TOFD檢測工藝的技術問題探討
2019-02-21 06:50:32余鵬翔艾文波
水利技術監督 2019年1期
關 磊,雷 海,余鵬翔,艾文波,劉 剛
(水利部產品質量標準研究所,浙江 杭州 310012)
某水電站壓力鋼管采用ADB610型高強鋼進行焊接,壁厚有3種:25、28、30mm,一類焊縫2728m,二類焊縫453m,根據要求TOFD檢測比例為一類焊縫20%,二類焊縫10%,檢測焊縫總長約590m,為此,在實施檢測前,特針對該項目編制TOFD檢測專用工藝。
1 檢測工藝中的技術問題探討
1.1 檢測盲區
TOFD(TimeofFlightDiffraction,衍射時差法超聲檢測)技術廣泛應用在對接焊縫的內部質量檢測。該技術有工作效率高,定量準確的優勢,但是同時也存在檢測盲區這一技術弊端。
近表面的缺陷因為"隱藏"在檢測盲區內而不能被發現,從而導致缺陷的漏檢,而這些漏檢的近表面缺陷對焊接產品的危害程度非常大,因此,檢測工藝必須考慮檢測盲區問題。
研究者對TOFD技術的檢測盲區進行了計算和分析[1],掃查面盲區的高度與直通波聲學脈沖長度和探頭中心距有關。決定直通波聲學脈沖長度的工藝參數是探頭的頻率和脈沖周期個數,而對于同一探頭,它在調試過程中所能達到的脈沖周期個數是一定的,因此,影響直通波聲學脈沖長度的因素只有探頭頻率。因此,為了盡可能地減小檢測盲區高度,TOFD掃查中通常選用頻率較高的探頭。
如果工件厚度一定時,探頭中心距和探頭角度有關,角度越小,探頭中心距就越小,相應的掃查面盲區高度就越小。因此,在實際檢測中,采用較小角度的探頭來減小掃查面檢測盲區的高度。
根據現行標準[2]的規定,工件厚度為12~32mm,推薦的探頭頻率為10~5MHz,主聲束角度為70°~60°,晶片尺寸為2~6mm。在實際工作中,盡量選擇性能良好的探頭,通過儀器的調節,可以使直通波聲學脈沖長度達到1.0個脈沖周期,底波聲學脈沖長度達到2.0個脈沖周期,這樣大大減小了盲區的高度。因此,據此計算盲區高度,以確定所選探頭的參數,計算結果見表1,本項目選擇角度相對較小的60°探頭。
