機(jī)器人在上下料生產(chǎn)線中的應(yīng)用
2019-02-22 00:54:58關(guān)薇
設(shè)備管理與維修 2019年2期
關(guān) 薇
(大連職業(yè)技術(shù)學(xué)院,遼寧大連 116037)
0 引言
隨著智能制造時(shí)代的來臨,越來越多的企業(yè)有自動(dòng)化生產(chǎn)線智能化改造需求,用機(jī)器人代替人工給多臺(tái)數(shù)控機(jī)床加工件上下料、零件抽檢等,機(jī)器人上下料具有可靠性高,生產(chǎn)柔性化,自動(dòng)化程度高等優(yōu)勢(shì),具有廣闊的市場前景。
1 上下料系統(tǒng)組成及工藝流程
加工中心上下料系統(tǒng)由1臺(tái)機(jī)器人完成對(duì)6臺(tái)加工中心上下料任務(wù)。上下料系統(tǒng)由1臺(tái)6軸機(jī)器人、機(jī)器人外部行走軸(第七軸)、存料臺(tái)、上、下料輸送輥道、人工抽檢臺(tái)、6臺(tái)加工中心、安全門和防護(hù)欄組成,系統(tǒng)布局見圖1。
在自動(dòng)模式下,上下料系統(tǒng)生產(chǎn)流程可分為初始正常運(yùn)轉(zhuǎn)流程(包含上料)、工件抽檢流程及清料流程等3種動(dòng)作模式。工件正常運(yùn)轉(zhuǎn)流程:毛坯由機(jī)器人及外部第七軸來進(jìn)行工件轉(zhuǎn)序,上料工位→OP70.1→OP80.1→OP90.1→下料工位;上料工位→OP70.2→OP80.2→OP90.2→下料工位。毛坯經(jīng)過3個(gè)工序的流轉(zhuǎn)后,加工成品送至下料工位。
工件抽檢為手動(dòng)呼叫或自動(dòng)抽檢(根據(jù)工藝要求加工計(jì)數(shù)到規(guī)定數(shù)量進(jìn)行抽檢),機(jī)器人把相應(yīng)工序的工件放到抽檢臺(tái),檢料滑臺(tái)將工件送出,待操作者取走工件;檢測(cè)完畢后,工件送回,機(jī)器人抓回,繼續(xù)后序加工。

圖1 上下料系統(tǒng)布局
清料流程:操作者在操作面板上預(yù)選清料按鈕,即上料循環(huán)結(jié)束后或在系統(tǒng)初次啟動(dòng)時(shí)執(zhí)行清料流程,清料時(shí)不再進(jìn)料但會(huì)依序?qū)⒓庸ぶ械墓ぜ鞒趟椭料乱还ば颍龣C(jī)械手清空所有設(shè)備中的工件,清料結(jié)束。
2 系統(tǒng)硬件配置
為了實(shí)現(xiàn)控制功能,協(xié)調(diào)上下料系統(tǒng)中各部件的信號(hào)交換與動(dòng)作,整個(gè)控制系統(tǒng)以PLC(Programmable Logic Controller,可編程邏輯控制器)為控制核心,同時(shí)配有FANUC公司R-2000IC/210F型機(jī)器人、簡易運(yùn)動(dòng)模塊、觸摸屏等裝置,系統(tǒng)硬件配置如圖2所示。

圖2 系統(tǒng)硬件配置
主控部分以三菱Q系列PLC采用CCLINK現(xiàn)場總線與FANUC機(jī)器人控制柜R-30iB相連,通過梯形圖設(shè)計(jì)實(shí)現(xiàn)了對(duì)機(jī)器人啟動(dòng)、暫停、急停、再啟動(dòng)等操作。根據(jù)機(jī)器人的反饋信號(hào)控制輸送輥道上的上下料裝置、抽檢裝置的動(dòng)作等。
PLC通過QD77MS2運(yùn)動(dòng)控制模塊和MR-J4伺服放大器驅(qū)動(dòng)機(jī)器人第七軸,使機(jī)器人實(shí)現(xiàn)多工位準(zhǔn)確定位。通過RS232串口與觸摸屏相連,實(shí)時(shí)顯示處理上下料線各種功能狀態(tài)及操作。
3 PLC與機(jī)器人CCLINK的通信設(shè)置
3.1 PLC側(cè)設(shè)定
三菱QJ61BT11N主站硬件設(shè)置,站號(hào)設(shè)置開關(guān)為00,模式開關(guān)為2,即傳送速度2.5 Mbps/s,設(shè)置值見圖3。
在三菱軟件GXWORKS2編程軟件的網(wǎng)絡(luò)參數(shù)中進(jìn)行CCLINK參數(shù)設(shè)置,在編程軟件中選擇參數(shù)-網(wǎng)絡(luò)參數(shù)(CCLINK),如圖4所示。
在PLC網(wǎng)絡(luò)參數(shù)(CCLINK)必須正確設(shè)置如下參數(shù)才能與機(jī)器人進(jìn)行信號(hào)交換。

