基于菜籽油的水包油型乳液的穩定性和摩擦學性能研究*
2019-02-20 09:19:44
潤滑與密封 2019年2期
關鍵詞:質量
(華東交通大學材料科學與工程學院 江西南昌 330013)
水包油型乳液是指以油為分散介質、水為連續相的體系,其在油水界面上形成了一層由乳化劑分子組成的具有一定彈性的界面膜,在金屬加工中有廣泛的應用。隨著金屬切削液的廣泛使用,人們發現切削液是金屬切削加工的主要污染源,傳統切削油的使用存在以下3個方面的缺陷[1-6]:切削液危害人體鍵康,切削液危害環境,資源再生問題。
針對傳統切削液的安全、健康和環保三大問題,人們一直在研究開發對環境無污染的、對人體無害的、對資源充分利用的綠色切削液。然而國內研究人員主要是在可生物降解基礎油(主要是菜籽油等)性能改性,以及生物降解性試驗等方面進行了初步探討,如曹月平和余來貴[3]對菜籽油的抗磨性能和各種抗磨劑對菜籽油摩擦學性能的影響進行了研究;胡志孟等[7]對菜籽油在潤滑油添加劑中的應用作了深入研究;蒼秋菊[8]對植物油用做液壓油基礎油進行了研究。總的來說,國內在可生物降解潤滑油方面的研究起步較晚,至今還沒有進行比較系統的研究,少有商業化的產品問世,沒有形成自己相應的法規標準。而面對市場油品的急劇競爭及人們環保意識的逐步提高,研發綠色切削液顯得極其重要。
本文作者以天然菜籽油為基礎油,加入合適的乳化劑,配制成乳化基礎油,并分析乳化工藝參數對乳化穩定性的影響;同時針對乳化基礎油摩擦學性能不足,在基礎油中添加了實驗室自制的2種含硫磷添加劑(MEO和MEP),通過摩擦化學分析其抗磨、減摩、極壓等摩擦學性能,并和硫化異丁烯(T321)進行比較。
1 實驗部分
1.1 乳化劑和添加劑的選擇
利用乳化劑制備乳液的工藝簡單,成本最低,是將油和水進行乳化的最佳選擇。如表面活性劑的親水親油相對平衡值HLB值大于10,親水性很強,越容易形成O/W型乳液。選擇了非離子型表面活性劑的壬基酚聚氧乙烯醚-10(OP-10,HLB為14.5)和陰離子型表面活性劑十二烷基苯磺酸鈉(SDBS,HLB為10.638)2種表面活性劑進行復配使用,大大提高了乳液的穩定性。
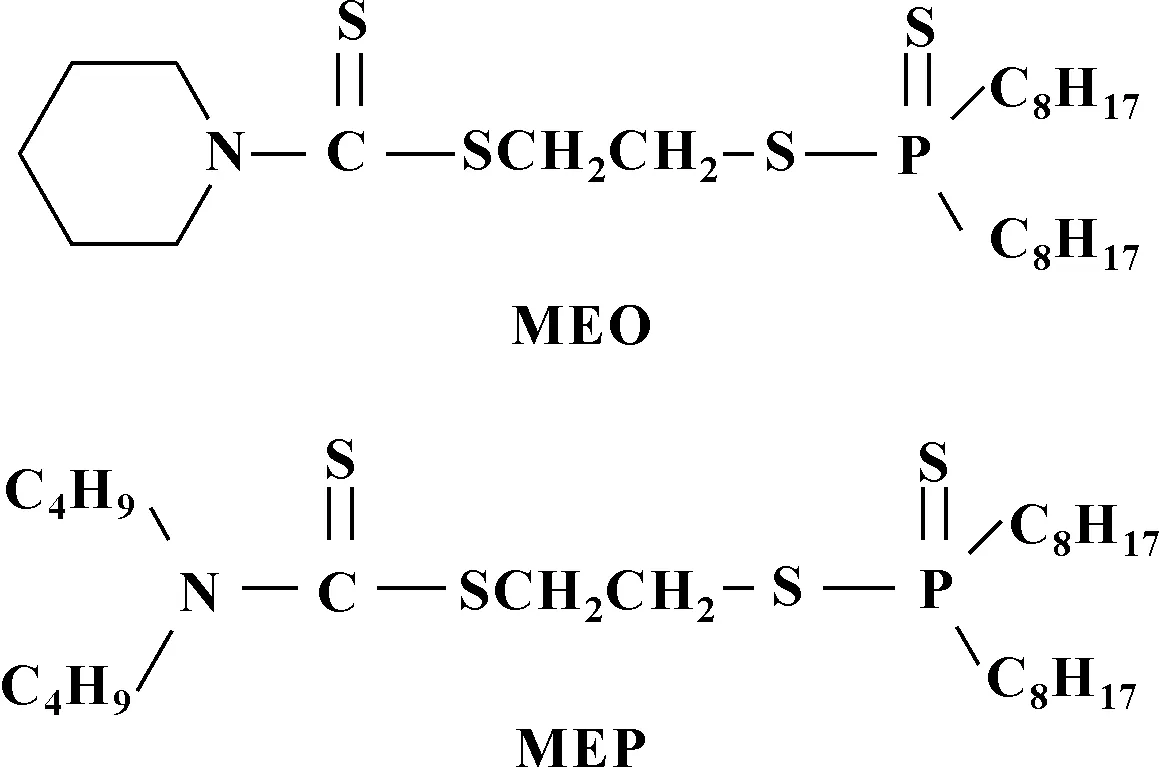
為改善乳化基礎油的摩擦學性能,選擇了實驗室自制的2種含硫磷添加劑(MEO和MEP)和商品添加劑硫化異丁烯(T321)。MEO和MEP的結構式為
1.2 乳液制備工藝
