DH36甲板導軌制造及質量控制措施
2019-02-10 15:12:58曹禮霞
山東工業技術 2019年3期
曹禮霞


摘 要:甲板導軌為海洋修井機上重要部件,其上表面為下移動座步進滑移面,因此對導軌面步進孔尺寸控制、導軌變形量及導軌焊縫質量都有很高的要求,其制造過程難度較大。文章從合理的焊接工藝指導、導軌翼板下料控制、腹板加工及變形處理、導軌組對、導軌焊接變形控制及探傷檢測等方面對整個導軌的制造過程進行了闡述,對其關鍵點提出了應對辦法,為同類型產品制造提供了經驗。文章是一篇獨立性的文章,可以引用和推廣。
關鍵詞:甲板導軌;變形控制;焊接工藝評定;探傷檢測
2005 年以來,中海油天津分公司每年調整井作業量約 15 井次,并呈迅速上升趨勢[1]。甲板導軌作為海洋修井機上的重要部件,由兩根組成,每根長度為32M,截面圖如圖1所示,為海洋修井機移動平臺的主要受力部件,其上表面為移動平臺的滑移面,上表面平面度要求為5mm,整體導軌分段拼接完成后直線度為8mm,整體焊接完成后,不得有任何焊接缺陷。因此,如何控制導軌的焊接變形及焊接后焊縫質量通過超聲波檢測,是甲板導軌制造的難點。
1 合理的焊接工藝指導
針對DH36材料,以及甲板導軌的焊縫型式:T坡口角焊縫及角焊縫。我們選用焊絲: E71T-1(TWE711)。對其進了2拉4彎機械性能實驗,由于海洋特殊環境,對其增做了-20℃低溫沖擊實驗,以滿足海洋低溫要求。根據實驗結果,制訂了供焊工操作的焊接工藝規程WPS。其關鍵控制的基本要素[2]如下:
母材等級:GB/T712 DH36;
填充金屬等級:AWS A5.20? E71T-1;
焊絲:單絲焊,焊絲直徑φ1.2。
電參數:
保護氣體: CO2 組份99.95% ,氣體流速 20—37L/min。
通用要求:? 焊接位置:1G;板厚適應范圍:3mm--無限厚。
坡口形式:V型坡口,無襯墊,根部間隙:0-5mm,鈍邊尺寸:0-2mm。坡口角度:55-65℃。
焊接熱輸入量:1.3-1.8kJ/mm[3]。
預熱溫度參考表:
技術:直線或橫向擺動焊道;多層多道焊;擺動焊接時最大擺寬:16mm;導電嘴至工件距離15-20mm;
焊后熱處理 :無。
2 導軌翼板下料控制
翼板為導軌的主要零件,其步進孔的尺寸控制以及翼板的變形量,為下料過程需要控制的關鍵點。
控制方法:(1)采用合適的切割設備。對比火焰切割機,選用更為先進的等離子切割機。等離子的切割面比火焰的切割面平整光滑,精度高[4]。(2)用數控等離子切割海洋導軌步行孔時,更換新的割嘴進行切割,因為舊的割嘴會影響切割質量。(3)增加數控等離子切割機輔墊工裝內的冷卻水高度,讓水面與板料接觸,減少熱切割時板料局部升溫帶來的產品變形,提高產品質量。(4)將順時針切割改為逆時針切割,提高了切割面的垂直度。(5)調整了機床割距,保證了步行孔和板料寬度等幾個關鍵尺寸。(6)調整了步行孔的引入引出線靠近減少內應力的孔,提高了步行孔的質量,省去了打磨的工作。(7)降低切割速度,進一步提高了切割面的垂直度。(8)在畫圖過程中,為了保證步行孔孔距,在分段位置各延長了2mm;避免切割損耗。(9)在等離子編程過程中,為了減少步行孔切割的累積誤差,將切割順序從列改為行。
導軌翼板等離子下料過程可見圖2所示,在下料完成后,導軌面板存在不同程度的波浪變形,在卷板機上進行校正,保證面板的平面度,過程可見圖3所示。
3 腹板加工及變形處理
腹板在組對前,需要控制兩個關鍵點:一是腹板坡口的加工,二是腹板加工后高度的控制。
按照設計要求,導軌的成品高度是250mm,導軌腹板的理論高度是210mm,但是為了保證焊接時焊縫全熔透,確定導軌板的下料尺寸為206mm(比理論尺寸210 mm 小4mm),以便在組對時留出導軌腹板與導軌翼板的間隙,方便清根。
導軌腹板下料后,由于下料過程受熱,會產生熱變形,另外腹板在運輸、吊裝過程中,也會產生部分變形,因此在腹板上大型坡口機進行坡口加工前,需對腹板進行校正,一般采用熱校正法,當直線度在4mm以下時,可上坡口加工機[5]進行坡口加工,見圖4所示,加工過程也會產生加工應力,因此,完成一側坡口加工后,對另一側進行坡口加工前,仍需要再進行一次火焰校正直線度,見圖5所示。坡口機加工的坡口,不可能整體滿足坡口加工尺寸要求,因為腹板的直線度影響,所以在加工后,局部未加工到的位置,仍需要手工采用火焰倒坡口。