圖3 PLC側(cè)的CCLINK硬件設(shè)置

圖4 PLC網(wǎng)絡(luò)參數(shù)(CCLINK)設(shè)置
起始I/O號(hào):CCLINK模塊的起始I/O地址,CPU(Central Processing Unit/Processor,中央處理器)為每個(gè)CCLINK模塊的輸入和輸出分配32個(gè)地址,此地址與CCLINK模塊的安裝位置有關(guān)。
模式設(shè)置與CCLINK模塊型號(hào)有關(guān):對(duì)于Q系列QJ61BT11(Ver1.0模式),QJ61BT11N(Ver2.0模式)。
站信息設(shè)置時(shí)主要考慮PLC與機(jī)器人之間交換信號(hào)的數(shù)量進(jìn)行設(shè)置,如圖5所示.FANUC機(jī)器人在CCLINK系統(tǒng)作為遠(yuǎn)程設(shè)備站,占用站數(shù)最多可設(shè)置占用4站。

圖5 CCLINK站信息設(shè)置
3.2 FANUC機(jī)器人側(cè)設(shè)定
在FANUC機(jī)器人側(cè)通過示教盒調(diào)出CCLINK設(shè)置畫面,MENUS→6設(shè)定→F1類型→6,CC-LINK如圖6所示。重點(diǎn)設(shè)置站號(hào)碼、占用站數(shù)及通信速度,4~11為不用,皆設(shè)定為0。
設(shè)定好CC-LINK參數(shù)后,還要進(jìn)行數(shù)字I/O配置,設(shè)置CC-LINK硬件卡的RACK號(hào)92,SLOT號(hào)為1,參數(shù)生效,需重新啟動(dòng)機(jī)器人控制柜。
3.3 CPU緩存區(qū)BFM地址和遠(yuǎn)程參數(shù)對(duì)應(yīng)表
主站I/O信號(hào)(主站模塊→PLC CPU)有X90-模塊出錯(cuò)、X91-上位機(jī)數(shù)據(jù)鏈接狀態(tài)、X93-其他站數(shù)據(jù)連接狀態(tài)、X9F-模塊準(zhǔn)備好。
主站和機(jī)器人緩沖區(qū)地址及機(jī)器人專用信號(hào)UI[i]/UO[i]、通用信號(hào)數(shù)字輸入/輸出 DI[i]/DO[i]對(duì)應(yīng)關(guān)系,設(shè)置4站,輸入和輸出共計(jì)128點(diǎn),如圖7所示。
4 FANUC機(jī)器人信號(hào)處理
4.1 FANUC機(jī)器人程序外部啟動(dòng)
4.1.1 利用外部信號(hào)選擇并自動(dòng)執(zhí)行程序
機(jī)器人發(fā)送和接收來自PLC的I/O信號(hào),來實(shí)現(xiàn)程序選擇、啟動(dòng)、停止程序、報(bào)警復(fù)位等功能。外部啟動(dòng)的執(zhí)行條件為TP開關(guān)置于OFF,非單步執(zhí)行狀態(tài),自動(dòng)模式為ROMOTE(外部控制)。
FANUC機(jī)器人程序外部啟動(dòng)通常有兩種方式:一是通過機(jī)器人啟動(dòng)請(qǐng)求信號(hào)(RSR1-RSR8)選擇和開始程序。二是程序號(hào)碼選擇信號(hào)(PNS1-PNS8和PNSTROBE)選擇一個(gè)程序。FANUC機(jī)器人通過主程序PNS0001調(diào)用各個(gè)子程序來完成機(jī)器人在各工位的上料、下料、抽檢及清料等動(dòng)作循環(huán)。
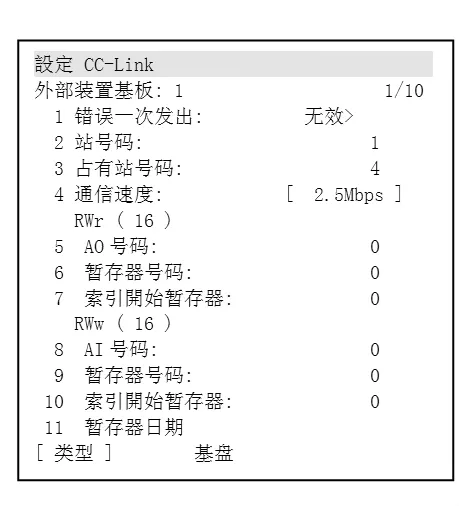
圖6 機(jī)器人側(cè)CCLINK設(shè)置