以天然菜籽油(RSO)作為基礎油,將OP-10和SDBS 2種不同的乳化劑按照3∶1~1∶5的不同質量比例進行復配混合;以OP-10的質量分數0.5%為
基準,常溫下依次加入一定量的去離子水,質量分數5%~10%的菜籽油,其總量為100 g;使用高速分散均質機以8 000~16 000 r/min速度攪拌3~10 min,使油相和水相均勻混合,可得預期的O/W型油水乳液。
在配制好的乳化基礎油中,將所選的MEO、MEP和T321添加劑分別以0.5%~3.0%的不同質量分數與乳化基礎油進行復配混合,在常溫、15 000 r/min轉速下高速攪拌3~5 min,即得到改性后的乳液。乳液制備工藝流程圖如圖1所示。
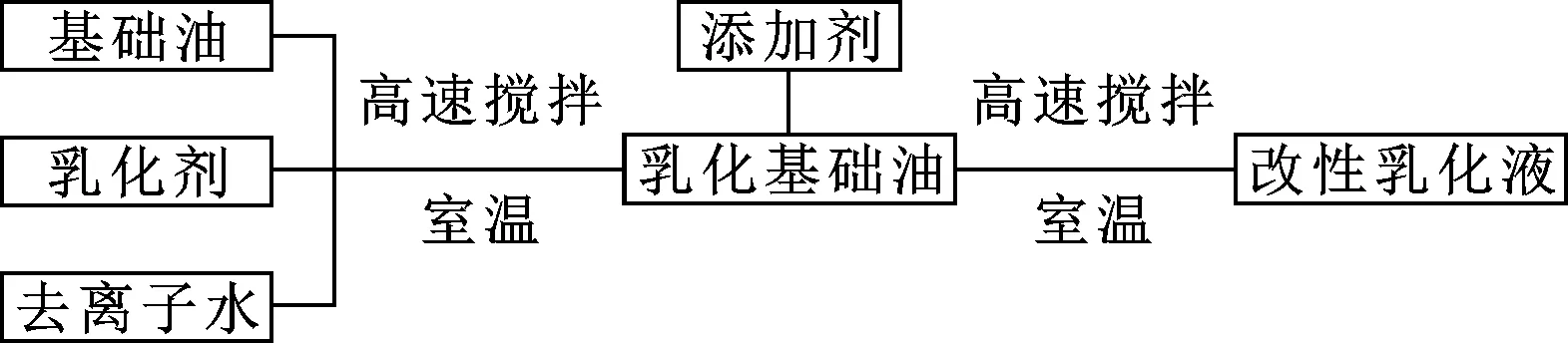
圖1 乳液制備工藝流程圖Fig 1 Process flow chart of emulsion preparation
1.3 O/W型乳液的穩定性測定
利用LB-550型激光粒度分析儀(HORUBA公司)分析乳液的粒徑分布和大小。
1.4 O/W型乳液的摩擦學性能研究
利用濟南試驗機廠生產的MMW-1型主式萬能摩擦磨損試驗機,對O/W型乳液及改性乳液進行摩擦學性能測定。試驗條件設定為:轉速1 450 r/min,室溫,試驗時間30 min。選用YG8硬質合金鋼球,密度為14.5~14.9 g/cm3,硬度為HRA89,組成成分(質量分數)為:92%WC,8%Co。利用HITACHI公司的X-650型掃描電子顯微鏡(SEM)分析O/W型乳液及改性乳液潤滑時在392 N載荷下的鋼球磨損表面形貌特征。
2 結果與討論
2.1 乳液制備工藝對其穩定性的影響2.1.1 剪切速率的影響
固定剪切時間為5 min,利用激光粒度儀分別測試不同剪切速率與O/W型乳液的粒徑分布及平均粒徑之間的關系,結果如圖2和圖3所示。由圖2可知:在較低的轉速下,乳液的粒徑分布較寬,當轉速超過14 000 r/min時,油滴的尺寸分布基本上保持一致,顆粒較小,油滴分布均勻。由圖3可知,隨轉速的增加,乳液粒徑不斷減小,穩定性隨之增強。這是因為隨著轉速的增加,剪切力增大,油滴的粒徑減小,在水相中的分布更加均勻,使乳液的穩定性不斷增強。當轉速達到14 000~16 000 r/min 之間時,油滴的平均粒徑皆較小且相差也不大,故選擇剪切速率為15 000 r/min。
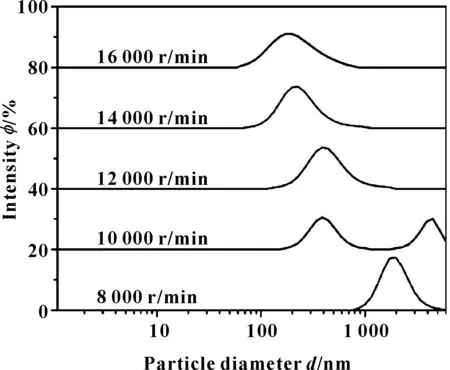
