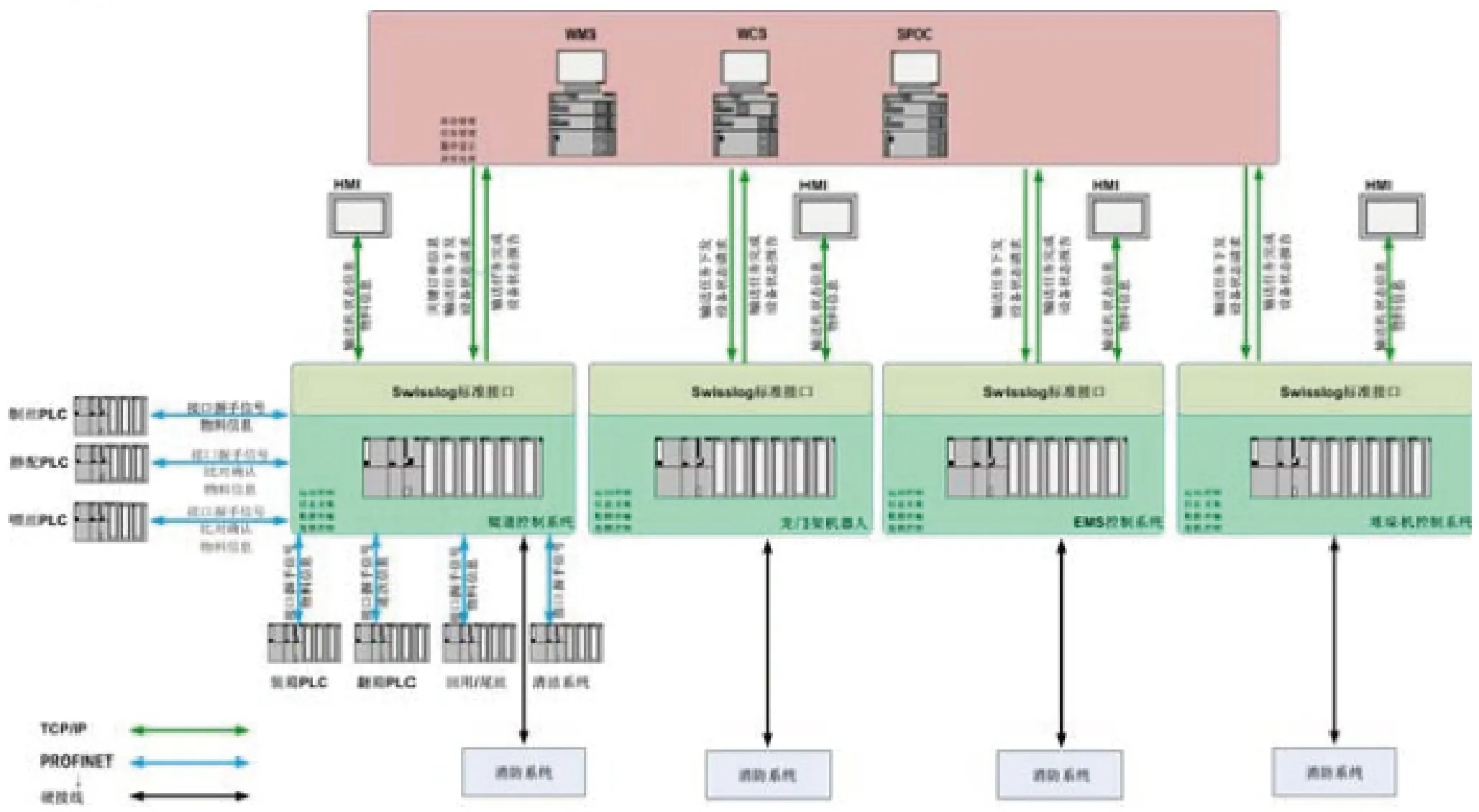
2.4.2 電控配置結構圖六:
3.制絲物流可塑性功能仿真應用
3.1 原料A’B.C三線自動智能補貨仿真
3.1.1 仿真運行畫面截屏
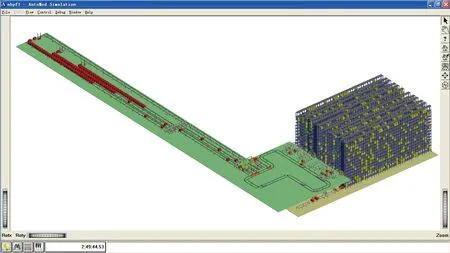
(系統整體鳥瞰)

(一層原料入庫區)
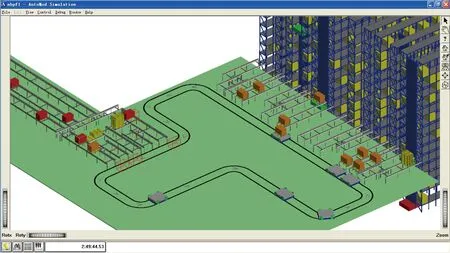
(二層原料出庫區)
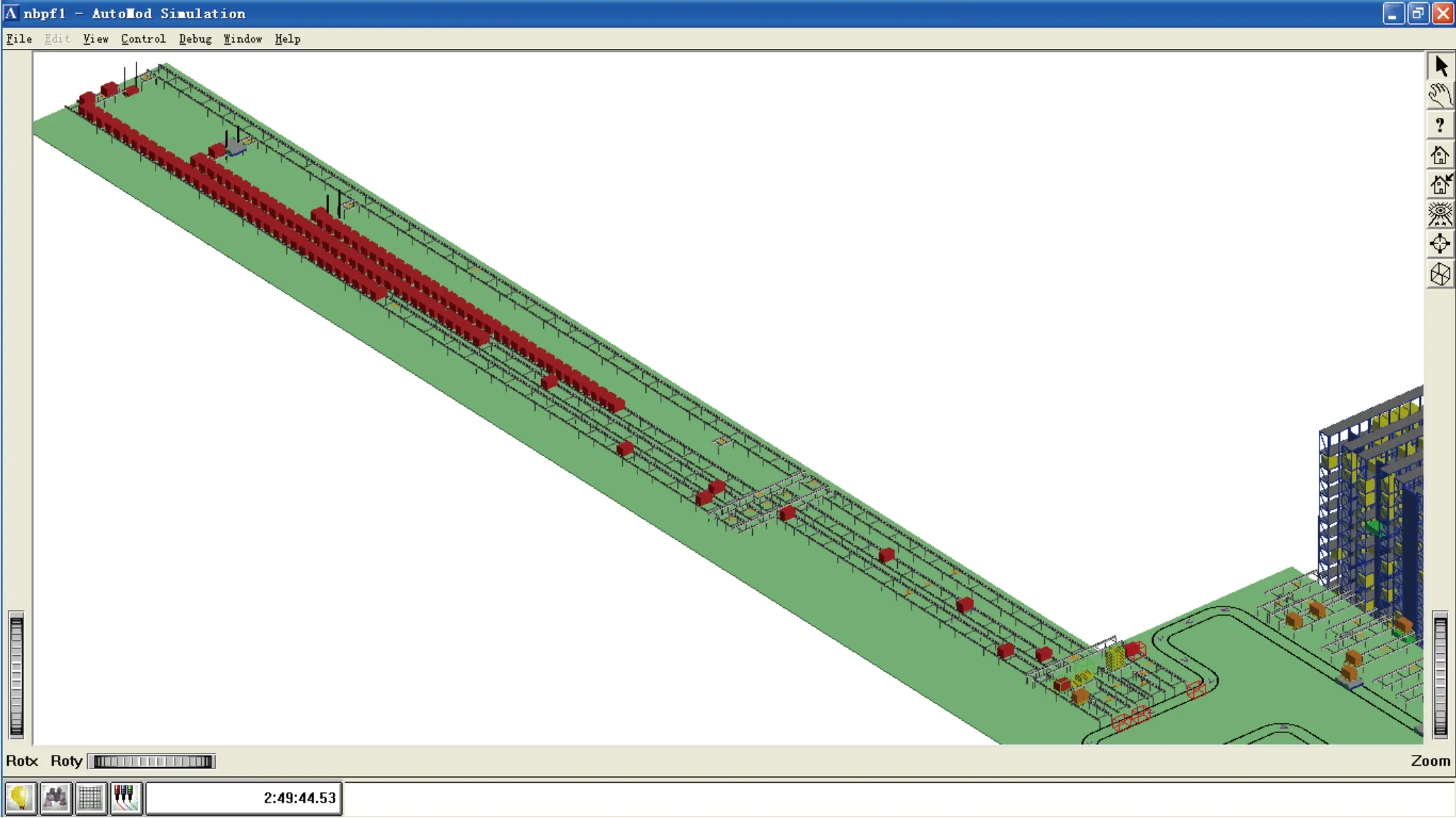
(二層投料緩存線)
3.1.2仿真結果輸出。系統正常入出庫時段連續運行30h后,輸出仿真結果如下:
1)EMS系統
EMS取的是快速模式,即無貨時空跑,所以按常規統計由空閑率得到利用率方式不可行。為驗證EMS系統最大處理能力,需將出庫流量翻倍,由流量除以最大能力即為利用率。
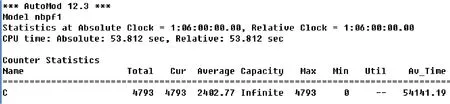
結論:EMS系統30h內總接貨托盤數為4793PL,接貨流量為:154PL/h;設備利用率平均為:[88/(4793/30)*100%=]55.1%。
2)垂直提升機系統
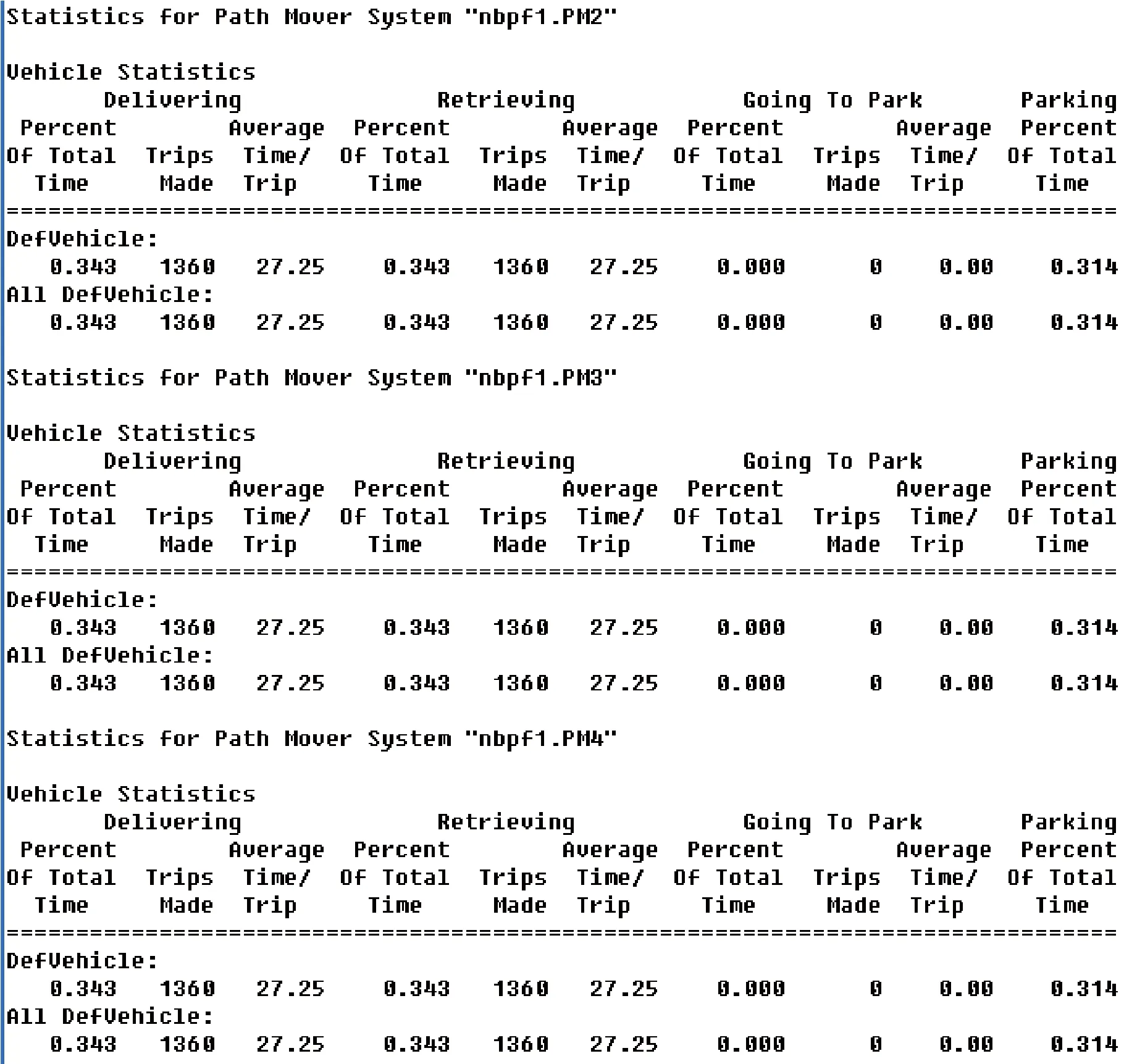
結論:垂直提升機系統30h內總接貨托盤數為(1360+1360+1360=)4080PL,接貨流量為:(4080/30=)136.0PL/h;設備利用率平均為:{[1-(0.314+0.314+0.314)/3]*100%=}68.6%。
3)巷道堆垛機系統
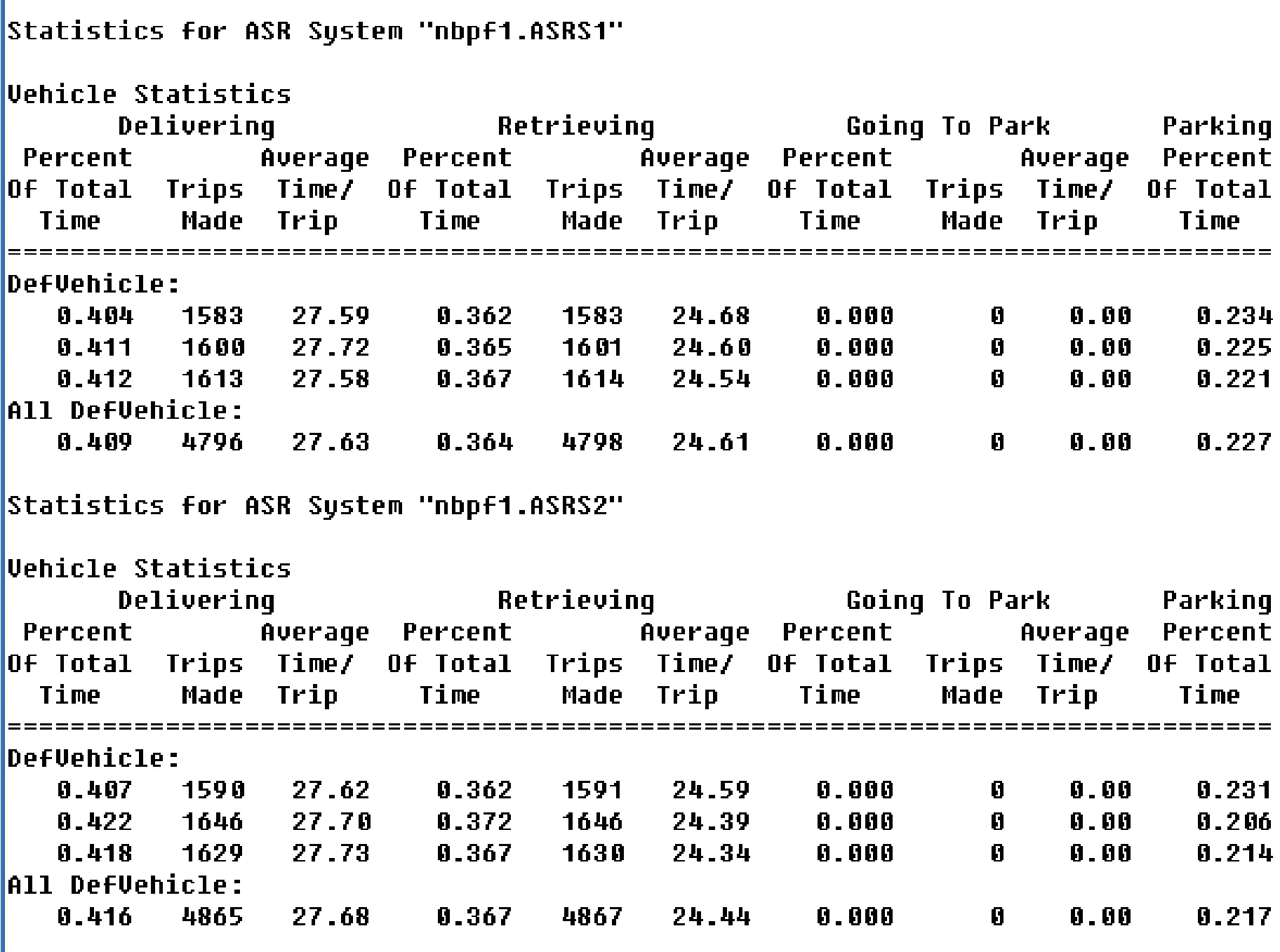
結論:巷道堆垛機系統30h內總接貨托盤數為(4798+4867=)9665PL,接貨流量為:(9665/30=)322.2PL/h;設備利用率平均為:{[1-(0.227+0.217)/2]*100%=}77.8%。
3.1.3 原料煙包智能排序出庫
