漿網速差之零點速差
2019-01-21 03:02:32王麗影張思洋孫韜張德成
天津造紙 2018年2期
王麗影 張思洋 孫韜 張德成
(天津和或節能技術有限公司,天津 300457)
漿網速差是影響紙張生產的最關鍵因素之一,會影響紙張成形狀態、成紙強度、勻度等重要指標[1]。雖然多數造紙從業者知道通常情況下的漿網速差調整方法,但對于其原理和特殊應用方面,往往了解的比較片面。本文將對漿網速差的細節問題(零點速差)進行分析討論。
1 漿網速差的定義
漿網速差是指流漿箱自唇口噴射出的漿流速度與成型網運行速度之間的差值,有時也可用漿網速比[2]描述(即流漿箱自唇口噴射出的漿流速度與成型網運行速度之間的比值)。當漿速>網速的時,稱之為Rush模式;當漿速<網速時,稱之為Drag模式。
2 零點速差的概念
漿網速差/速比的最合理數值范圍是多少呢?通常其并不是一個確定值。不同的造紙機其真實的零點速差(即漿速=網速)狀態是不同的。從MCS和現場控制面板得到的數值只是根據流漿箱設計參數計算得到的一個理論數據,往往是不夠準確或還需進行補償的,得到最優漿網速差的前提條件是先找到機臺的零點速差。
3 零點速差的摸索方法
標準的零點速差摸索方法是,通過設定不同的漿網速差(如-15、-10、-5、0、5、10、15 m/min),取對應下機紙樣,測量其縱向(machine direction,MD)和橫向(cross direction,CD)方向的抗張強度,找到MD方向抗張強度最小值與CD方向抗張強度最大值的重合點的位置速差,此時MCS顯示的漿網速差就是機臺的標準零點速差。
在如圖1所示的抗張指數與漿網速差之間的關系圖中,標準零點在漿網速差為-5 m/min時,纖維有最大限度沿CD方向排布的傾向,可以被認為是真實的零點位置。
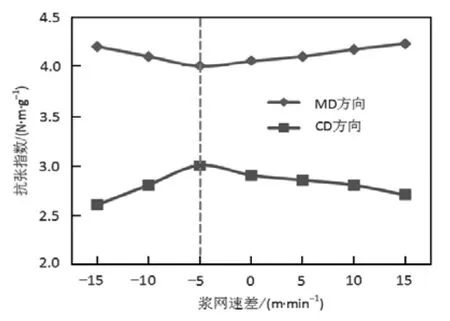
圖1 抗張指數與漿網速差之間的關系
4 零點速差的快速查找方法
在紙板的實際生產中,較少關注抗張強度指標,更多關注的是挺度、耐破度及環壓強度等指標。雖然利用這幾個指標查找標準零點速差的準確度均不如抗張強度,但作為簡單的零點速差查找方法也是可行的。但是,不建議使用耐折度摸索標準零點速差,原因是耐折度數值的檢測誤差太大,檢驗可重復性極差,檢測得到的標準零點幾乎不具備可參考性。
另外,更簡便快捷的方法則是根據在線成紙寬度(QCS掃描)的數值反饋,實時掌握速差調整對成紙寬度的影響,從而確定零點速差。通常,成紙幅寬最大時對應MCS顯示的速差即為標準零點速差。需要注意的是,在此過程中,所有能夠影響幅寬變化的其他參數必須保持不變,如水針切寬,傳動速差,前后烘干部蒸汽壓力,施膠掛膠量,膠料的固含量、黏度和溫度等。
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
兒童故事畫報(2019年5期)2019-05-26 14:26:14
當代陜西(2019年8期)2019-05-09 02:22:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
家庭影院技術(2018年4期)2018-05-09 07:07:52
意林原創版(2016年10期)2016-11-25 10:28:30
Coco薇(2016年2期)2016-03-22 02:42:52
專用汽車(2016年4期)2016-03-01 04:13:43
質量與標準化(2015年9期)2015-12-31 11:41:40
Coco薇(2015年1期)2015-08-13 02:47:34