圖2 不同轉速下乳液粒徑分布Fig 2 Particle size distribution of emulsion at different rotational speeds
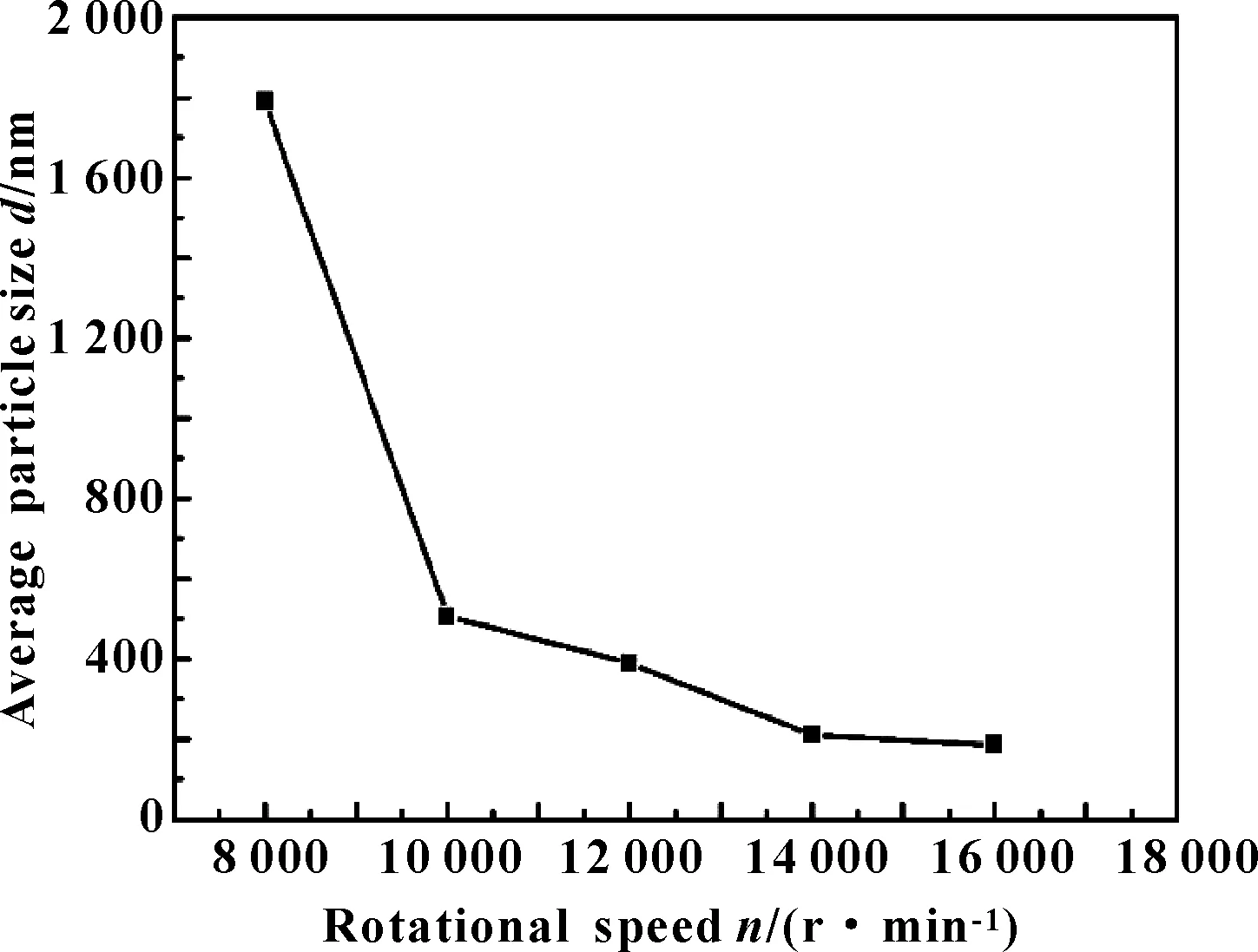
圖3 剪切速率與平均粒徑之間的關系Fig 3 The relation between shear rate and average particle size
2.1.2 乳化時間的影響
為確定剪切乳化時間對O/W型乳液穩定性的影響,將乳液以 15 000 r/min 的轉速分別剪切乳化 1、2、3、5、10 min,其粒徑分布、平均粒徑與乳化時間的關系如圖4和圖5所示。

圖4 不同乳化時間下乳液粒徑分布Fig 4 Emulsion particle size distribution at different emulsion time
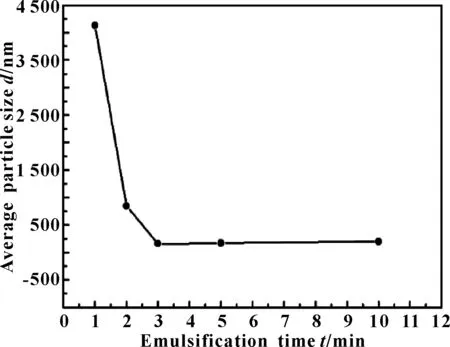
圖5 乳化時間與平均粒徑之間的關系Fig 5 The relationship between emulsification time and average particle size
由圖4可知:隨著乳化時間的增加,在較低的轉速下,油滴的尺寸分布較寬,顆粒較大,當乳化時間達到3 min時,乳液粒徑分布較窄,油滴分布均勻。由圖5可知:乳化時間為3~10 min時,其平均粒徑為100~200 nm;隨著乳化時間的進一步增加,平均粒徑降低不多,乳液穩定性不再提高;當剪切乳化時間為 10 min 時,可觀察到乳液明顯呈乳白色,乳化效果最好,故選擇10 min為剪切乳化時間。
2.1.3 油含量的影響
在室溫、15 000 r/min 轉速、乳化時間5 min工況下,菜籽油乳液與乳液平均粒徑之間的關系如圖6所示。可知:當菜籽油質量分數超過8%時,乳液粒徑的分布較均勻,平均粒徑也都較小,O/W型乳液保持相對穩定狀態,故菜籽油質量分數選擇8%為宜。

圖6 菜籽油質量分數與粒徑的關系Fig 6 The relationship between the content of rapeseed oil and the particle size
2.1.4 乳化劑組成的影響