根據制絲線柔性加工、精確加工的要求,需要原料煙包按照設定的順序嚴格出庫。在以往的情況下,排序越嚴格,煙包出庫效率越低,甚至會影響生產,故絕大部分煙廠都沒有做到嚴格的排序。在本項目中,優化的巷道任務分配策略、EMS 小車接貨前二次排序、EMS 小車系統智能排序、緊急補料排序等策略等綜合、系統的解決方案實現了原料的嚴格排序的行業難題,在保證投料速度的前提下,實現了對四條生產的同時投料開創性的解決了行業難題。
寧波卷煙廠“十二五”易地技術改造項目配置三條4000kg/h的制絲線、一條2000kg/h膨脹煙絲線,當四條線同時生產時,這又給煙包排序功能提出了新的挑戰。經過方案優化和研究,片煙出庫系統擬配置2臺夾抱合分機,配置兩條煙包出庫線,將四條線的煙包分批分線出庫,確保兩條線的煙包不在同一通道上混雜在一起,給排序工作減輕負擔。同時采用地面EMS小車調度系統避免穿梭車調度系統的故障率和不穩定性,給生產提供最大的保障。同時合理配置設備,滿足生產流量需求。
多種特色出庫模式:
?煙包出庫1
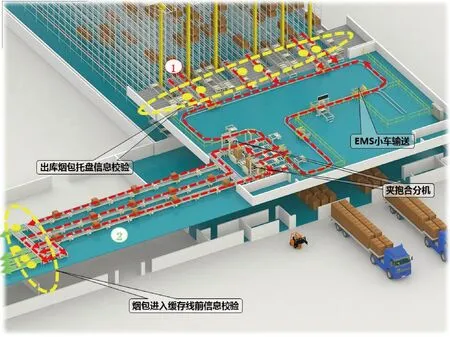
①根據生產計劃,煙包托盤從庫中調出,經每個巷道出庫站臺上的托盤信息一級校驗,合格后的由EMS系統按制絲線投料順序將實托盤送至夾抱合分機,進行煙包與托盤分離。
②夾抱合分機自動將托盤與煙包分離,分離后的煙包經輸送線送至鋼平臺輸送線。在煙包進入每條緩存輸送線入口處,進行二級信息核對,正確的進入對應緩存線,不正確的通過環線調整后進入正確的緩存輸送線。
?煙包出庫2
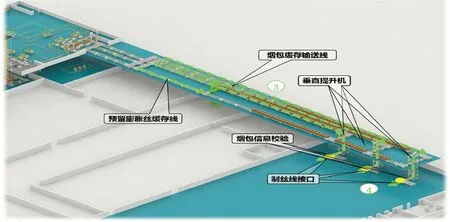
③平臺緩存輸送線上的煙包,由垂直提升機分別送至生產工房一層3條制絲線入口。
④進入制絲線前系統再次對煙包信息進行校驗,合格的進入制絲線,不合格的由剔除口剔除,同時從庫內緊急調用同批次、品牌的煙包進行緊急補料。
?煙包出庫3
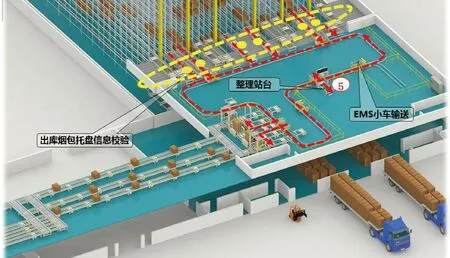