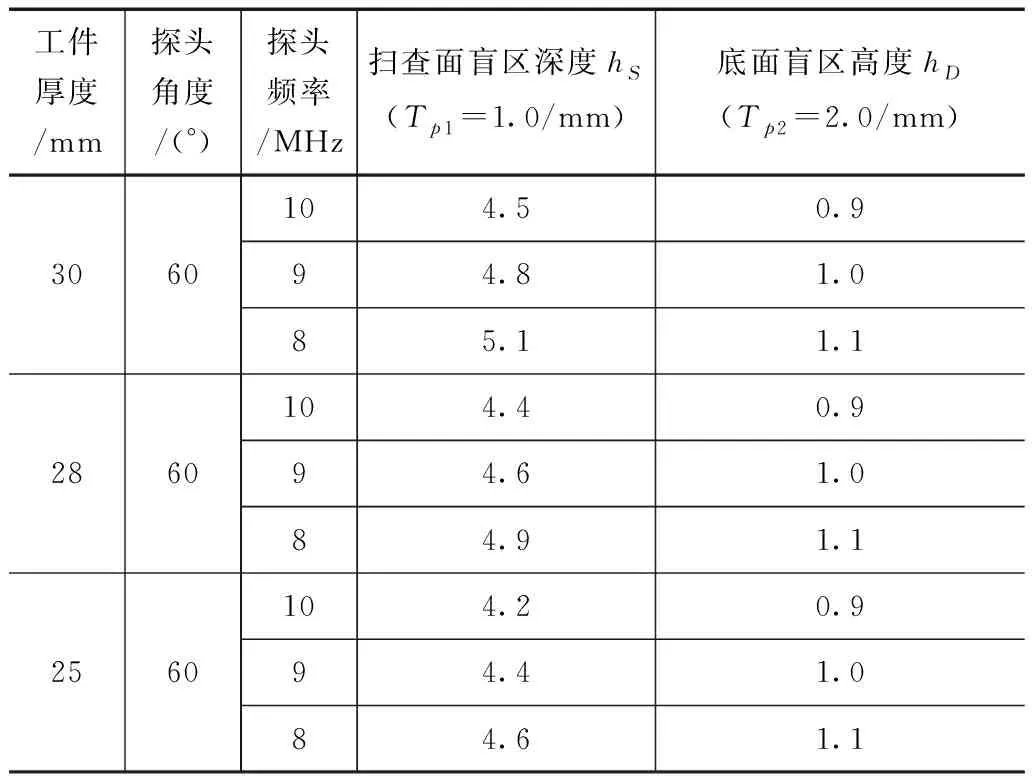
表1 表面盲區高度計算結果表
1.2 聲束覆蓋
通過以上分析,所選擇的探頭角度和頻率從理論上保證了檢測盲區高度的最小化,但是,TOFD檢測還要考慮的一個重要因素是聲束的全覆蓋,如果一味強調檢測盲區高度的最小化而對工藝參數進行優化,不考慮聲束的全覆蓋,仍然會導致缺欠的漏檢。
TOFD檢測所使用的探頭晶片振蕩器發出超聲波束半擴散角[3]定義為:
sinγ=Fλ/D=Fc/Df
(1)
式中,λ—介質中聲波波長;D—晶片直徑;F—聲束邊界截取系數,也稱擴散因子,與截取的幅度降低值有關,通常取下降12dB時的F值為0.8。探頭發出的超聲波聲束大概描述如圖1所示。因探頭近場區N的情況比較復雜,目前計算假定的區域為遠場區,則上述的公式是適合的[3]。
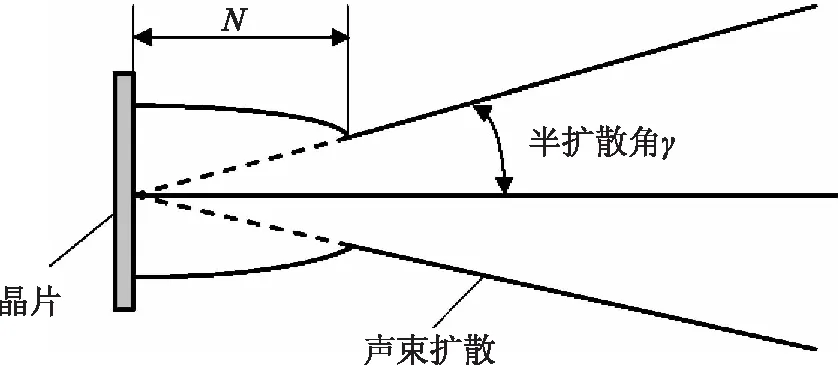
圖1 主聲束的擴散
由公式(1)可知,要得到盡可能大的聲束擴散,則需要使用相對較低額頻率、相對較小尺寸的晶片,而從減小表面盲區高度方面考慮,則需要選用頻率較高的探頭,因此,必須再次加以優化,以選擇更合適的探頭。
TOFD檢測所使用的探頭是具有寬頻帶窄脈沖的縱波直探頭,加上不同角度的楔塊,就構成了縱波斜探頭。為計算超聲波在被測工件中的聲束擴散,需要執行如下4個步驟[4]:首先,計算楔塊中入射角度θP:sinθP=cP/cLsinθL;其次,計算楔塊中聲束半擴散角γ:sinγ=Fλ/D=Fc/Df;再次,求出楔塊中聲束擴散的上下邊界角:γ上=θp+γ,γ下=θp-γ;最后,用Snell定律分別求出工件中聲束邊界角:
sinγL上=cL/cPsinγ上,sinγL下=cL/cPsinγ下
(2)