取質量比m(OP-10)∶m(SDBS)=3∶1~1∶5(OP-10質量分數為0.5%),菜籽油質量分數為 8%,在常溫條件下制備的乳液粒徑與OP-10與SDBS比例關系如圖7和圖8所示。從圖7可以看出:當OP-10 和SDBS的質量比為1∶2時,油滴的尺寸分布均勻,粒徑分布最窄,說明其穩定性較好。由圖8可明顯看出:當OP-10和SDBS的質量比為1∶2時,所制得O/W型乳液的平均粒徑最小,為159.7 nm,說明了:2種乳化劑的最佳復配比為1∶2。
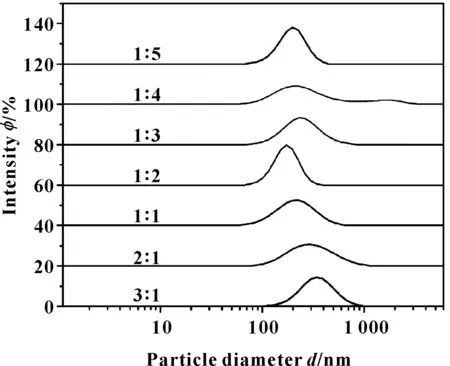
圖7 乳化劑按照不同復配比時的乳液粒徑分布Fig 7 Distribution of emulsion particle size of the emulsifiers with different compound ratios
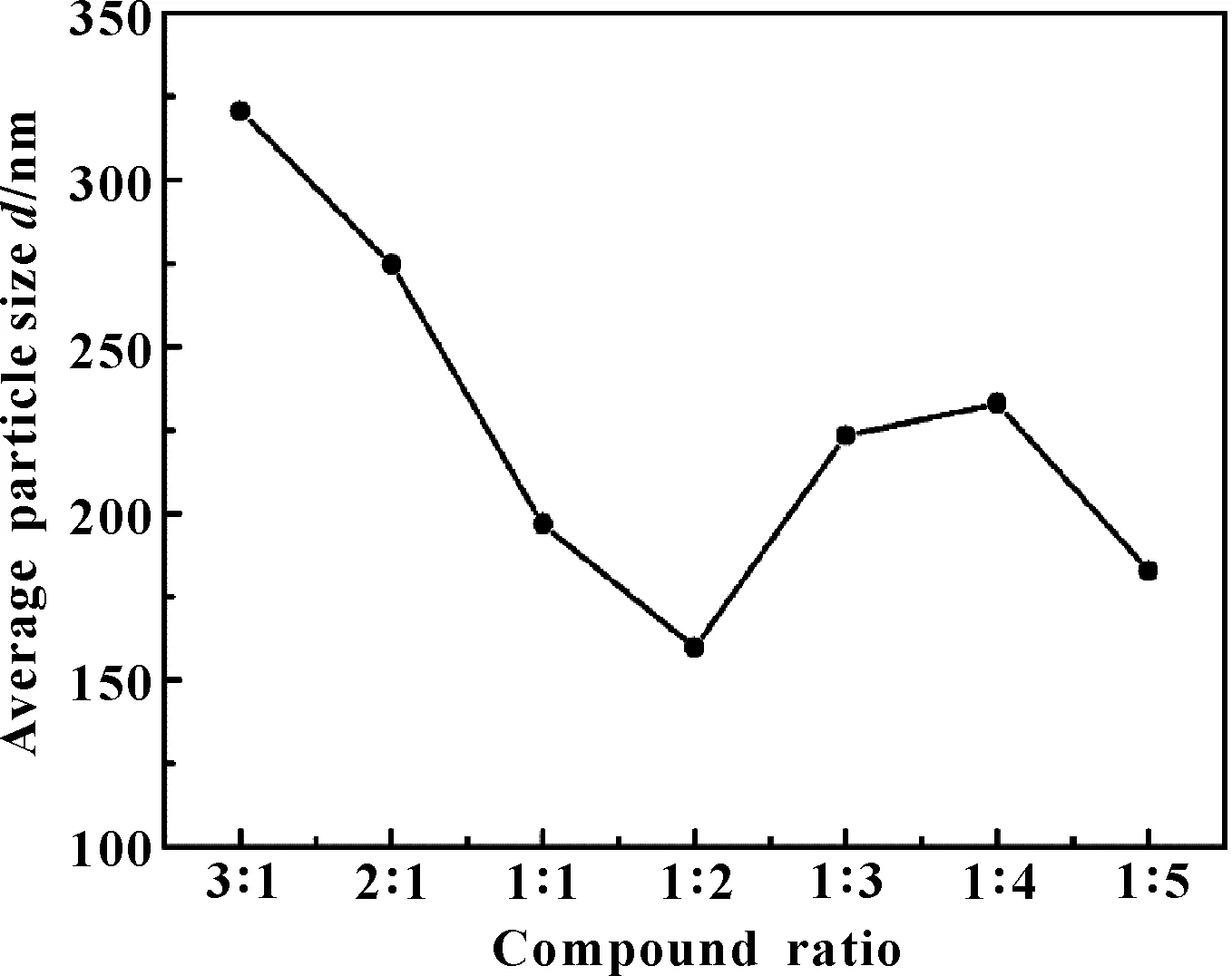
圖8 不同乳化劑的復配比與平均粒徑的關系Fig 8 The relationship between the compound ratio of different emulsifiers and the average particle size
2.2 O/W型乳液的摩擦學性能2.2.1 抗磨性能
圖9—11分別表示在乳化基礎油中加入添加劑MEO、MEP、 T321后,在不同載荷下乳化液作用下的磨斑直徑與添加劑添加量的關系曲線。由圖9—11可以看出,在相同的添加量下,隨載荷的增加,磨斑直徑呈遞增的趨勢。由圖9可知:當MEO添加劑質量分數由0.5%逐漸升到2.0%時,在所有載荷下,磨斑直徑都比基礎液時的小,如98 N載荷下,其磨斑直徑比乳化基礎油時的要小5.2%左右;在高載荷294 N下,其磨斑直徑比空白時的要小2.03%~7.99%,這是由于添加劑的加入量使得金屬表面生成了足夠厚度的表面吸附膜,因而磨斑直徑有所減小,有效地降低了磨損,體現出良好的抗磨性能。而當其加劑質量分數超過2.0%時,平均磨斑直徑均比空白時的要大,如98 N下,其磨斑直徑竟比未加入任何添加劑時要大4.33%~7.09%;在高載荷294 N下,其磨斑直徑比空白時的要大1.9%~2.71%,這是由于過量的MEO的加入,使S元素含量增多,加深了腐蝕磨損程度,使抗磨性變差。
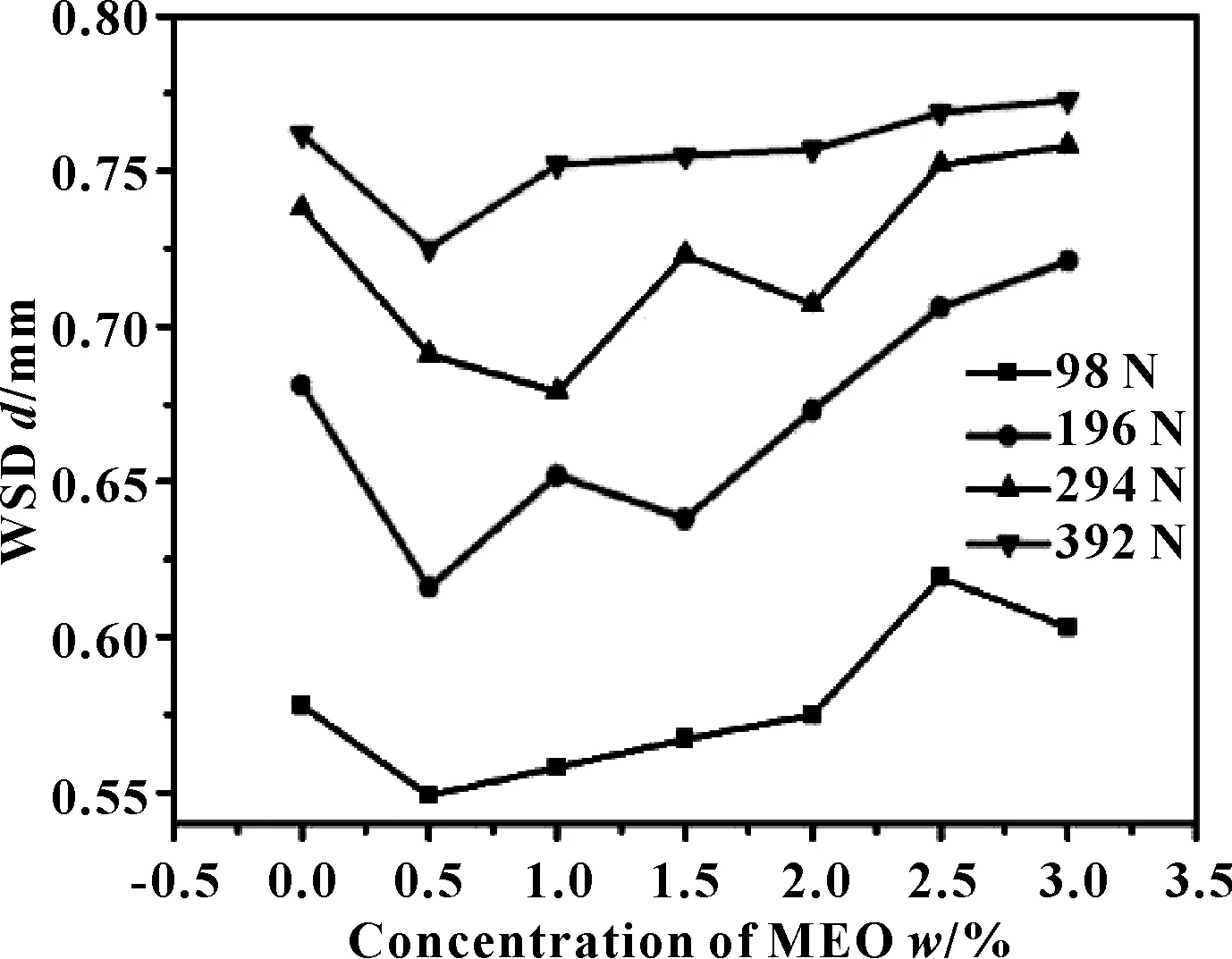
圖9 不同載荷下磨斑直徑隨MEO質量分數的變化曲線Fig 9 The change curves of WSD with MEO content at different load
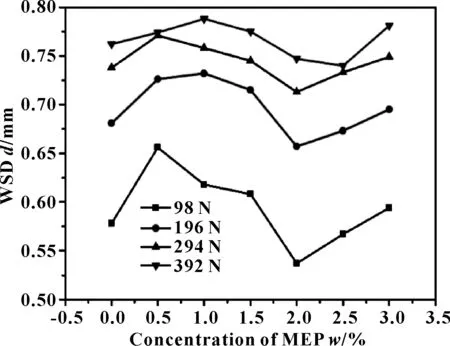