⑤煙包托盤經每個巷道出庫站臺上的托盤信息校驗不合格的,由EMS系統送至整理站臺人工處理。信息識別不出的正確煙包人工確認后繼續出庫供制絲線使用,出錯煙包托盤由操作人員查明出錯原因。同時從庫內調用同批次、品牌的煙包托盤進行補充。
?煙包出庫4
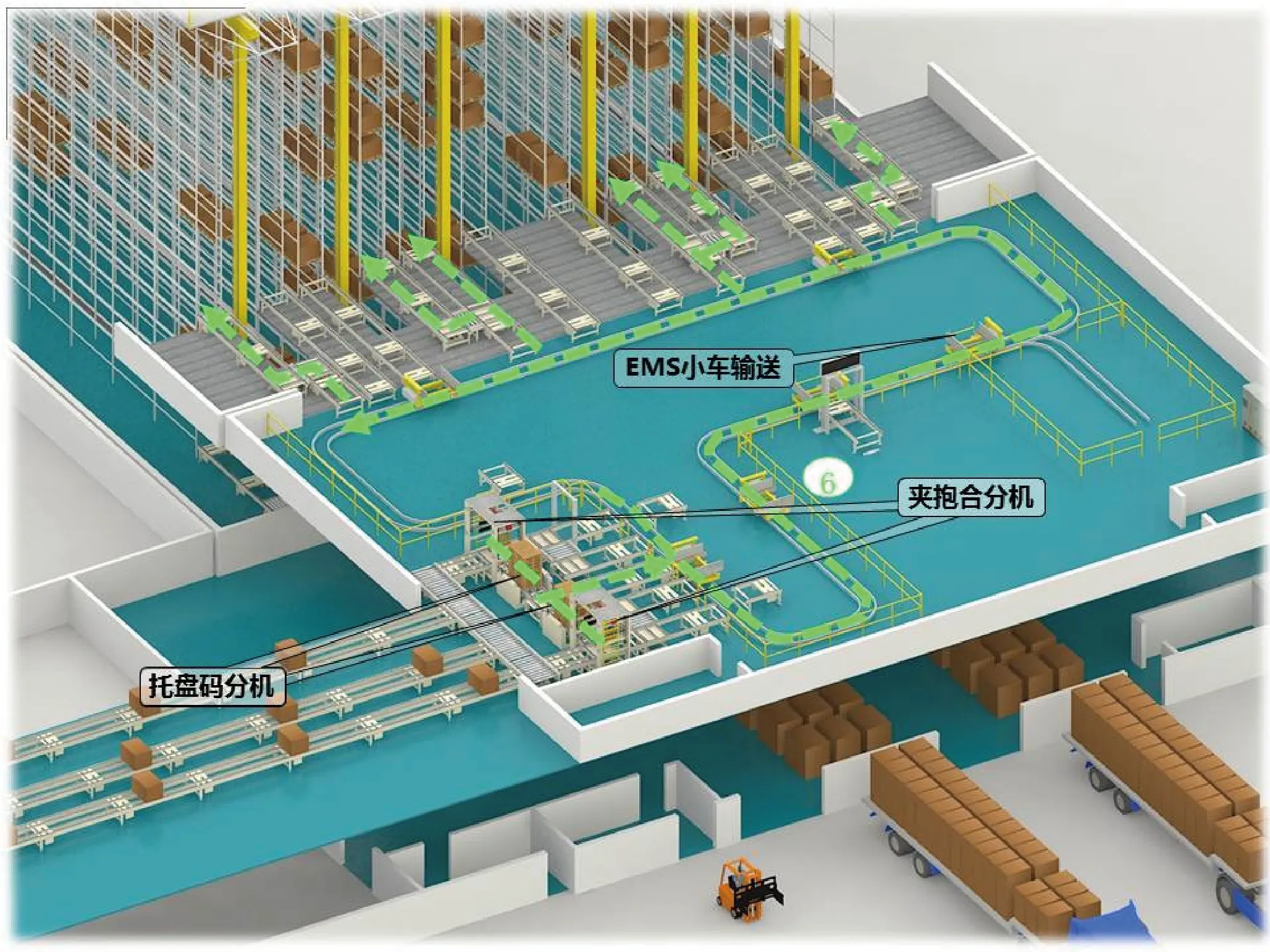
⑥夾抱合分機自動將托盤與煙包分離,分離后的托盤由托盤碼分機碼垛成組,經條碼掃描、外形檢測合格后經EMS系統、輸送系統入庫存儲。
?出庫煙包自動返庫
① 出庫至緩存線前的煙包須要返庫時,自動輸送至夾抱合分機處。
② 夾抱合分機自動將托盤與煙包組盤,并經托盤條碼讀取,將煙包信息綁定及外形檢測。
③ 煙包實托盤經EMS系統、輸送系統入庫存儲。
3.2 煙絲庫特色摻配工藝仿真
3.2.1 仿真環境
本系統仿真采用AutoMod軟件進行仿真,其支持仿真人員依據所需要的控制邏輯進行編程,能夠實現真實系統的控制邏輯,實現同實際系統高度相符合的仿真效果。
AutoMod軟件是在物流業界廣泛應用的系統仿真軟件,包括Path Mover、Conveyor、Warehouse和Kinematics等多個物流設備建模子系統,適合建立EMS系統、輸送機、回轉輸送臺和自動立體倉庫等物流輸送設備的仿真模型,并對物料輸送流程、設備控制邏輯和設備使用效率等進行仿真分析。
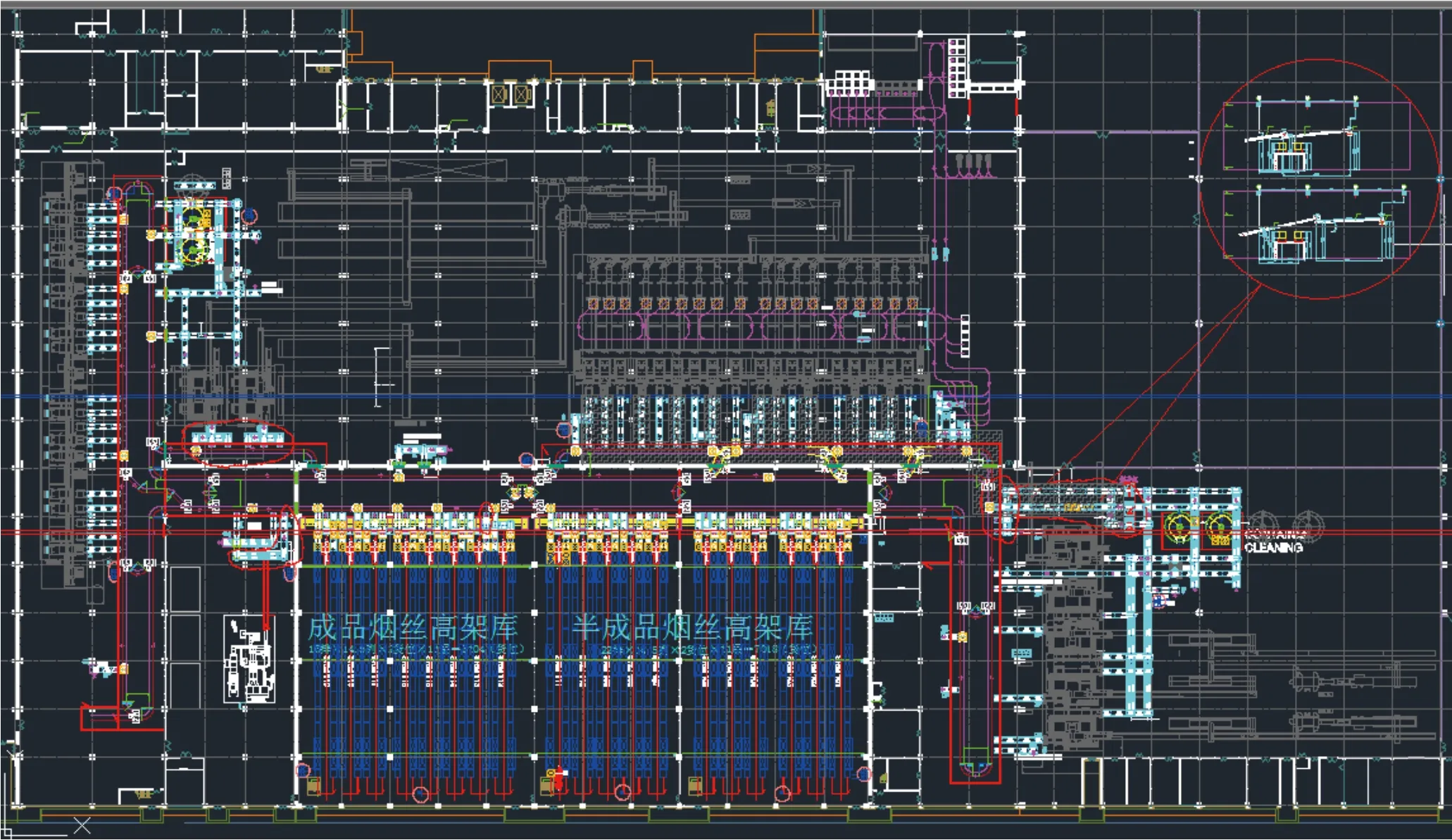
3.2.2 仿真布局
本仿真采用以下項目布局進行仿真設計,并以相同比例建模:
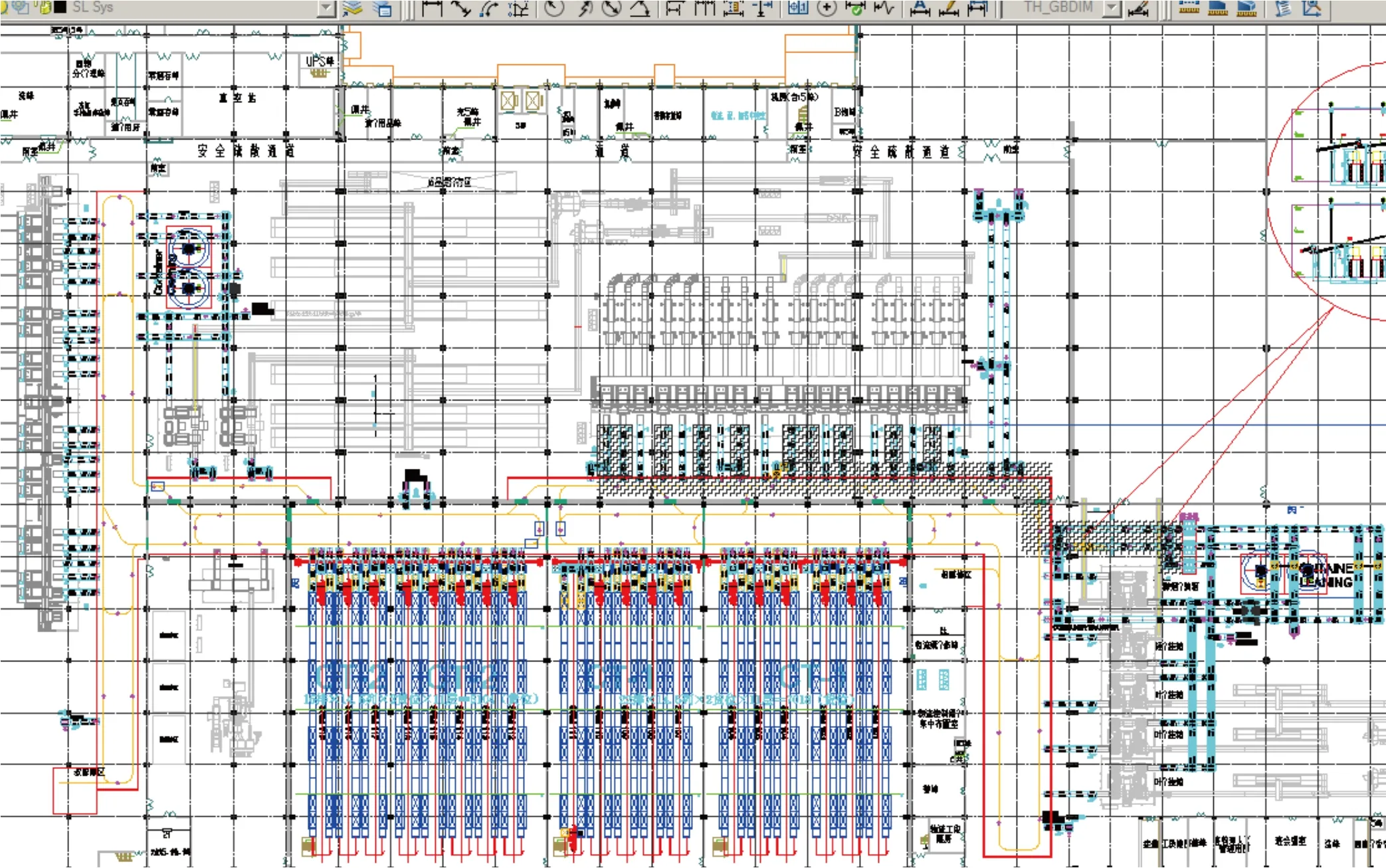
圖3.2.1 仿真布局圖
3.2.3整體仿真物料流程
系統仿真物料流程圖如下:
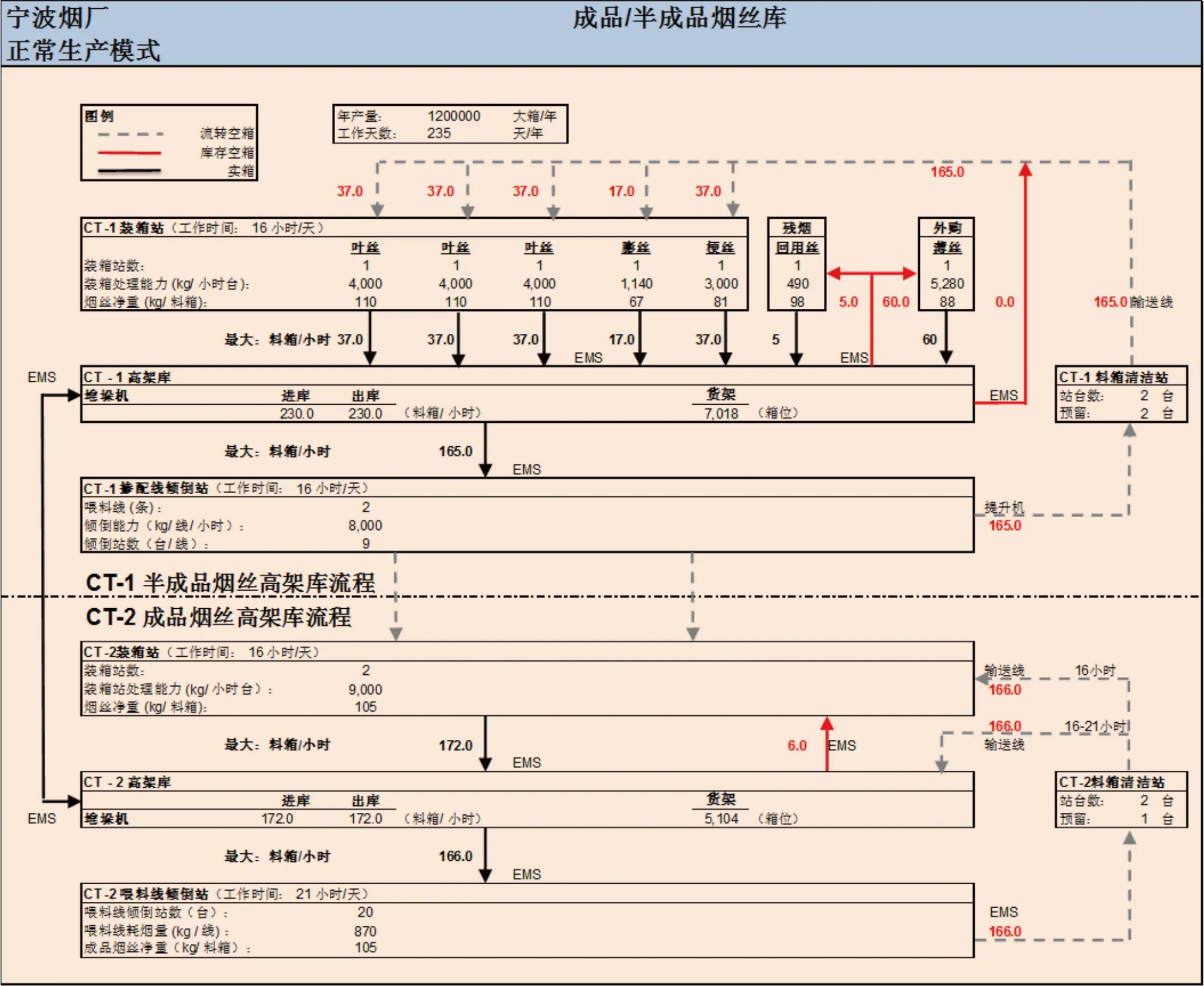
圖3.2.2 物料流程圖
基本參數:仿真中采用了各種設備的速度、加速度及操作時間等參數,主要關鍵設備參數如下。
?用Path Mover子系統,建立了EMS的仿真模型。
