一體式長柄內球籠溫態正擠入模角度對產品的影響
2019-01-30 02:24:07沈建華
科技創新導報 2019年27期
沈建華
摘? ?要:一體式的長柄內球籠相對于焊接式長柄內球籠有很大的成本、效率、環境友好優勢,一般現在行業內的一體式長柄內球籠多采用溫鍛鐓粗、反擠加多次冷減徑拔長的工藝路線,輔助的工序也較多,工序繁雜且存在致命的風險隱患,本文提出的溫態正擠長柄內球籠在溫鍛后只需一次冷減徑拔長,不需要額外的工序輔助,效率提升、產品質量也更有保證。為避免正擠工序帶來的負面影響,在設計中,正擠入模角對產品的內在質量尤其重要。
關鍵詞:一體式長柄內球籠? 溫態正擠? 正擠入模角
中圖分類號:U463.3? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文獻標識碼:A? ? ? ? ? ? ? ? ? ? ? ? 文章編號:1674-098X(2019)09(c)-0081-02
當前隨著制造業競爭的加劇,節能、精磨、高效已成為制造業重點研究的發展方向之一。特別是汽車行業,汽車已經過了高速增長期進入振蕩發展期,各大主機廠和供應商為爭奪這塊蛋糕,紛紛采用優質、價廉的零部件。零件生產過程中的高精度、高性能、高效率、低成本、低能耗,已經成為提高產品競爭力的最主要途徑。
1? 一體式長柄內球籠溫態正擠的優勢
本項目長柄內球籠市場上大多采用摩擦焊或無正擠式的溫鍛加多次冷減徑拔長這兩種工藝。摩擦焊式的長柄后道工序繁雜,需要投入的設備成本巨大,生產效率低,且對環境污染大;多次冷減徑的長柄內球籠再每次減徑前都需要進行去應力退火以消除減徑累計應力,防止產品出現人字形的中心爆裂,去應力退火后就必須拋丸和對產品做潤滑處理,減徑后的清角柄部很容易破壞拋丸機履帶,所以多次減徑的產品不僅工序長,還對設備有很大的傷害。
本項目避免上述兩種方案對環境、效率和設備上的負面影響,增加的溫態正擠工序在原有的加熱后,對能耗增加有限,但是也需要考慮和避開溫態正擠帶來的缺陷風險。
2? 一體式長柄內球籠溫態正擠對產品流線的影響
常規工藝的長柄內球籠鍛造,金屬流線主要和反擠壓底厚處圓角、底厚處角度、底厚厚度、沖頭頭部結構和沖頭進入角度有關,有溫態正擠工序的長柄內球籠還和過程中各道工序的柄長、以及正擠入模角度有關,正擠、鐓粗、反擠這幾道工序的柄部長度控制的原則是保證下道工序柄部的重量略重于上道工序的重量,保證金屬材料往沖頭作用力方向運動相同,防止金屬材料交匯流動產生折疊缺陷,也不能將上道工序的柄部重量設計過輕,這樣鐓粗后的金屬流線纖維流動死區下移,精車后可能使得連續的金屬纖維車斷,影響產品整體的強度和壽命。
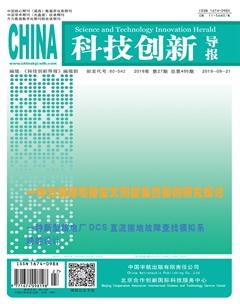