圖10 不同載荷下磨斑直徑隨MEP質量分數的變化曲線Fig 10 The change curves of WSD with MEP content at different load
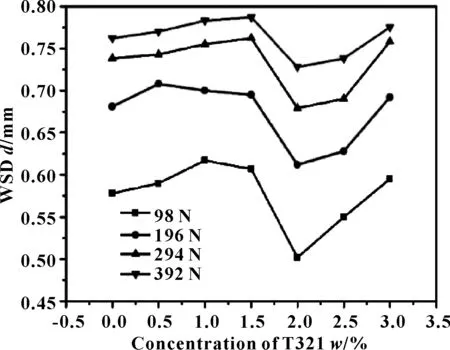
圖11 不同載荷下磨斑直徑隨T321質量分數的變化曲線Fig 11 The change curves of WSD with T321 content at different load
由圖10可知:當MEP添加劑的質量分數較小時(<2.0%),磨斑直徑比乳化基礎液時的大,如98 N載荷下,其磨斑直徑要比空白大5.19%~13.49%;高載荷294 N下,其磨斑直徑比乳化基礎油時的要大0.95%~4.47%,因為MEP添加劑的質量分數較低時,與乳化基礎油中其他添加劑(如OP-10、SDBS等)發生競爭吸附,相互間有減效作用;當添加劑的質量分數大于等于2.0%時,這時添加劑的加劑量使得金屬表面的吸附膜的生成達到足夠的速度和厚度,提高了抗磨性能,因而磨斑直徑有大幅度的下降,如在98 N載荷下,其磨斑直徑相對空白時減小了1.9%~7.09%,高載荷294 N下,其磨斑直徑相對空白時要低0.68%~3.39%;當加入量超過2.5%時,磨斑直徑有所增加,如在98 N載荷下,相對空白時增加了2.77%左右,高載荷下,相對空白時增加了1.49%左右。這是由于過量MEP的加入,導致S、P等活性元素增多,使磨損腐蝕現象變得嚴重。
由圖11可知:當T321添加劑的質量分數較小時(<2.0%),其磨斑直徑大于乳化基礎液時的磨斑直徑,如在98 N載荷下,其磨斑直徑要比基礎液時大2.08%~3.9%,高載荷294 N下,其磨斑直徑要比基礎液時大0.68%~3.25%,這是因為T321添加劑質量分數較低時,與乳化基礎油中其他添加劑(如OP-10、SDBS等)也發生競爭吸附,起到了相互減效作用;當添加劑的質量分數由2.0%增加至2.5%時,鋼球表面生成的邊界潤滑膜起到了保護作用,有效地減少了磨損,因而磨斑直徑大幅度降低,如98 N下,其平均磨斑直徑相對乳化基礎油時減少了4.48%~13.15%,高載荷294 N下,其磨斑直徑相對乳化基礎油時降低了6.5%~7.99%;當質量分數超過2.5%時,磨斑直徑有所增加,如98 N下增加了2.94%左右,高載荷294 N下,相對基礎液時增加了2.71%左右,這是由于過量T321添加劑的加入,導致S含量增多,加劇了磨損腐蝕。