?EMS的設備主要參數如下:
?直線運行速度,1.5m/s;
?彎道運動速度,0.58m/s;
?加速度,0.5m/s2;
?道岔切換時間 3.5s;
?裝載卸載貨物的移載時間 7S。
?EMS的運行參數在“Vehicle Specification”對話框中設置,如圖3所示。
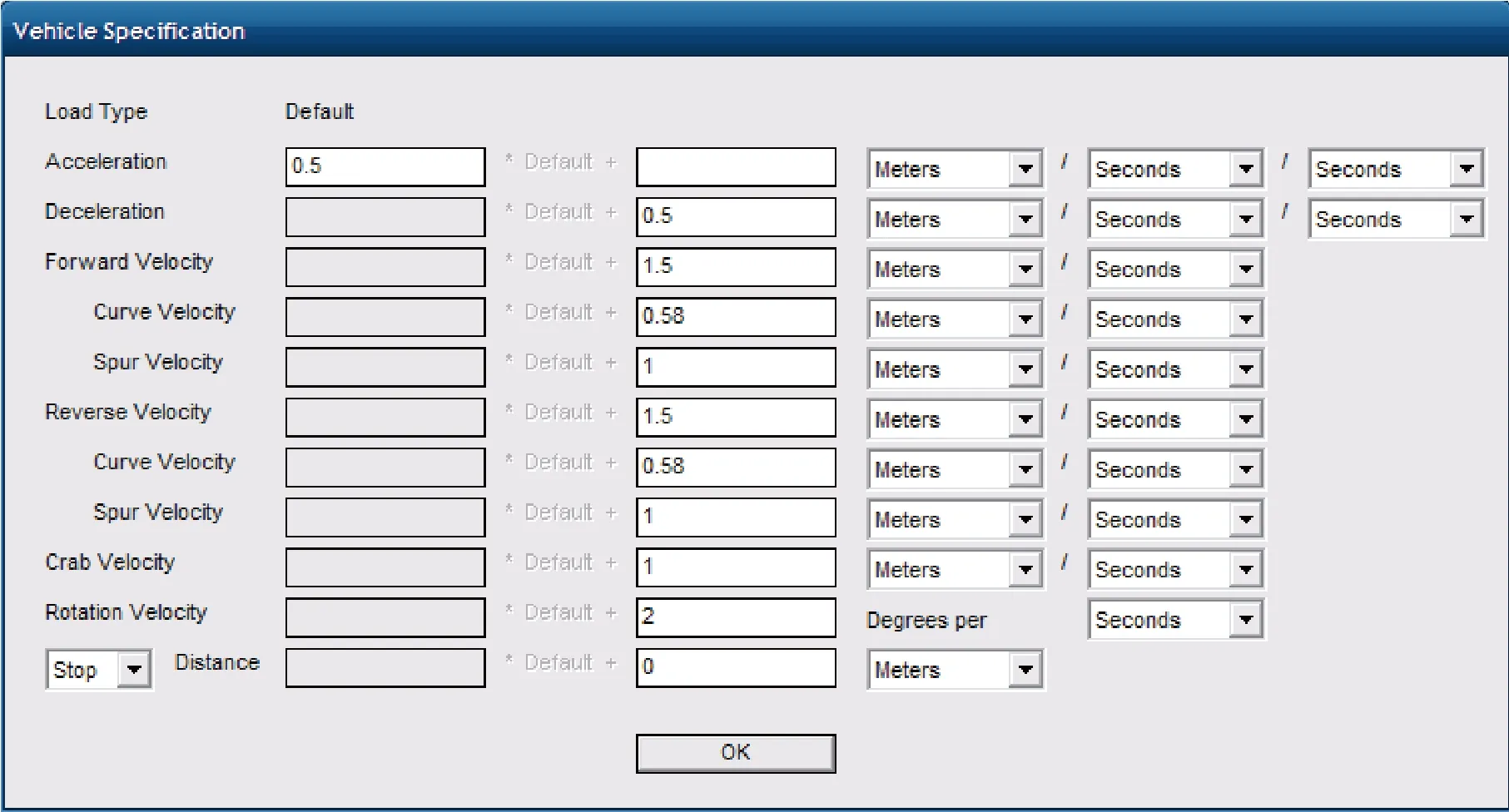
圖3.2.3 EMS的運行參數
用Path Move子系統建立了庫前機器人的仿真模型
?庫前加/去蓋機器人的設備參數如下:
?運行速度,2.3m/s;
?加速度,1.5m/s;
?取箱蓋時間,5s;
?放箱蓋時間,4s。
庫前機器人抓取箱蓋的運行參數在默認的“Vehicle Specification”對話框中設置,如圖4所示。
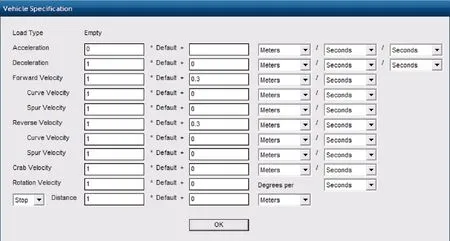
圖3.2.4 庫前機器人運行參數
?用ASRS子系統建立自動立體倉庫的仿真模型。
?SRM的設備參數如下:
?水平方向速度,3m/s
?水平方向加速度,0.45m/s2;
?垂直方向速度,0.7m/s;
?垂直方向加速度,0.3m/s2;
?貨叉取放貨時間,12s。
SRM的運行參數在圖5所示對話框中設置;
貨物移載時間在如圖6所示的“Edit ASRMDefinition”對話框中設置。
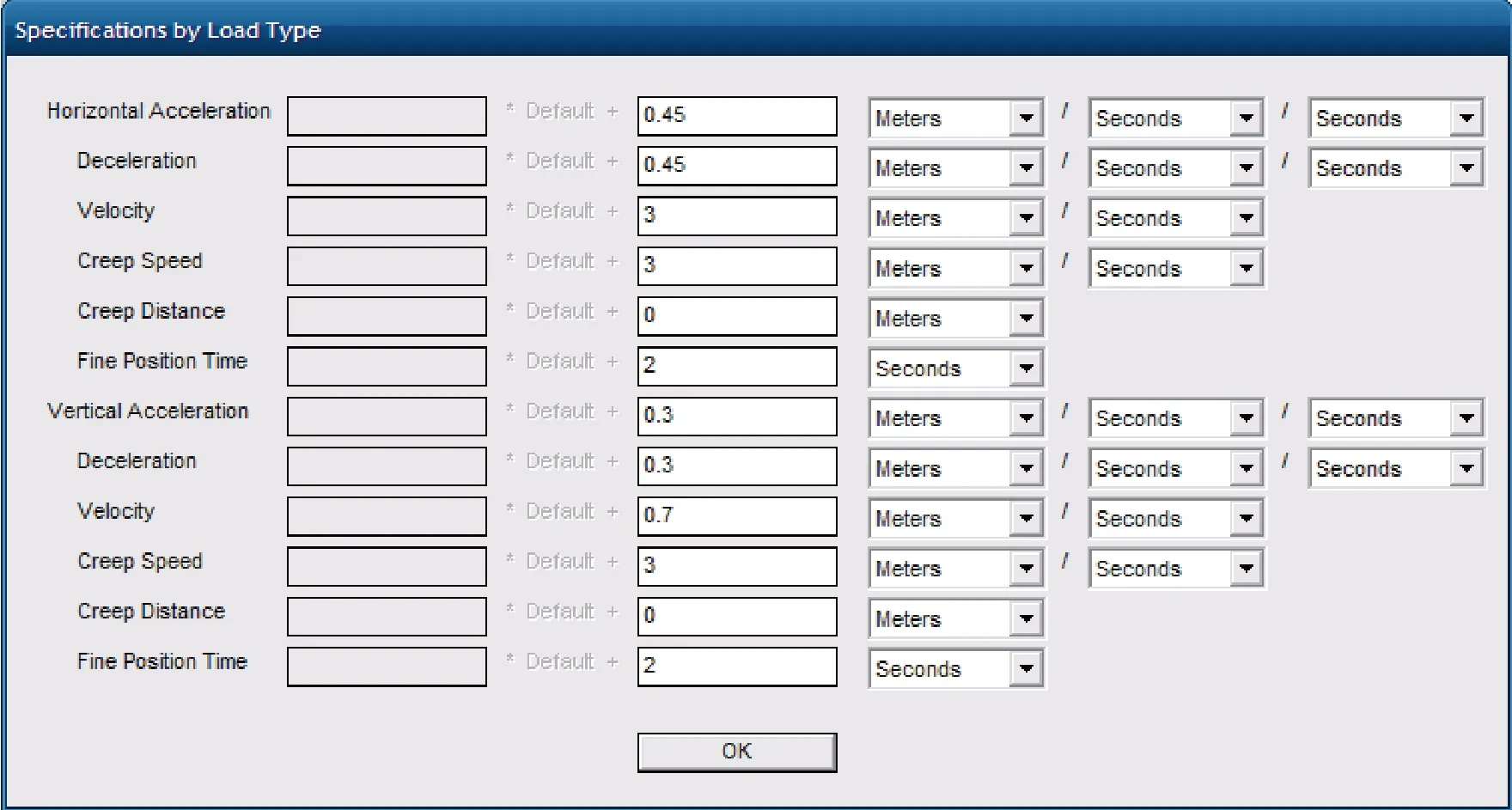
圖3.2.5 SRM的運行參數
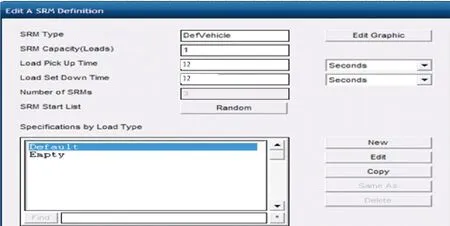
圖3.2.6 貨叉取/放貨時間
?用Conveyor子系統建立所有輸送機的仿真模型。
?輸送機的設備參數如下:
?速度,0.3m/s;
?加速度,0.3m/s2。
輸送機的設備參數在如圖7所示的對話框中設置。
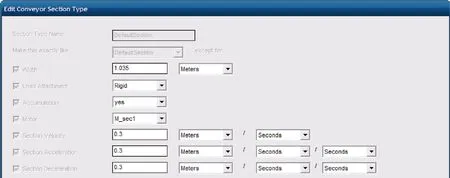
圖3.2.7 輸送機的運行參數
3.3 仿真模式定義:
?摻配煙絲庫兩種配比的正常生產模式
?成品煙絲庫正常生產的模式
?清潔站自動清潔不工作、手動清潔不工作時極端情況下可達到的生產狀態。此外,依照項目經驗和對工藝流程的了解,對實際生產中會發生的以下兩種生產模式也進行了仿真,
?摻配及成品裝箱不工作,傾倒后的料箱全部回庫,其它生產環節正常生產
?摻配及成品翻箱不工作,此時裝料站所需空箱全部從庫區送出
3.3.1 以下為幾種生產模式的詳細定義:
正常生產模式一:
?成品煙絲庫依照物料流程圖正常生產
?摻配煙絲庫摻配線依照下圖摻配方式生產,其它生產環節依物料流程圖正常生產
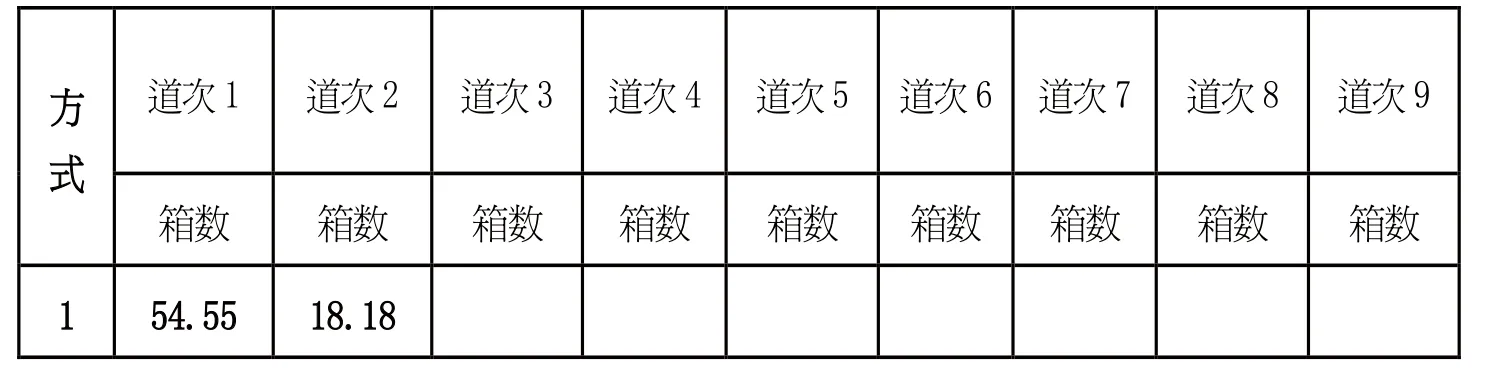
摻配方式1
正常生產模式二:
?成品煙絲庫依照物料流程圖正常生產
?摻配煙絲庫摻配線依照下圖摻配方式生產,其它生產環節依物料流程圖正常生產
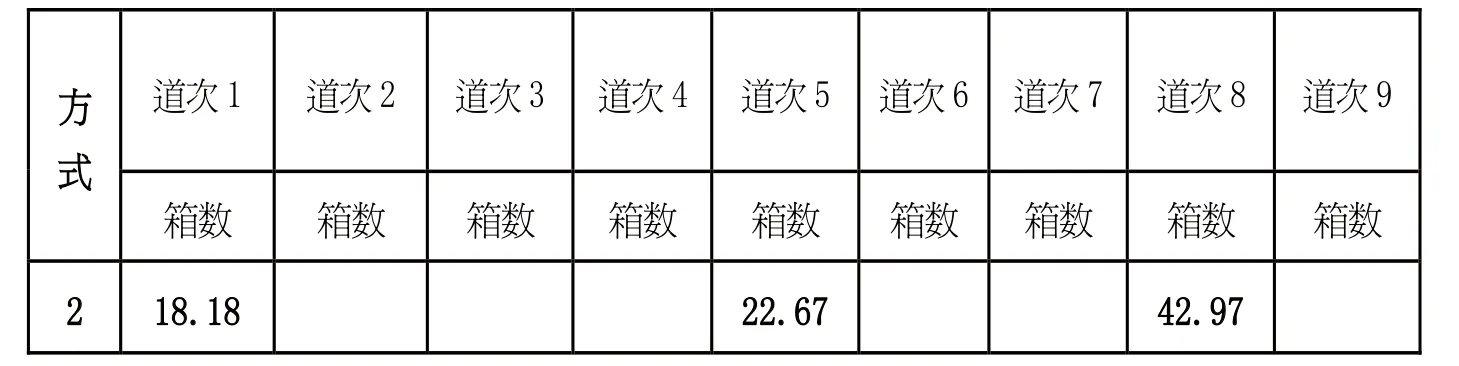
摻配方式2
正常生產模式三:
?成品煙絲庫裝料不工作,其它生產環節依物料流程圖正常生產
?半成品煙絲庫裝料不工作,其它生產環節依物料流程圖正常生產
正常生產模式四:
?成品煙絲庫喂絲翻箱不工作,其它生產環節依物料流程圖正常生產
?半成品煙絲庫喂絲翻箱不工作,其它生產環節依物料流程圖正常生產
極端生產模式:
?成品煙絲庫清潔完全不工作, 裝料所需空箱全部從庫中送出
?半成品煙絲庫清潔完全不工作, 裝料所需空箱全部從庫中送出
仿真結論:
1)正常生產模式
?仿真時段
仿真設定為10小時。
?結論
正常生產模式下,基于本文基本參數中所定義的布局及參數,系統能力滿足要求。
2)極端生產模式
極端模式對CT1半成品煙絲庫設置了停止外來煙絲入庫。
?仿真時段
?仿真設定為10小時。
結論
極端情況下(以可滿足所生產工段滿足流量為依據):
?成品煙絲庫若裝箱/傾倒同時工作, 可實現12條喂絲線正常工作;1條裝箱線正常工作
?半成品煙絲庫外來煙絲不工作情況下,可實現1組摻配線正常工作,3組葉絲裝箱以及1組梗絲裝箱正常工作