4 導軌組對
組對導軌時,需注意,其腹板兩側的筋板需要進行加工,一是保證組對后整體筋板和腹板高度一致,避免在海洋平臺甲板上安裝時組對間隙不一致,造成焊接困難和質量問題,二是在翼板上點焊筋板后,給腹板的組對提供基準,避免腹板組對后直線度不能達到要求,在分段導軌安裝時,造成錯邊現象,無法完成導軌的安裝。
導軌的組對步驟:(1)將導軌翼板放置于工裝平板上,復檢翼板的直線度和平面度,不合格則再次進行校正;(2)達到要求后,在翼板上劃腹板組對位置線、筋板組對位置線;(3)將腹板單側筋板全部點焊牢固,以作為腹板組對基準;(4)在導軌腹板下墊Φ4的焊條,保證組對腹板與翼板間隙,方便焊后清根,組對腹板,點焊牢固;(5)組對另外一側筋板。需要注意的是,筋板組對不必要全部組對完,只需要組對一定數量的筋板,作為腹板組對基準和防止焊接時腹板的扭曲變形,如果筋板全部組對完,則會對翼板與腹板的主體角焊縫焊接造成不便,影響主體焊縫的焊接質量。剩余部分筋板可在導軌焊后主體焊縫探傷合格后,再進行組對焊接。
5 導軌的焊接變形控制
由于導軌太長,即使將導軌分段然后到甲板上進行組裝,其分段導軌仍有10m左右,該導軌的結構形式,焊接后易產生彎曲和塌邊等變形。控制焊接變形,從這幾個方面入手,取得了較好的效果:
5.1 控制組對間隙
所有組對的筋板經過機加工,控制筋板的高度,以及筋板用來組對兩邊的垂直度,保證筋板與翼板的組對間隙為0,組對腹板時,保證與筋板的間隙小于2mm。
5.2 反變形控制
參考兩導軌板的板厚、板寬畫下料圖,備好夾具料,見圖6所示,反變形鋼板條料,見圖7所示。
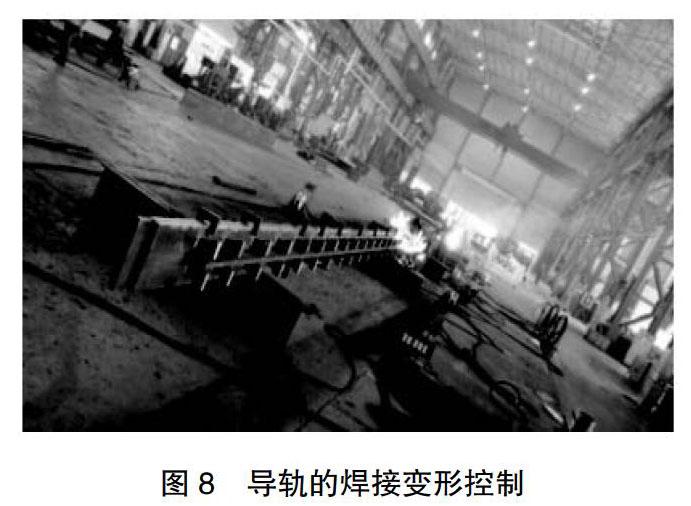
將點焊牢固的組件其中之一導軌面朝上放置在螞蟻臺上,中間位置放上5mm厚、50mm寬的用于焊接反變形的鋼板條,將另一組件與其背靠背放在一起,全長范圍內均用夾具裝夾固定好,見圖8所示,由于5mm厚鋼板的存在,兩導軌面間存在5mm的間隙,用于反變形[6]。
5.3 合理安排焊接順序[7]
(1)將筋板與面板、筋板與腹板所有的焊縫焊接完成;
(2)打底焊接腹板與面板15mm坡口一側,焊兩道,然后在10mm坡口側用磨光機砂輪片清根;
(3)填充、蓋面。
6 探傷檢測
焊后24小時,需對焊縫進行目檢、表面磁粉探傷以及X射線探傷,以確保焊縫合格可以投入使用。目檢時,不得有氣孔、咬邊、焊瘤、凹陷、未熔合等缺陷;另外磁粉探傷表面不允許有裂紋;射線探傷不允許內部有氣孔、夾渣、未焊透等缺陷[8]。
7 結語
通過多方面的控制,制造的甲板導軌,其焊縫質量、形位公差,焊接變形均得到了較好的控制,滿足了客戶及設備的使用要求。甲板導軌的制造,在石油機械制造行業,現仍具有較高技術含量,當然,伴隨著高科技切割設備的更新和制造過程的深入研究,甲板導軌的制造仍具有相當大的提升空間。
參考文獻:
[1]劉斌,周紅軍,邊作森.HXJ180MB變軌距海洋輕型鉆機的開發與應用[J].石油機械,2010(07):58-61+92.
[2]AWS D1.1/D1.1M:2015,鋼結構焊接規范[S].上海:上海振華港口機械(集團)股份有限公司,2015.
[3]郭云飛,包孔,周弋琳,嚴峰.疏浚船用DH36鋼焊接工藝性能研究[J].造船技術,2015(06):74-78.
[4]杭爭翔,馬學智,馬鈺鈞,付勤勝.等離子切割在熱切割中的地位[J].沈陽工業大學學報,1999(06):479-481.
[5]李祖權,胡筱茹.坡口加工機及其使用[J].焊接技術,2001(03):35-36.
[6]機械工業職業教育研究中心組.電焊工技能實戰訓練[M].北京:機械工業出版社,2004:283.
[7]宋娓娓,汪洪峰,汪建利,左敦穩,黎向鋒,田昕.焊接順序對焊接變形的影響分析[J].焊接技術,2015(07):76-79.
[8]牛利華,魯雪皎.淺談連續油管QT-800的焊接修復方案[J].山東工業技術,2017(02):32-33.