對圖9、圖10和圖11進行對比可知:加入不同添加劑時,其磨斑直徑大小不一樣,最佳添加劑量范圍也不一樣,抗磨性能也就不一樣,這是由于各添加劑的化學結構式不一樣,其中,MEO和MEP雖均含有N、S、P等活性元素,但它們的結構明顯不一樣,MEO存在含氮雜環結構,可以很快在鋼球表面形成堅固的邊界潤滑吸附膜,而MEP一端存在2個烷烴基團(-C4H9),可能由于摩擦的進行,發生了化學反應,形成了化學吸附膜,逐漸覆蓋在鋼球表面上,起到保護作用,有效提高其抗磨性能。
2.2.2 減摩性能
圖 12—14分別表示在乳化基礎油中加入添加劑MEO、MEP、 T321 后,在不同載荷下乳化液作用下的摩擦因數與添加劑添加量的關系曲線。
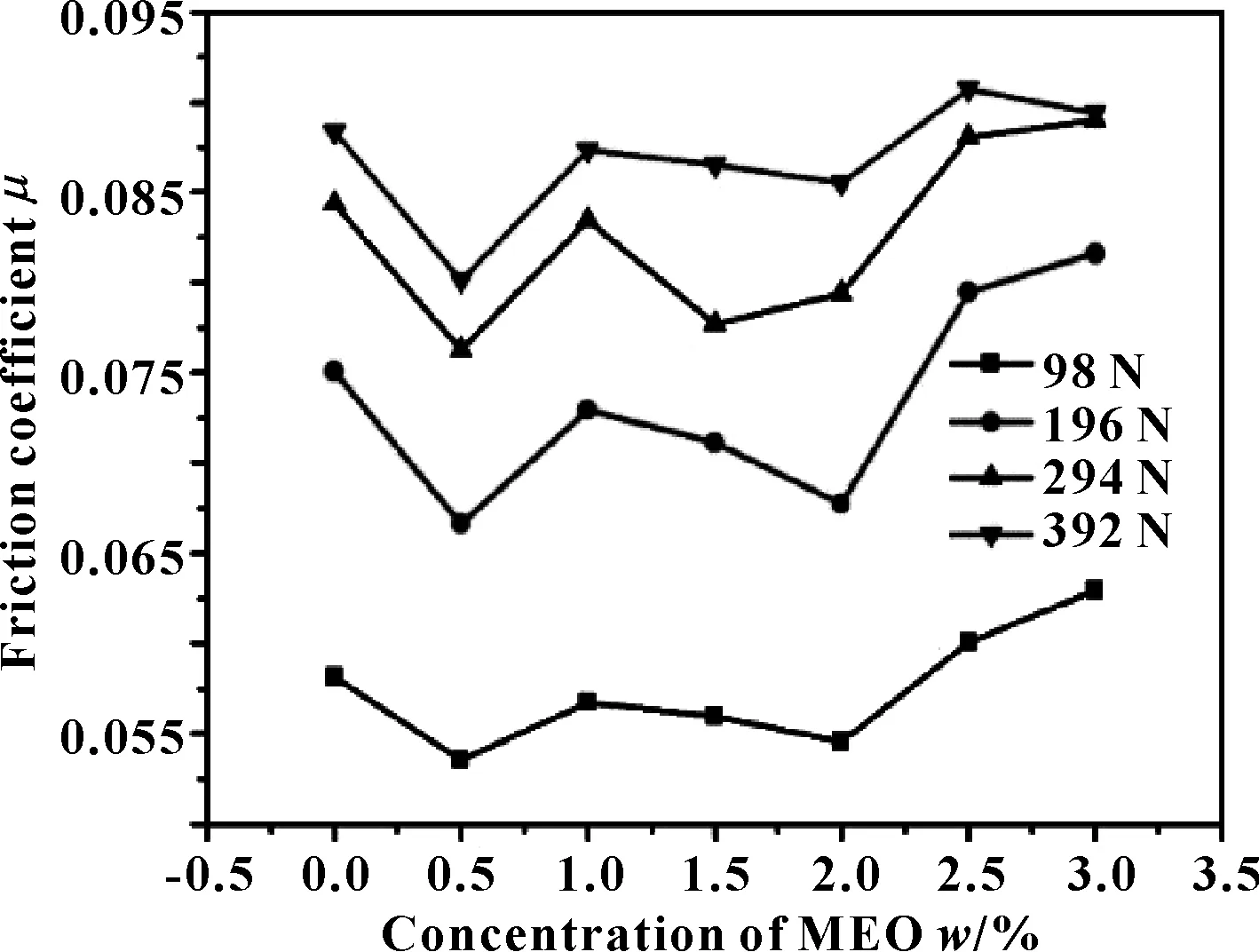
圖12 不同載荷下摩擦因數隨MEO質量分數的變化曲線Fig 12 The curves of friction coefficient with MEO content at different load
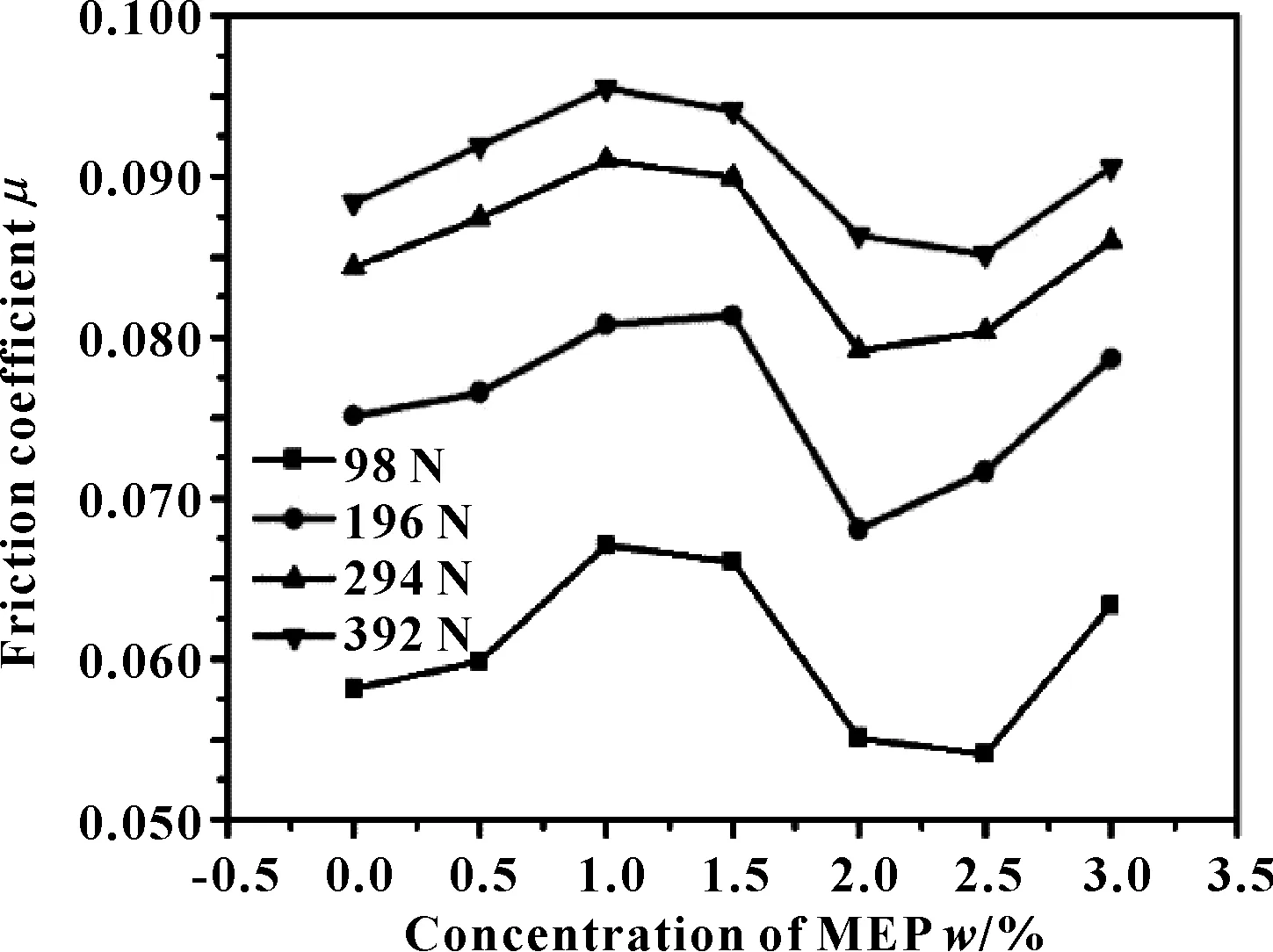
圖13 不同載荷下摩擦因數隨MEP質量分數的變化曲線Fig 13 The curves of friction coefficient with MEP content at different load
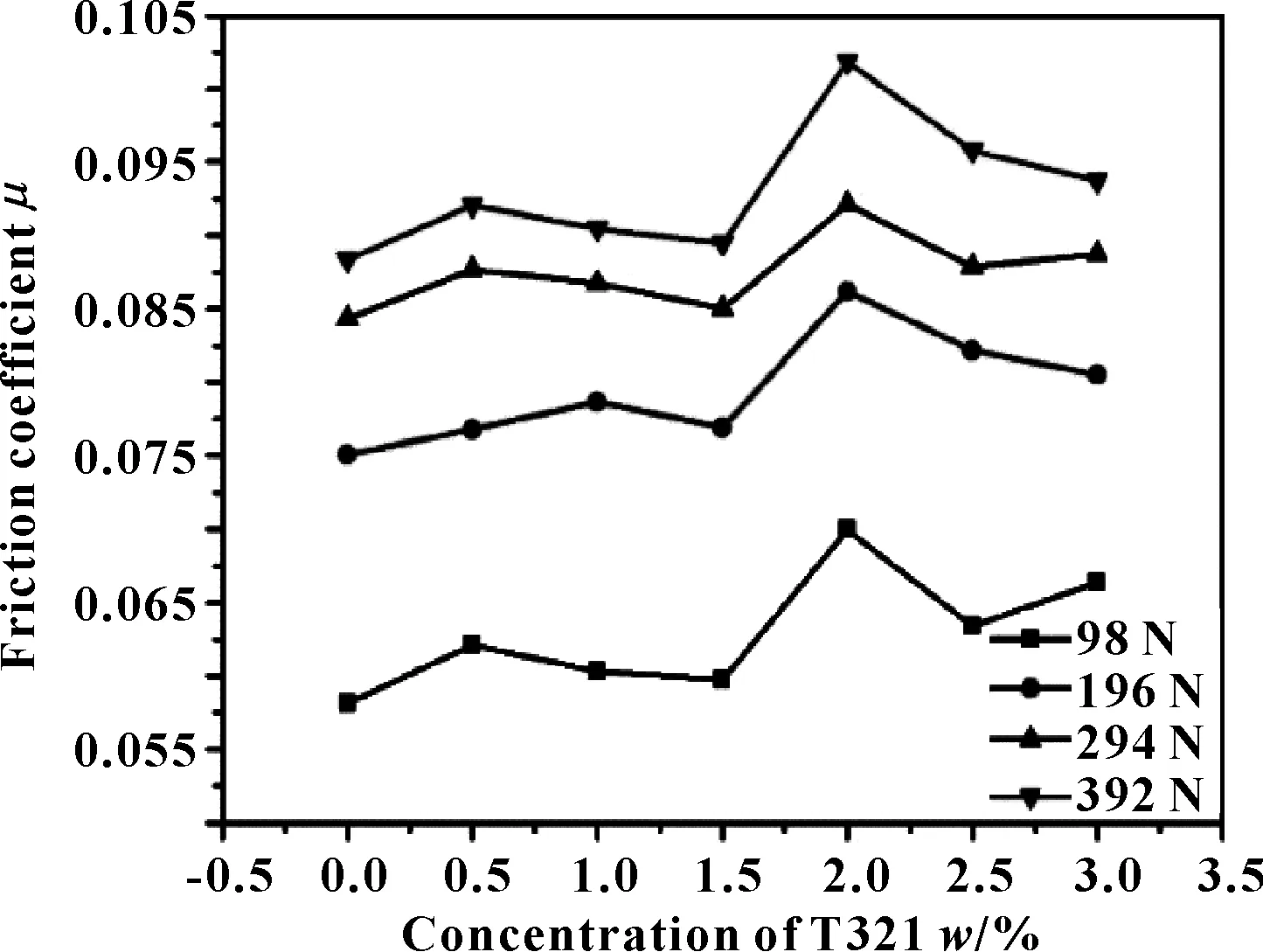
圖14 不同載荷下摩擦因數隨T321質量分數的變化曲線Fig 14 The curve of friction coefficient with T321 content at different load
從圖12—14可知:在相同的添加劑質量分數下,隨著載荷的增加,其摩擦因數也呈規律性遞增趨勢。由圖12可看出:當MEO添加劑的質量分數由0.5%升到2.0%時,摩擦因數均較小,如在98 N載荷下,其摩擦因數比乳化基礎油時的要小2.41%~7.93%,高載荷294 N下,其摩擦因數要比空白時的小1.08%~7.88%,這是由于發生了物理化學吸附膜,阻止了鋼球表面發生磨損腐蝕,說明其具有一定的減摩作用;當MEO質量分數超過2.0%時,摩擦因數大大增加,如98 N載荷下,其摩擦因數相對基礎液時升高了3.3%~8.28%,高載荷294 N下,其摩擦因數相對空白時升高了6.0%左右,這是由于加入過量的MEO后,導致了S、P等活性元素的增多,從而加劇了鋼球表面的摩擦磨損腐蝕。故MEO最適宜添加范圍為0.5%~2.0%(質量分數)。