3.3.2 主要設備數量及使用率:
?設備數量
主要設備數量如下
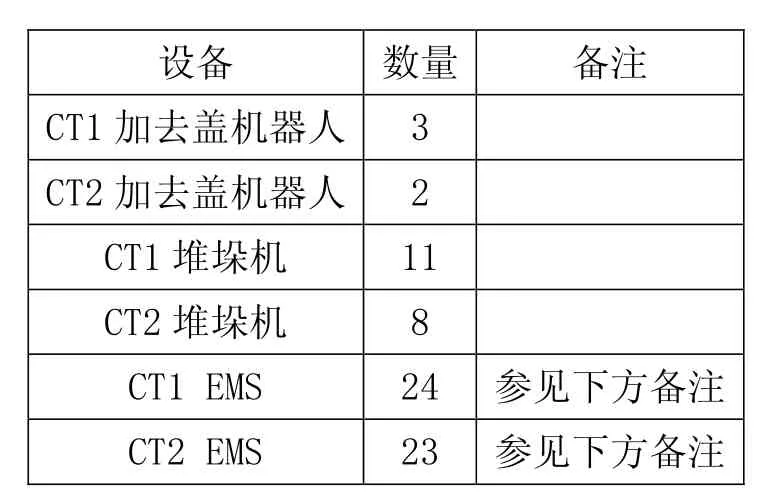
設備 數量 備注CT 1加去蓋機器人 3CT 2加去蓋機器人 2CT 1堆垛機 11CT 2堆垛機 8CT 1EMS 24 參見下方備注CT 2EMS 23 參見下方備注
說明:仿真中可以達到滿足系統使用能力的小車數量分別為CT121臺, CT220臺,基于以下原因瑞仕格在最終確定小車數量時增加15%裕量,最終選定47臺。
?項目實施階段可能的布局變化或影響帶來的流量損失
?提高極端情況下的生產能力
?實際生產中可降低外來煙絲批量入庫時間及料箱送出時間
?設備使用率
在以上所定義的四種正常生產模式下,主要設備最高使用率以10小時統計如下:
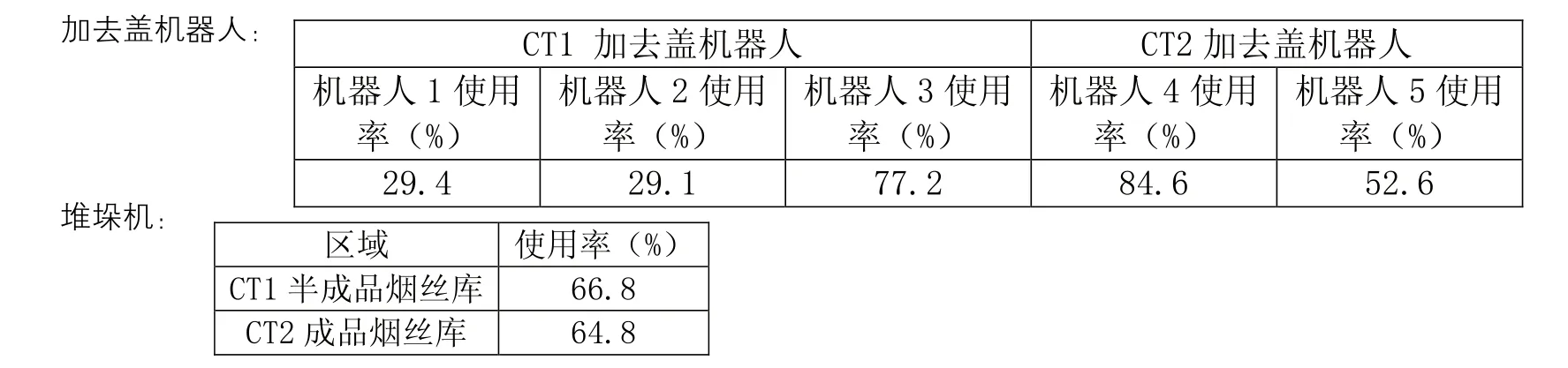
EMS:依照上接所定義EMS小車實際選取數量相比仿真增加數量,EMS理論使用率為85%
仿真主要過程圖如下:
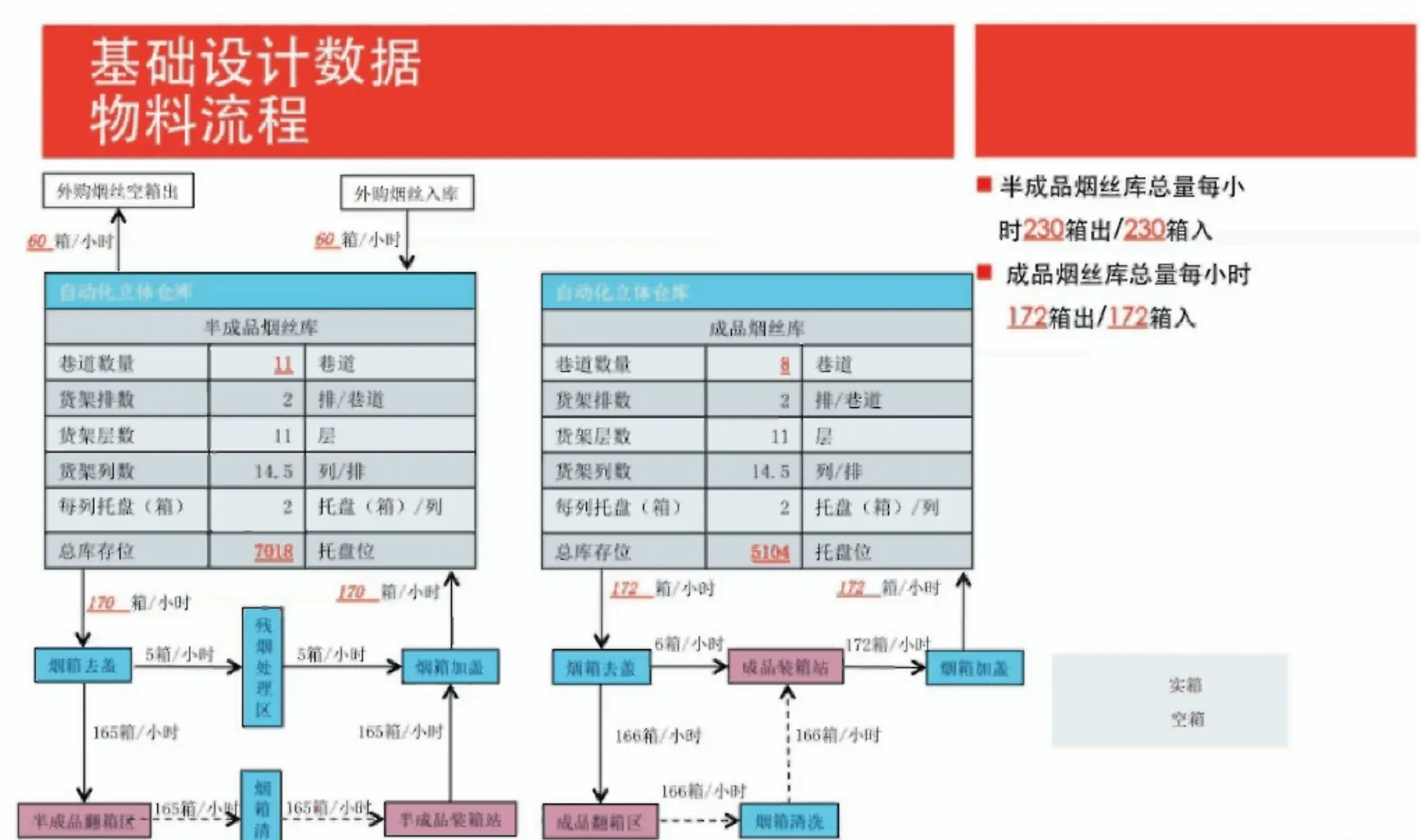
圖1:
圖2:

圖3:
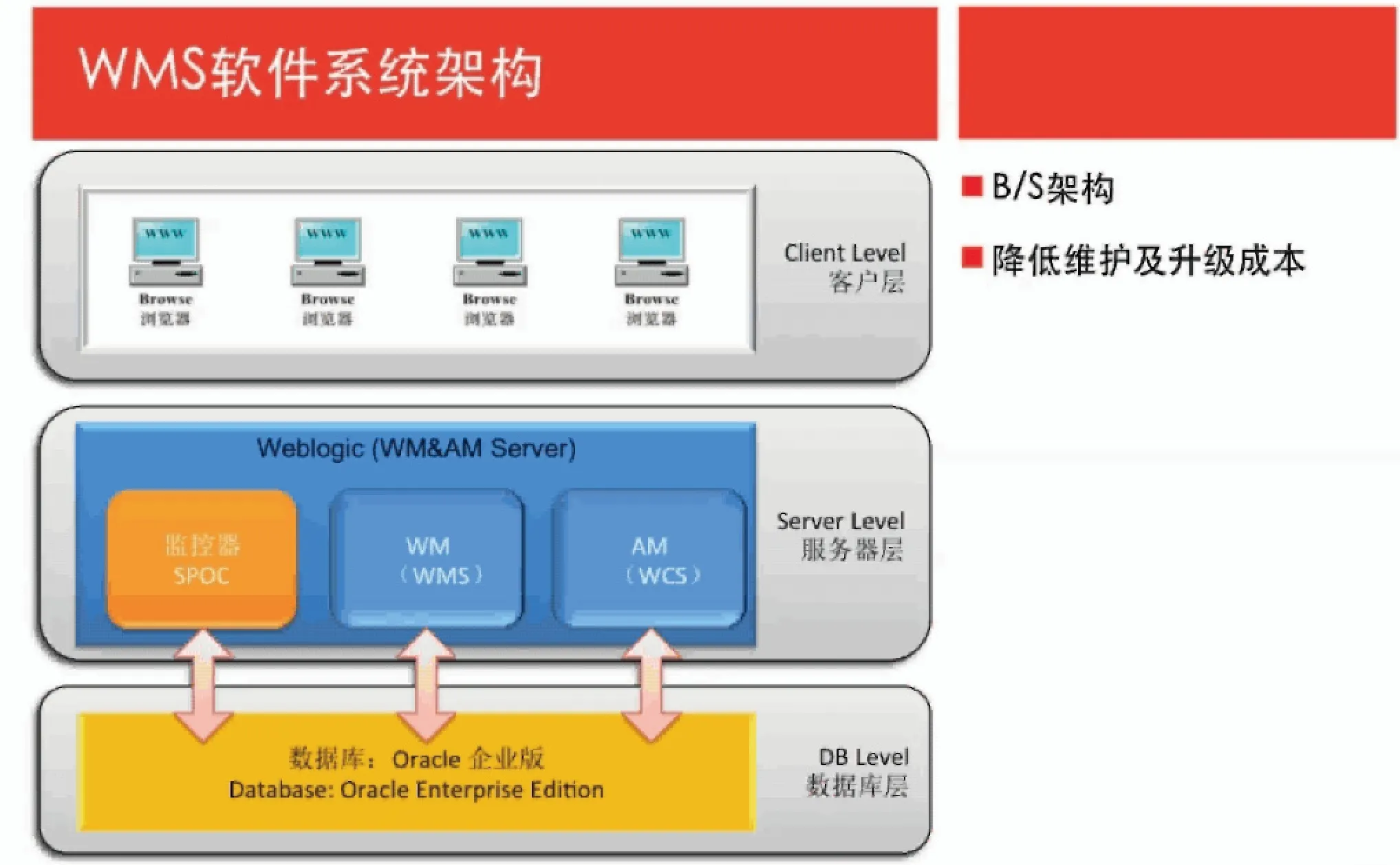
圖4:
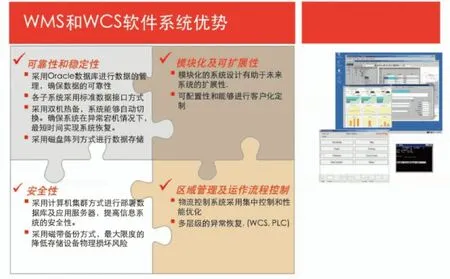
圖5:
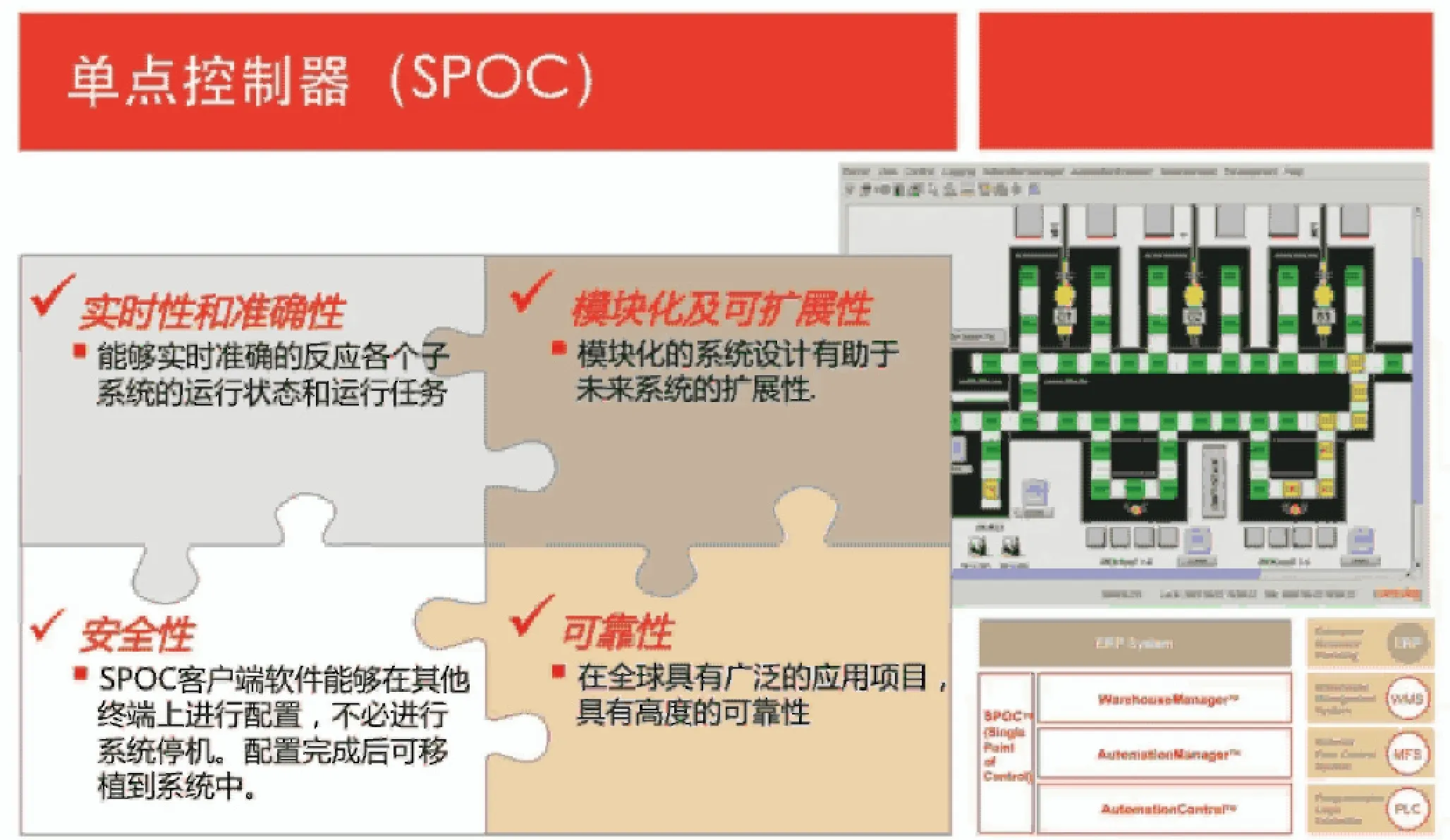
圖6:
圖7:
圖8:
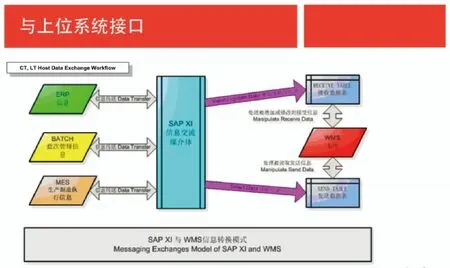
圖9:

圖10:
圖11:
圖12:
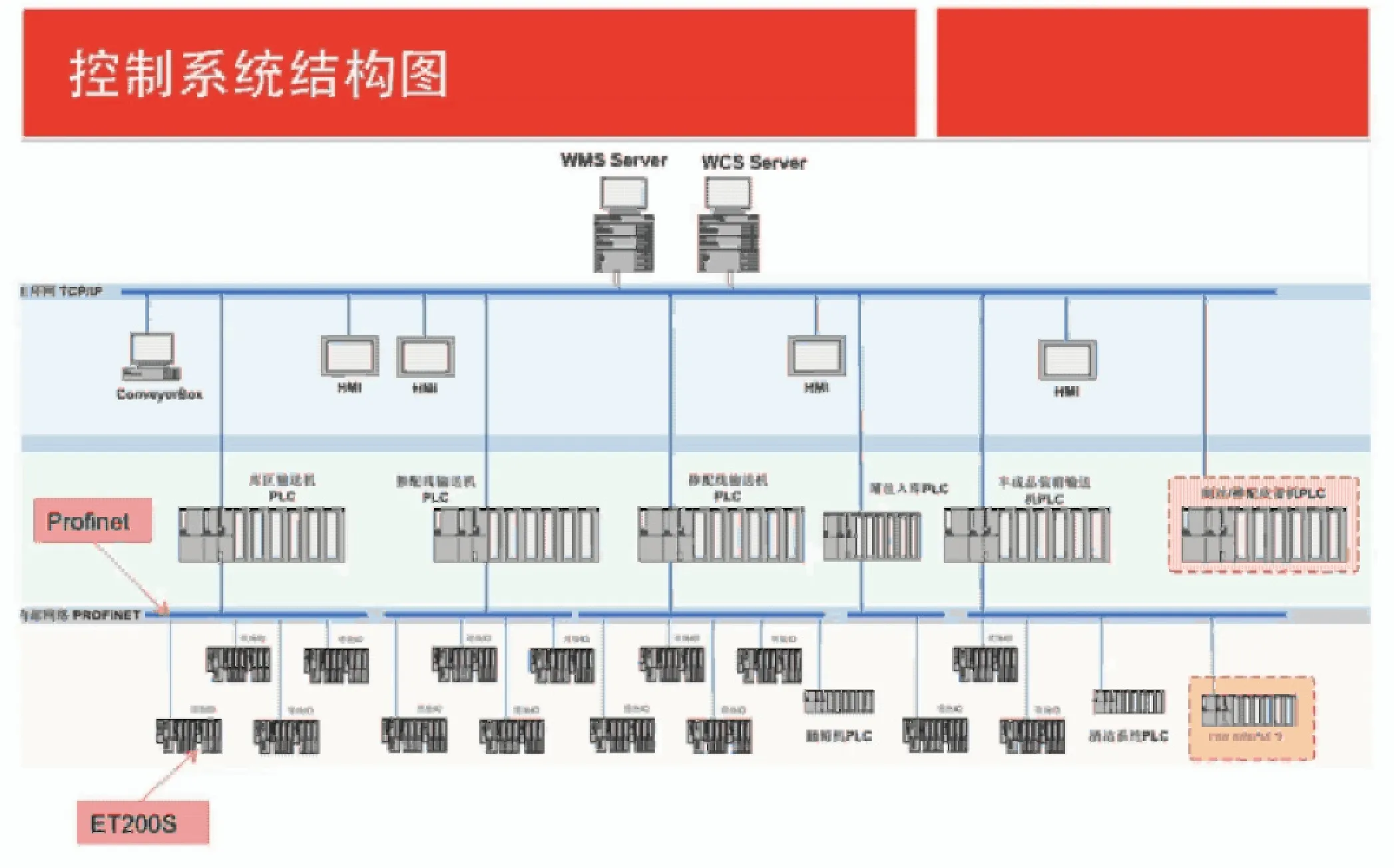
圖13:
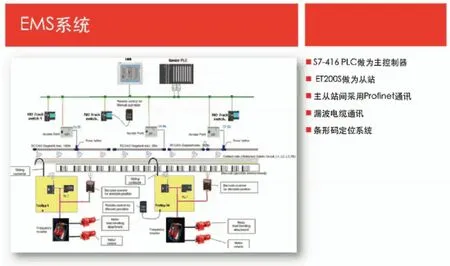
圖14:
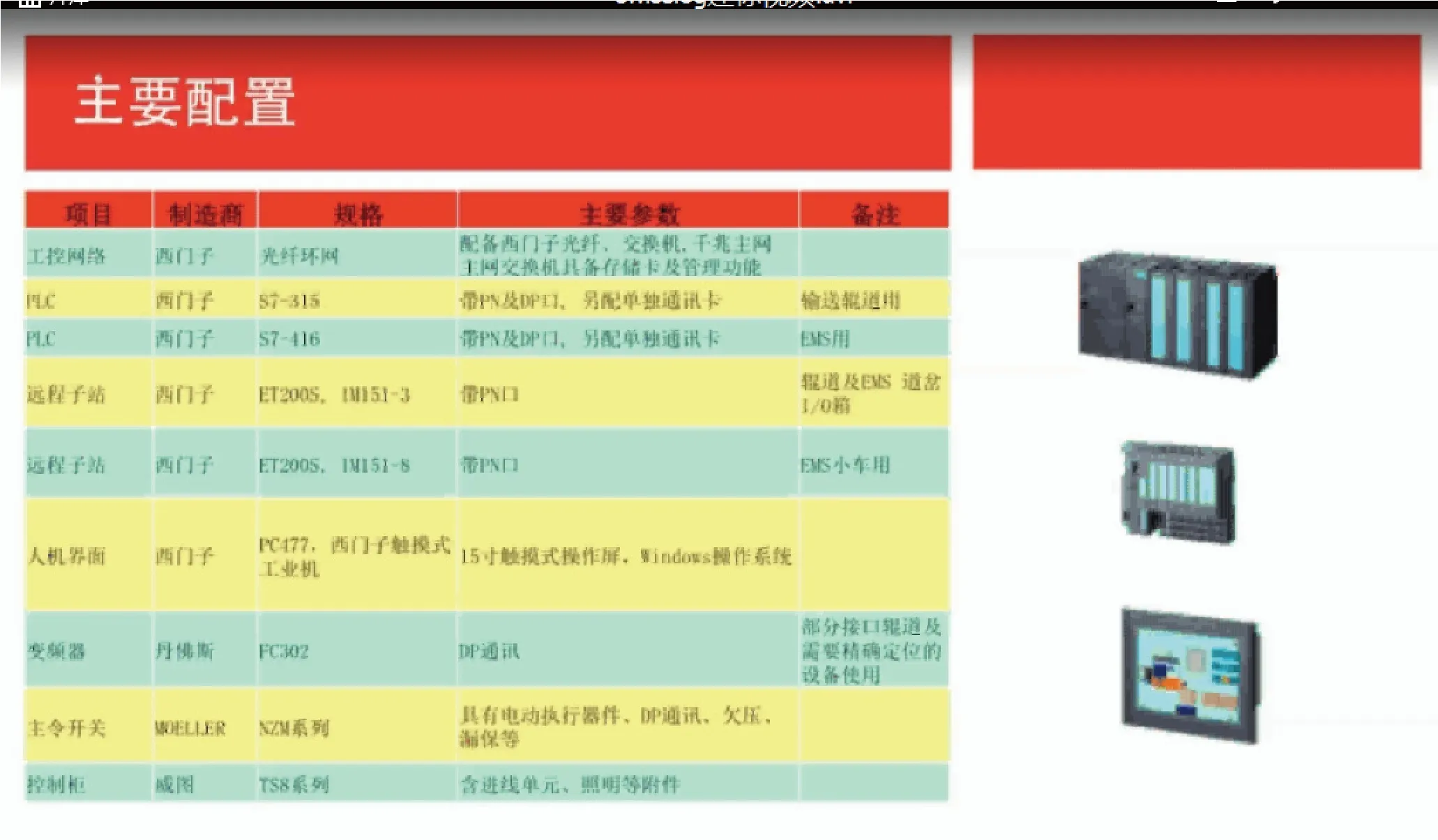
圖15:
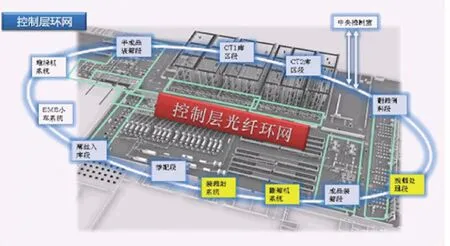
圖16:
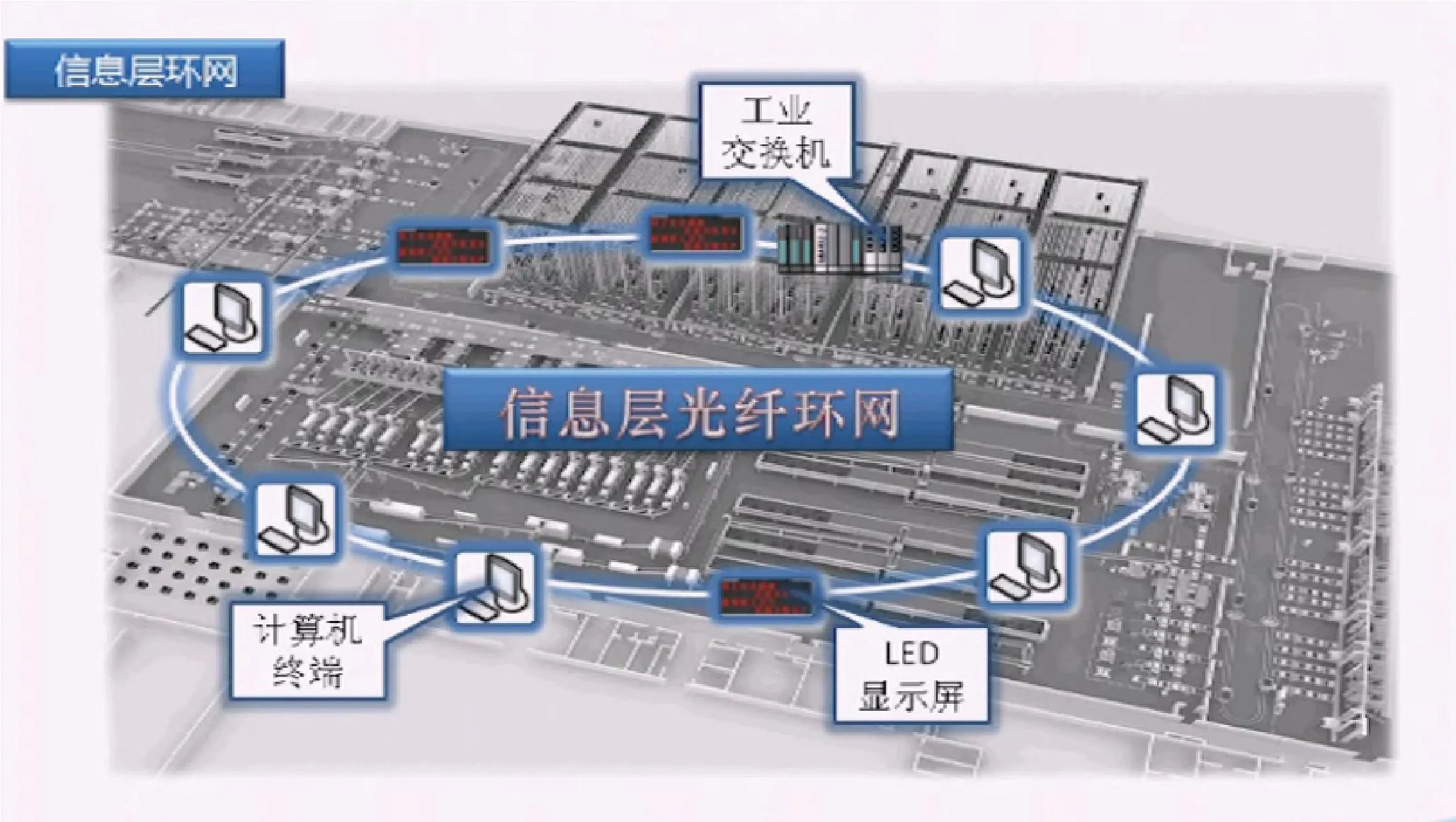
圖17:
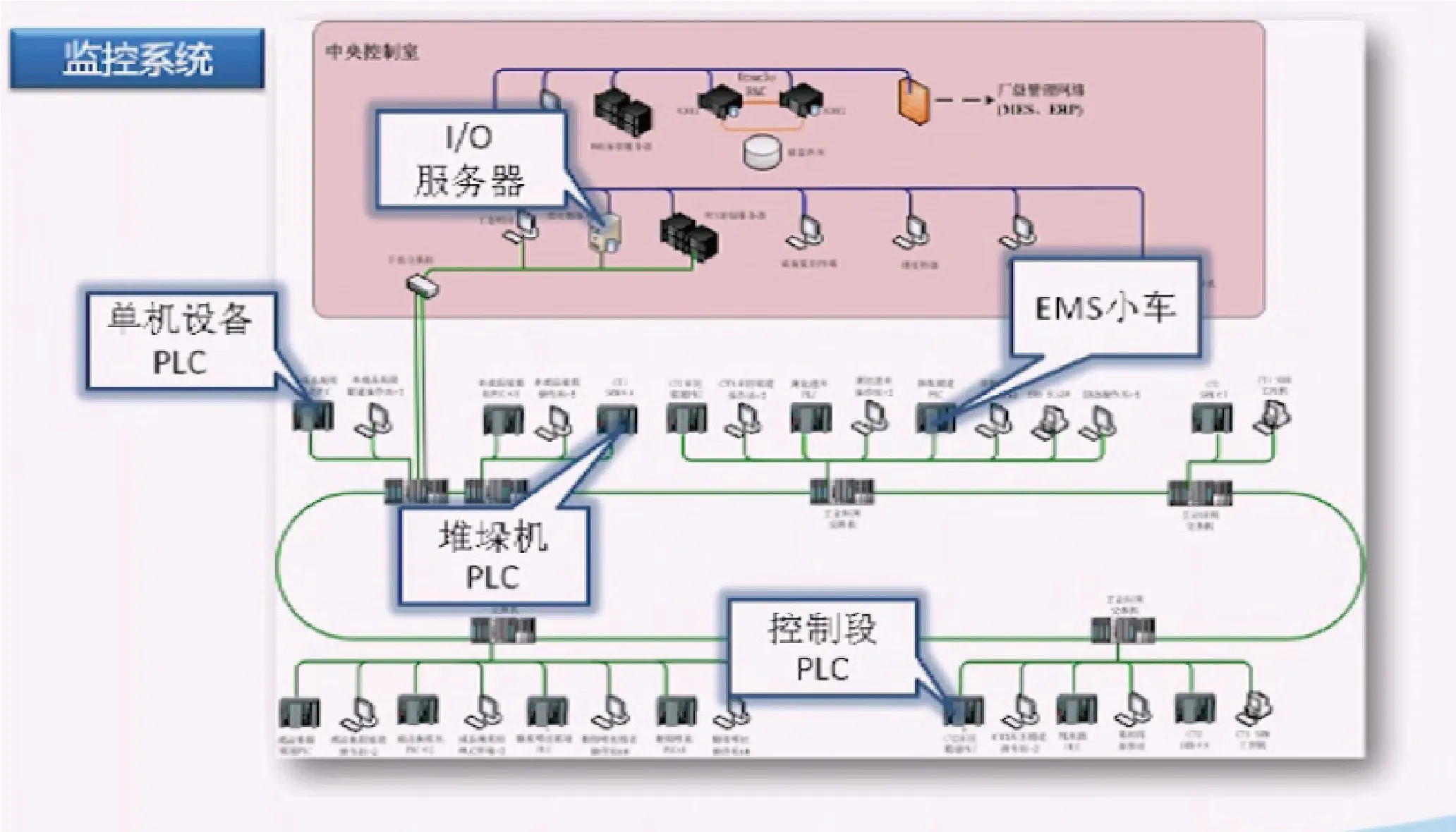
圖18:
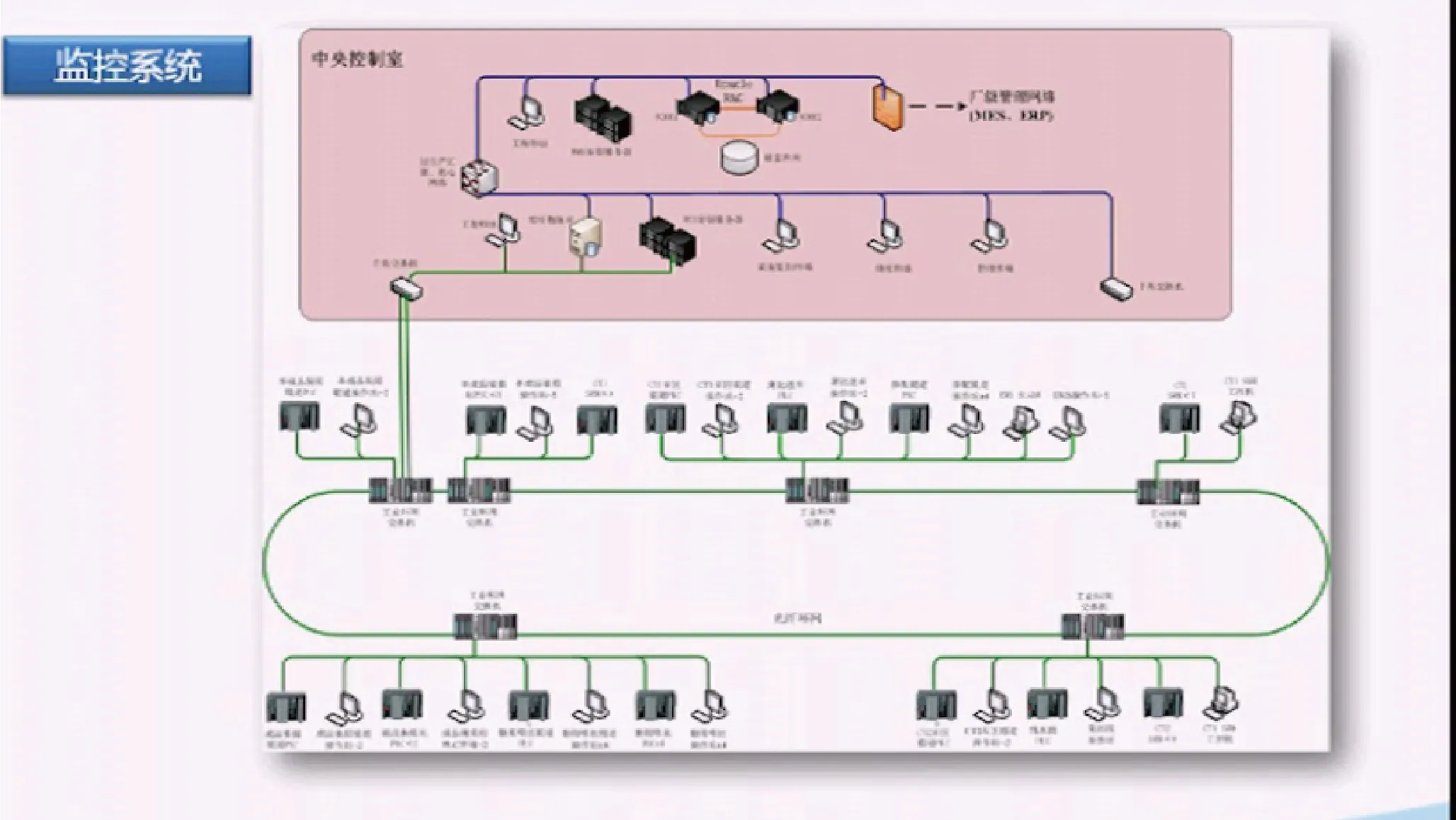
圖19:
圖20:
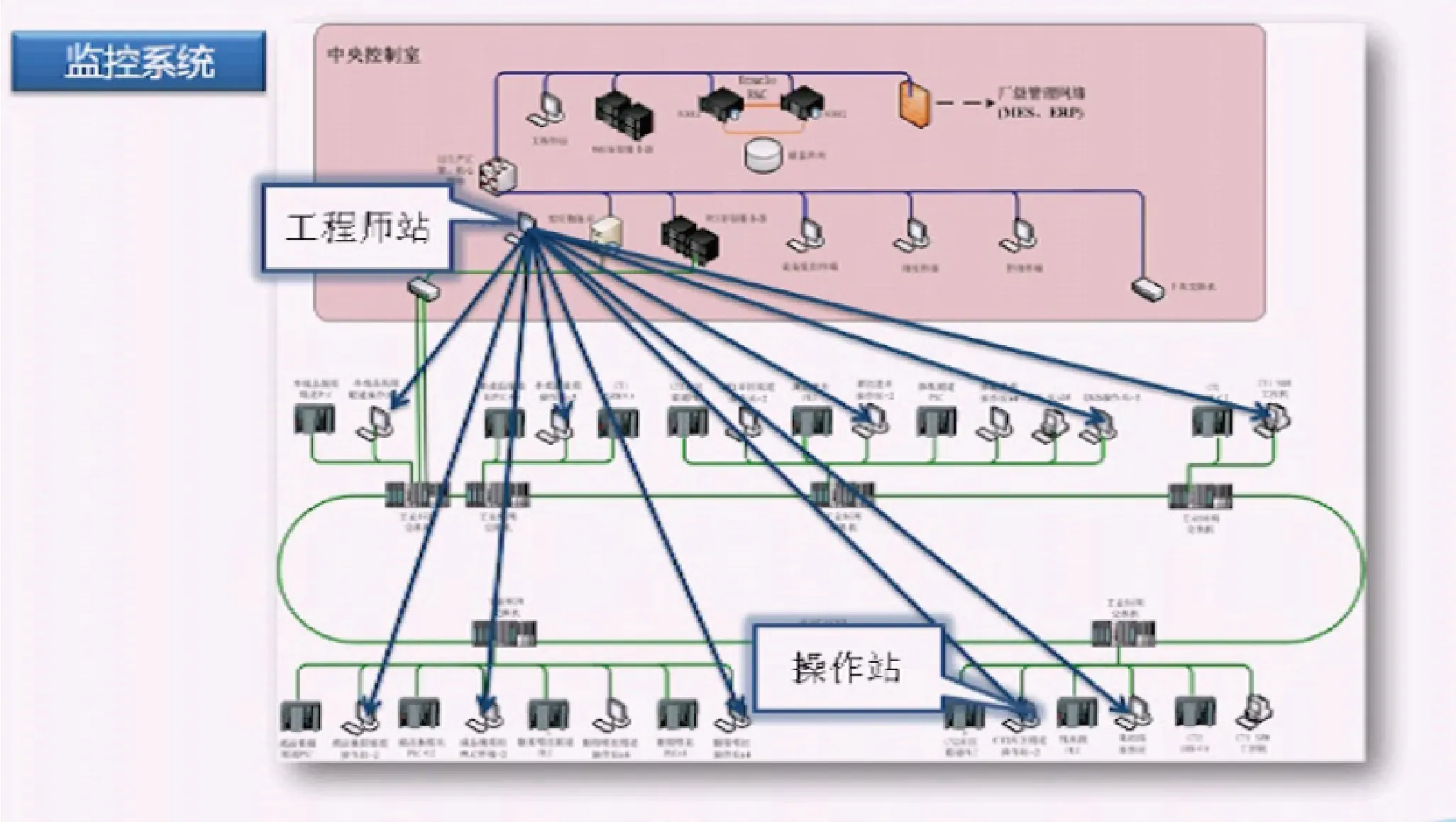
圖21:
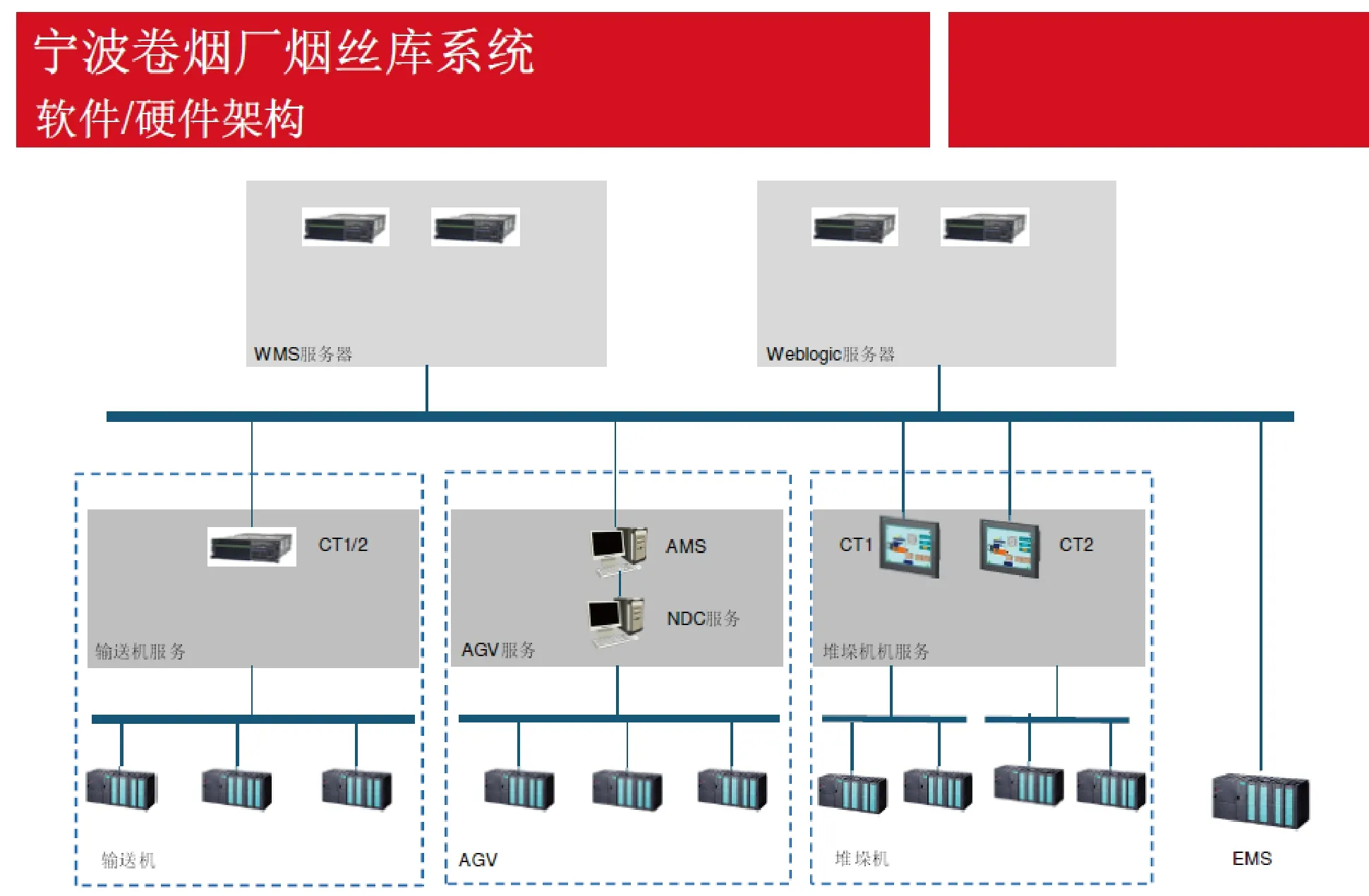
圖22
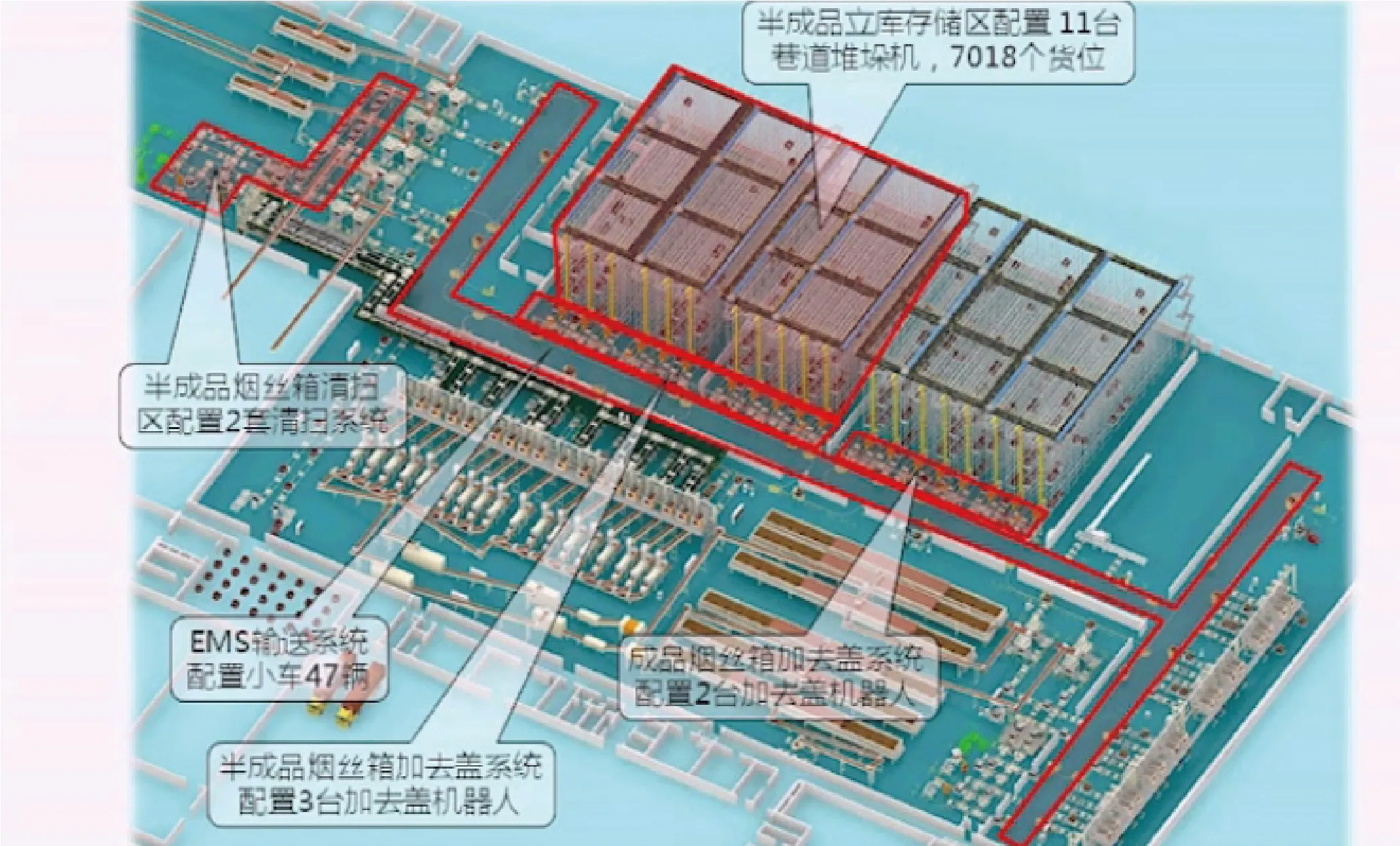
圖23:
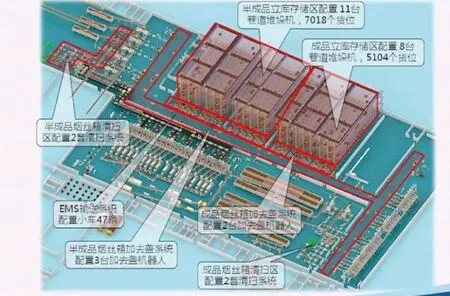
圖24:
3.4 有關摻配線控制模式:
Blendinglinecontrolmode
模式一:
指定1-3臺皮帶秤作為流量主秤,其余喂絲機按照配方比例運行相應的流量。(指定多臺時以多臺的累加值作為其它各秤的參考流量)。
模式一細節解釋:
指定1-3號葉絲秤作為流量主秤,其余秤按照配方比例運行相應的流量。
如果指定多臺葉絲秤,則這些葉絲秤流量總和為其余秤的參考流量。
SWISSLOG向GDG提供三臺主秤的流量(KG/H)設定值和其余各臺秤的摻配比例。運行過程中Garbuio控制系統保持上述摻配比例關系,以及保持三臺主秤運行于固定的設定流量。
直至全部三臺主秤和小貯柜的物料完全出空后向SWISSLOG發送“thelaminafeedersareempty”信號
如果后續又收到SWISSLOG送來的葉絲煙箱則整線繼續運行,或收到SWISSLOG發來的“Stopbatch Command”后結束批次。
模式二:
指定生產線流量(配方參數)作為虛擬的主秤,所有喂絲機按照配方比例運行相應的流量。
模式二細節解釋:
虛擬主秤流量是除殘煙絲以外的其余配方組件的流量之和,在有殘煙絲的配方中,摻配線出口總流量將大于虛擬主秤流量。