如圖1,左側圖為120°正擠入模角所做產品的金屬流線,右側為60°正擠入模角所做產品的金屬流線,很明顯的,120°入模角的相對于60°入模角產品流線,死區更貼近內腔底部,精車后有更多的完整流線得到保留。而60°入模角的工藝,其工件在正擠后經鐓粗工序,60°拐角處的流線被下壓在靠近底厚側,流線紊亂區靠下,120°入模角的外徑拐角處變形小,接近毛坯角度,主要死區形成為鐓粗時形成的括號形彌合狀。
3? 一體式長柄內球籠溫態正擠對產品質量的影響
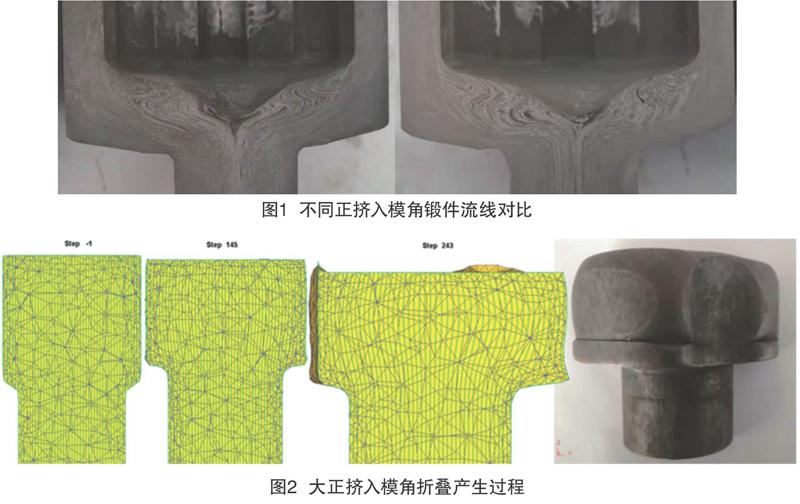
一體式長柄內球籠溫態正擠工藝主要新增的缺陷表現為產品折疊,折疊分兩種,一種是產品一周外表面淺層折疊,對于圓形產品的內球籠幾乎沒有影響,可以通過后道工序的精車車除缺陷,但是對于外圓非圓形的三柱槽殼而言,筒形凹面側的月牙形折疊就必須避免,這種折疊是因為正擠入模角起始端處卷邊或有毛刺所致,可以通過將正擠模具入模角處加工成R弧過渡即能有效避免;第二種是因為入模角度選擇不合適,上述所述,較大的正擠入模角能夠使得工件鍛后獲得較好的金屬流線纖維結構,但是當棒料選擇較大、接近筒形成形后凹面切圓直徑時,倘若正擠入模角過大,工件頭部鐓粗時下端很快通過擠壓貼合模具筒形部分的凸面(即產品的凹面),使得靠近已經貼合凹面的大外圓處金屬不易往外圓流動,貼合處附近兩側的外圓飽滿時在通過下行壓實,造成很大的折疊缺陷。下圖2為某型號長軸溫態正擠入模角120°角工件,經鐓粗后產生折疊的過程,可以明顯的看到鐓粗過程中筒形外圓側中下段有凹進,和圖2最右側實物照片相符。
4? 驗證和結論
經過驗證,正擠缺陷和正擠后筒形部分的直徑與鐓粗后凹面最小切圓的直徑差有關,也和正擠壓入模角度有關,兩者可以通過協調調整避免缺陷的產生。相對于短軸一般可以擠壓出2~3個臺階,長軸的溫態正擠因為棒料較長,正擠初期正擠力較大,一般正擠臺階1~2個,另外受溫鍛設備開模距離有限的影響,一般情況下都采用正擠稍微粗一點的柄徑,然后通過冷減徑拔長,且正擠變形直徑比不小于50%(雙臺階正擠直徑比不小于60%)。溫態正擠的長軸入模角度越大,對金屬流線約好,但是需要考慮鐓粗時候凹面與正擠頭部的直徑差,保證正擠后的入模角度拐角處在鐓粗時能夠貼到鐓粗最小直徑切圓上,若拐角上面部分先貼合則會產生折疊缺陷。我們將正擠后棒料部分直徑設為d1,擠壓后第一個臺階的直徑設為d2,入模角雙邊設為β,后道工序鐓粗工序外圓最小切圓直徑D,這有斜面長度L=(d1-d2)/2/sin(β/2)>(D-d2)/2,即需要入模角度雙邊β<2×arcsin[(d1-d2)/(D-d2)],設計過程中考慮到臨界時可能存在缺陷風險,往往需將正擠入模角在計算基礎再小10°以上。
參考文獻
[1] 中國鍛壓協會.汽車典型鍛件生產[M].北京:國防工業出版社,2009.
[2] 徐祥龍.等速萬向節內球籠外套的精密成形技術開發[J].機械工人(熱加工),2003(6):17-18,21.
[3] 于浩,柏云,杜金星,等.基于流線分析的長軸三柱槽殼擠壓成形工藝研究[J].機械制造,2016,54(8):23-25.