由圖13可看出:當MEP的質量分數小于2.0%時,其摩擦因數有增加的趨勢,且高于乳化基礎液,如在98 N載荷下,其摩擦因數要比基礎液時大3.05%~13.63%,高載荷294 N下,其摩擦因數要比基礎液時大3.62%~7.87%,這是由于MEP質量分數較低時,金屬鋼球表面的表面膜生成速度較慢,未能達到一定的厚度和強度,所以其摩擦因數得不到有效降低;但當添加劑的質量分數增大到2.0%~2.5%時,摩擦因數開始出現明顯的下降,如98 N載荷下,其摩擦因數相對空白時減少了5.18%~6.93%,高載荷294 N下,其摩擦因數相對基礎液時減少了4.75%~6.12%,這是由于高質量分數的MEP以化學吸附形式吸附在鋼球表面,形成致密的邊界潤滑膜,降低了摩擦因數,提高了減摩性能;而當MEP質量分數超過2.5%時,摩擦因數卻有所增加,如98 N載荷下,其摩擦因數相對基礎液時增大了9.02%左右,高載荷294 N下,其摩擦因數相對基礎液時增大了1.88%左右,這是由于MEP的增加導致S、P等活性元素增多,加劇了鋼球表面的磨損腐蝕。由此,確定以MEP添加劑的最適宜加劑量范圍為2.0%~2.5%(質量分數)。
由圖14可知:在T321添加量的范圍內,其摩擦因數均大于乳化基礎液的摩擦因數,這和其只含活性S元素有關。
對圖 12、圖13和圖14進行對比可知:加入不同添加劑時,其摩擦因數不一樣,最佳添加劑量范圍也不一樣,減摩性能也就不一樣,對應于各添加劑的化學結構式不同,其中MEO含有一個含氮雜環,其減摩性能好于只含硫磷酸酯的MEP,而MEO和MEP均含有N、S、P等活性元素,其減摩性能好于只含S元素的T321。說明在減摩性能方面,N、P元素起到了一定的減摩效果[9]。
在392 N載荷下,各最佳添加劑質量分數下的摩擦因數隨時間的變化關系曲線如圖15所示。可以看出:在加入各添加劑的不同最佳質量分數時,摩擦因數隨著時間發生了具有相對規律性的變化,一開始持續上升,到400 s左右達到最高,隨后開始下降,中間有短暫的上升趨勢,隨后又緩慢下降,直到趨于平穩。這是在為在摩擦開始時,僅形成了物理吸附膜,摩擦因數較高;隨后隨摩擦進行,含N、S、P等活性元素的添加劑在邊界形成化學反應膜,使鋼球在摩擦過程中受到了保護,摩擦因數開始下降。
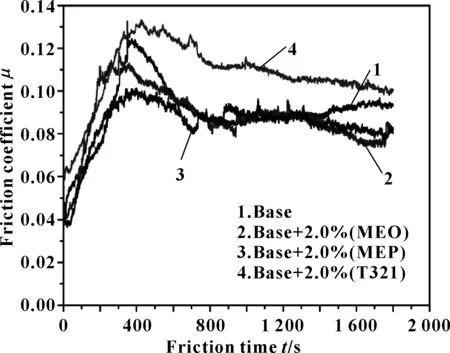