由SWISSLOG指定批次大小和虛擬主秤流量設定值以及各秤相對于虛擬主秤流量的比例。
Garbuio控制系統保持上述摻配比例關系運行直至秤達到所對應物料所需總量的要求,然后進入待機模式(秤皮帶停止),所有秤后皮帶保持運行。
接收到SWISSLOG發送的“Batchendcommand”之后才結束批次,此時,所有皮帶機都被停止。
4.結論與探討
首先,提高制絲儲絲的靈活性,打破半成品煙絲與成品煙絲高架庫的物理界限,實現“兩庫打通與分離自動切換、自動分區管理”的功能。
其次,通過采用一套EMS小車系統(一套基于無線漏波技術的PLC管理系統),實現半成品煙絲與成品煙絲高架庫的小車任務調度和貨物輸送。
第三,在物流系統中,首創使用實時數據庫技術,在組態監控層實現生產過程歷史回放和追溯、質量跟蹤和追溯。
本項目實施后取得了明顯的經濟效益和社會效益,具體包括:
?煙絲庫(CT1與CT2)有效作業率提高15%,節約設備固定資產投資500萬元,每年僅電能消耗節約6萬元/年,同時設備維護量減少,備品備件數量減少。
?實現系統平均入庫流量:230箱/小時,平均出庫流量:230箱/小時。
?實現生產過程歷史回放、生產批次管理和質量追溯功能,提高了企業的質量管理能力和質量控制能力。
?提高了制絲生產線的自動化控制水平,方便操作人員操作,在行業內有很好的推廣應用價值。
有效刺激國內相關卷煙制造企業對物流系統進行創造性的軟硬件再研發及技術革新,推動國內物流控制水平的提升,為關聯企業帶來利潤的增長。同時,對其他煙廠的技改頗具借鑒和指導作用。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
電子制作(2018年11期)2018-08-04 03:26:08
中國軍轉民(2017年6期)2018-01-31 02:22:28
家庭影院技術(2017年9期)2017-09-26 03:41:45
工業設計(2016年12期)2016-04-16 02:52:00