式中,cp—工件中的聲速(取鋼中聲速為5950m/s);cL—楔塊中的聲速(取有機玻璃/聚苯乙烯楔塊中聲速為2400m/s)。
圖2為聲束覆蓋示意圖,在聲束上折射角為90°時,聲束上邊界才能到達上表面(由圖2可知,實際上達不到90°),而在探頭選擇時,聲束下折射角也要求盡量小,才能實現聲束的全覆蓋。
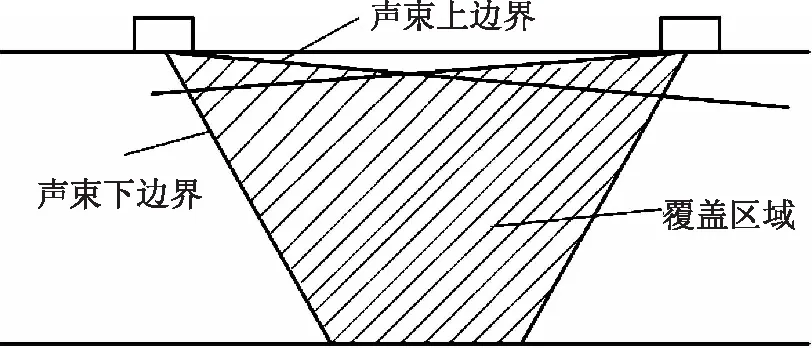
圖2 超聲波聲束覆蓋示意圖
由此可知,計算的聲束上折射角盡量為90°時最佳,而聲束下折射角越小越好,但是,由Snell定律公式可以看出,聲束上折射角增大的同時,下折射角也會增大。以下就從實際應用的角度,對聲束下折射角的最大值進行探討界定。
由圖2可知,聲束下折射角越小,表明聲束覆蓋工件的下表面就越寬,對焊縫進行檢測時,聲束的下覆蓋面要覆蓋整個焊縫的寬度,才能保證焊縫的根部被聲束覆蓋。本文就以底部的焊縫寬度作為聲束下折射角最大值界定的依據。
在工件焊接中,焊接工藝對工件的焊縫寬度有一定的技術要求,本項目中的工件厚度為30、28、25mm,對此厚度的工件進行對接焊,一般采用雙V形坡口,如圖3所示。
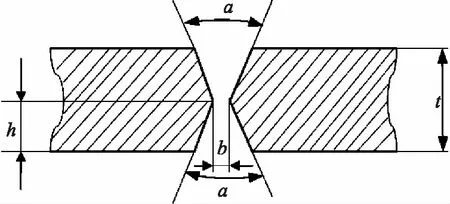
圖3 工件焊接橫截面示意圖
根據文獻[5]中對雙面對接焊坡口的規定,可以計算出工件厚度為30、28、25mm的坡口寬度L分別為19、18、15mm,這就是該種厚度的工件焊接的最小焊縫寬度,對超聲波聲束下折射角最大值的計算也是依此而得到的。
由以上分析可知,為盡可能地減小表面盲區高度,應選擇角度較小的探頭。對本項目的焊接工件進行TOFD檢測,選用常規60°探頭,由此可以計算出PCS值2S為69mm。如圖4所示,可以求出γL下均為40°,也就是說聲束下折射角不大于40°就可實現焊縫根部的聲束全覆蓋,據此可以計算出滿足聲束上下折射角最佳值時探頭的頻率和晶片尺寸,見表2。

圖4 聲束下折射角計算示意圖
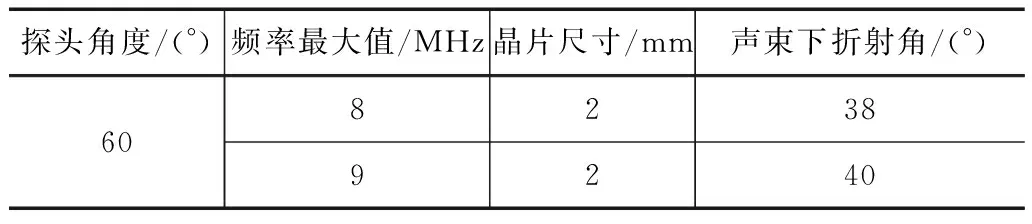