圖15 摩擦因數隨時間的變化曲線Fig 15 The curves of friction coefficient with time
2.2.3 摩擦磨損機制
為了更直觀地揭示各復配添加劑在摩擦過程中的作用機制,分別對392 N載荷下,乳化基礎油、含質量分數2.0%添加劑的3個改性乳液潤滑下的鋼球磨損表面進行了SEM分析,如圖16所示。可以看出:乳化基礎油潤滑時的磨斑直徑較大,并且出現了較深的犁溝凹槽,周圍局部也出現了一些腐蝕凹坑(如圖16(a)所示),說明了其減摩抗磨性能較差;而含有添加劑的乳化液潤滑時的磨斑直徑,比乳化基礎油潤滑時相對要小,出現的犁溝也相對較淺,周圍無明顯的凹槽和腐蝕凹坑,磨痕跡象小,說明了它們的減摩抗磨性能很好[10]。

圖16 空白基礎液以及含有質量分數2% 添加劑的水溶液潤滑下在392 N載荷下鋼球磨損表面SEM圖片Fig 16 SEM images of the steel ball lubricated by blank base fluid and the aqueous solution containing 2% additives under the 392 N load (a)blank base fluid;(b)aqueous solution containing 2% MEO;(c)aqueous solution containing 2% MEP;(d)aqueous solution containing 2% T321
3 結論
(1)通過乳液粒徑與穩定性的關系分析,制備O/W型乳液的最佳剪切速率為15 000 r/min,最佳乳化時間為10 min,菜籽油質量分數為8%,OP-10與SDBS 2種不同乳化劑的最佳復配比為1∶2。
(2)根據磨斑直徑和摩擦因數判斷分析出,與乳化基礎油復配混合加入的MEO、MEP、T321添加劑的最佳添加量范圍分別為0.5%~2.0%、2.0%~2.5%、2.0%~2.5%(質量分數)。
(3)對鋼球磨損表面的SEM分析結果表明,加入添加劑后乳液的抗磨損性能比乳化基礎油的要好,在摩擦過程中,由于N、S、P等活性元素的存在,生成了邊界潤滑吸附油膜,并牢固地覆蓋于鋼球表面上,起到了一定的保護作用,有效地降低了磨斑直徑,減小了摩擦因數,從而有利于提高O/W型乳液的抗磨減摩性能。
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54