圖7 主站和機(jī)器人緩沖區(qū)地址對(duì)應(yīng)關(guān)系
4.1.2 FANUC機(jī)器人程序啟動(dòng)梯形圖編制
利用PNS啟動(dòng)機(jī)器人程序的時(shí)序如圖8所示。當(dāng)FANUC機(jī)器人程序自動(dòng)啟動(dòng)條件滿足且處于非報(bào)警狀態(tài),命令使能信號(hào)CMDENBL為ON,通過PLC選擇程序號(hào)1送到機(jī)器人系統(tǒng)輸入信號(hào)PNS1,同時(shí)或延時(shí)(100 ms)接通PNS脈沖選通信號(hào),(當(dāng)通過PNS選擇程序時(shí),程序編號(hào)被輸出到機(jī)器人系統(tǒng)輸出信號(hào)SNO中,而脈沖信號(hào)輸出到SNACK(程序選擇應(yīng)答)信號(hào),就可確定PLC選擇了正確的程序),程序自動(dòng)啟動(dòng)信號(hào)PROD_START保持為ON狀態(tài)≥10 ms,此信號(hào)變?yōu)镺FF產(chǎn)生下降沿時(shí),執(zhí)行所選程序。根據(jù)上述信號(hào)的時(shí)序要求,在PLC中編制機(jī)器人外部啟動(dòng)梯形圖(圖9)。
4.2 FANUC機(jī)器人手爪信號(hào)處理
上下料系統(tǒng)機(jī)器人手爪采用氣動(dòng)控制,機(jī)器人手爪上的輸入輸出信號(hào)接入機(jī)器人末端執(zhí)行器接口(End effector interface),接線如圖10所示。硬件連接的好處是機(jī)器人抓取工件時(shí),可以直接通過機(jī)器人RI/RO信號(hào)判斷與執(zhí)行,不用與PLC進(jìn)行信息交互,簡化機(jī)器人程序。
4.3 FANUC機(jī)器人急停及防護(hù)門信號(hào)處理
上下料系統(tǒng)的急停除了接入PLC還應(yīng)接入機(jī)器人外部急停回路,急停信號(hào)邏輯部分通過安全繼電器實(shí)現(xiàn),采用雙回路安全冗余結(jié)構(gòu)(圖11)。為保證人身安全,在上下系統(tǒng)設(shè)置防護(hù)圍欄及2個(gè)防護(hù)門,通過門鎖關(guān)閉確保機(jī)器人作業(yè)區(qū)域的安全防護(hù),門鎖采用小型安全門開關(guān)。在上下料過程中,在按下外部急停按鈕或者防護(hù)門開關(guān)斷開時(shí),機(jī)器人必須停止工作。機(jī)器人控制裝置TBOP11(R30iB機(jī)柜B型)上可以連接外部急停按鈕和防護(hù)門開關(guān),采用雙回路安全鏈系統(tǒng),機(jī)器人接線如圖12所示。

圖8 PNS啟動(dòng)機(jī)器人程序時(shí)序

圖9 FANUC機(jī)器人程序啟動(dòng)梯形圖

圖10 機(jī)器人手抓信號(hào)接線圖

圖11 外部急停信號(hào)處理

圖12 機(jī)器人外部急停及防護(hù)門接線
4.4 機(jī)器人清料信號(hào)的處理
上下料系統(tǒng)通常在系統(tǒng)停止工作之前需要清料,操作者通過面板上的按鈕進(jìn)行預(yù)選。清料過程分3次完成(圖13)。

圖13 清料工作示意圖
PLC、數(shù)控機(jī)床及機(jī)器人之間的信號(hào)處理以O(shè)P70.1為例進(jìn)行說明,信號(hào)功能見表1。
5 結(jié)束語
智能制造是中國制造2025的重要目標(biāo)之一,機(jī)器人則是智能制造的重要環(huán)節(jié)。針對(duì)機(jī)器人作業(yè)系統(tǒng)的特點(diǎn),提出通用性強(qiáng)的機(jī)床上下料解決方案,滿足客戶自動(dòng)化的生產(chǎn)要求,降低工人的勞動(dòng)強(qiáng)度,節(jié)省生產(chǎn)成本。

表1 PLC、數(shù)控機(jī)床及機(jī)器人之間的信號(hào)
猜你喜歡
少先隊(duì)活動(dòng)(2021年4期)2021-07-23 01:46:22
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評(píng)價(jià)·高一版(2020年6期)2020-11-02 02:45:24
人大建設(shè)(2019年12期)2019-05-21 02:55:44
電子制作(2018年11期)2018-08-04 03:25:42
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環(huán)球時(shí)報(bào)(2017-03-30)2017-03-30 06:44:45
鑿巖機(jī)械氣動(dòng)工具(2016年3期)2016-03-01 04:00:25
沈陽醫(yī)學(xué)院學(xué)報(bào)(2015年1期)2015-12-27 13:44:40
醫(yī)學(xué)教育管理(2015年3期)2015-12-01 06:43:16