探頭角度/(°)頻率最大值/MHz晶片尺寸/mm聲束下折射角/(°)6082389240
綜上分析,可以得出本項目所選用探頭的參數及相應的檢測盲區高度,見表3,探頭應選擇角度60°、頻率9MHz、晶片尺寸2mm。

表3 表面盲區高度計算結果表
1.3 其它補充檢測方法
盡管使用了最優化的工藝參數,雖然底面盲區高度在1.0mm以下,但是掃查面盲區高度最大還是達到4.8mm,也就是說,距掃查表面4.8mm深度的區域還是無法用TOFD進行檢測,因此,還需要討論用其它的檢測方法進行補充檢測。
水電行業標準中提出采用磁粉檢測是作為TOFD檢測的補充檢測方法,一定程度上可以解決TOFD表面盲區內缺陷的檢出。一般情況下,便攜式直流磁粉探傷儀,采用連續法檢測的深度為5.0~6.0mm[6],滿足本項目TOFD檢測的補充檢測要求。
因此,本項目要求采用便攜式直流磁粉探傷儀連續法對焊縫的雙面進行補充檢測,可保證焊縫的全面檢測。
1.4 斜置掃查方法
TOFD檢測常采用的掃查方式是非平行掃查,所謂非平行掃查是探頭連線與焊縫的長度方向垂直的一種掃查方式。檢測中發現,有一種缺欠與焊縫的長度方向幾乎垂直,危害性極大,叫作橫向缺欠。橫向缺欠在對應的TOFD圖譜上有時僅僅顯示一個不超標的點狀缺欠或略有長度的線狀缺欠,給判定帶來困難,容易出現漏檢。因此,必須改變掃查方式,采用探頭的連線方向與焊縫的長度方向成一定角度的斜置掃查方式,如圖5所示。
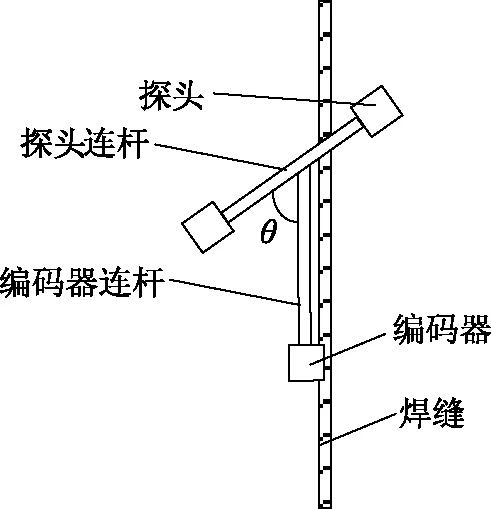
圖5 非平行斜置掃查方式
檢測人員對重要焊縫如“丁字頭”焊縫進行檢測時,常規非平行掃查發現有點狀缺欠或略有長度的線狀缺欠時,可附加斜向掃查方式進行二次掃查,以排除橫向缺欠的存在。
2 檢測工藝的實施
按照上述檢測工藝實施檢測,本項目共計采集圖譜1960幅,經評判發現有24幅圖譜出現缺陷,總長度為1.3m,危害性缺陷(裂紋、未熔合、未焊透)8個,其它缺陷16個,通過對出現缺陷的焊縫進行返修,最終復查為合格焊縫。
通過對24幅顯示缺陷的圖譜進行分析可知,其中5幅圖譜顯示為典型的缺陷,包括3幅圖譜顯示的近表面缺陷,2幅圖譜顯示的橫向裂紋。在對不合格焊縫進行返修的同時,筆者進行了解剖取證,由于現場工況的限制,只能取得一些典型的解剖圖譜,部分圖譜和解剖照片如圖6—8所示。
圖6為一處近表面裂紋,深度4.8mm,在板厚為28mm對接焊縫處發現,長度26mm,出現在二類焊縫的弧坑處;圖7為1處橫向缺陷,經解剖證實為橫向裂紋,非平行掃查時的長度為4mm,后進行非平行斜置掃查,圖譜顯示長度為13mm;圖8為兩處近表面缺陷。
3 結語
(1)本項目的TOFD檢測工藝中,參照標準選用頻率相對較高,角度較小的探頭可以減小檢測盲區的高度,并從焊接工藝的角度進行探討,獲得極小的聲束下折射角以保證聲束全覆蓋,以達到探頭工藝參數的進一步優化。綜上得到本項目所選探頭參數為角度60°、頻率9MHz、晶片尺寸2mm。
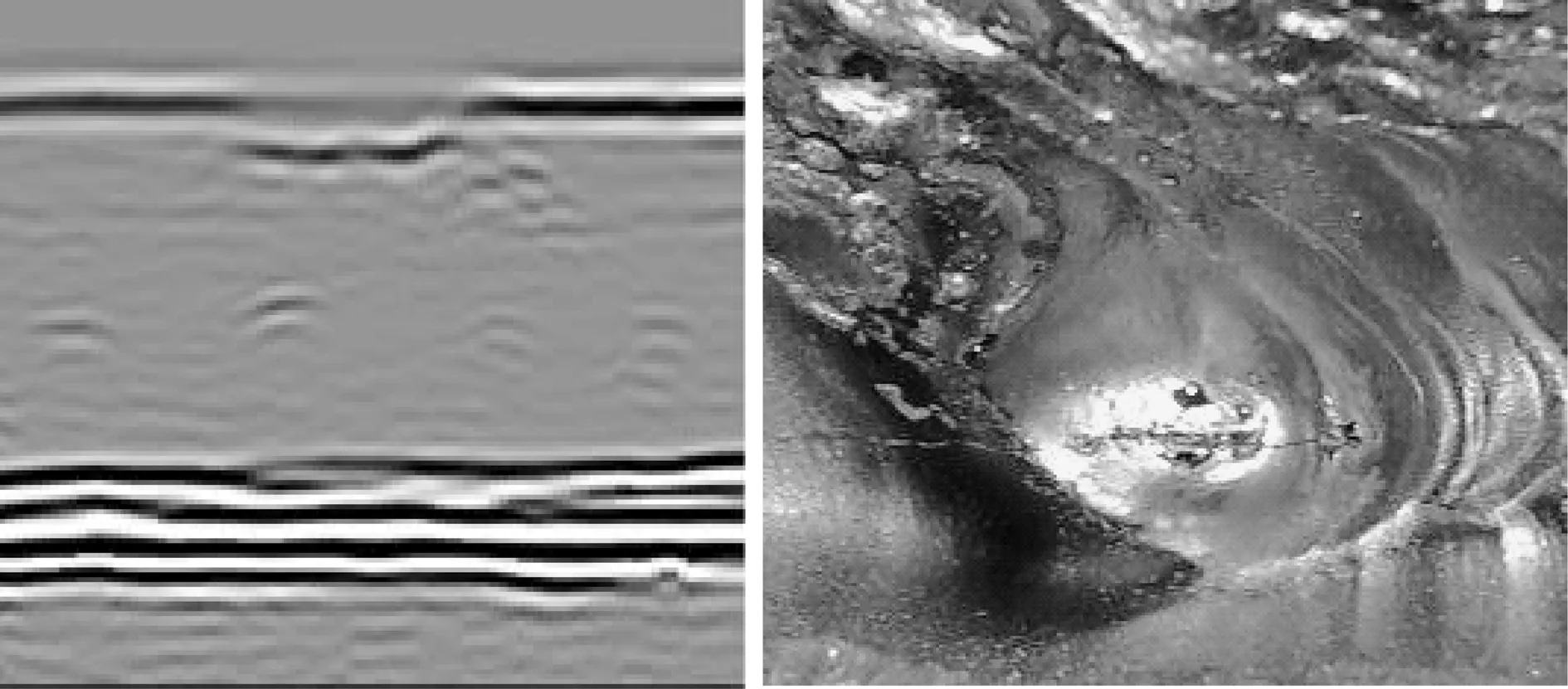
圖6 近表面裂紋圖譜與現場焊縫照片

圖7 橫向裂紋圖譜與現場焊縫照片
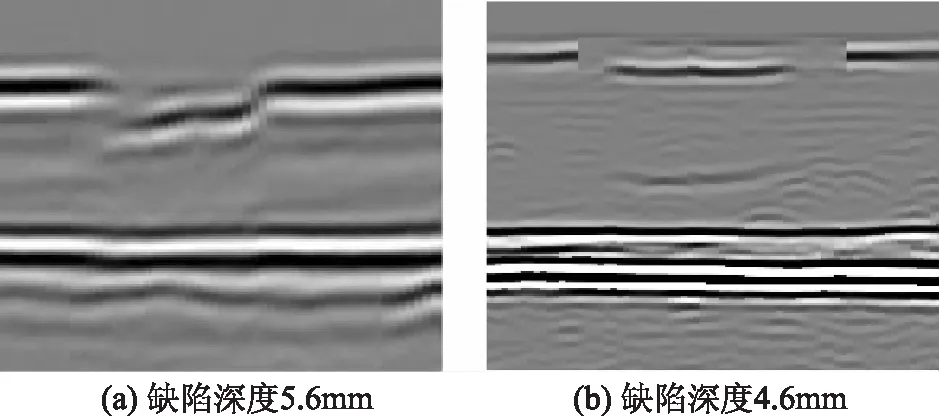
圖8 近表面缺陷圖譜
(2)通過理論分析探討,雖然選擇了最優化的探頭參數配置,但計算發現上表面的檢測盲區高度4.4~4.8mm,下表面的檢測盲區高度1.0mm,需采用便攜式直流磁粉探傷儀連續法對焊縫的雙面進行補充檢測,以保證焊縫的全面檢測。
(3)為排除危害性橫向缺欠的存在,本項目采用斜置掃查的方法進行TOFD二次掃查。
(4)本項目采集圖譜1960幅,其中24幅圖譜出現缺陷,5幅圖譜顯示為典型的缺陷,包括3幅圖譜顯示的近表面缺陷,2幅圖譜顯示的橫向裂紋缺陷。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13