疏浚船舶抓斗機(jī)錐面大尺寸回轉(zhuǎn)支撐平臺(tái)面加工工藝
2016-07-05 06:10:44凌蕊楠
船海工程 2016年3期
凌蕊楠
(上海振華重工(集團(tuán))股份有限公司,上海 200125)
疏浚船舶抓斗機(jī)錐面大尺寸回轉(zhuǎn)支撐平臺(tái)面加工工藝
凌蕊楠
(上海振華重工(集團(tuán))股份有限公司,上海 200125)
摘要:根據(jù)疏浚船舶抓斗機(jī)大尺寸回轉(zhuǎn)支撐平臺(tái)面特殊的錐面要求,通過分析改造現(xiàn)有加工設(shè)備的機(jī)架、銑削頭支撐架等施工方法及優(yōu)化加工工藝流程等措施,以達(dá)到圖紙加工及精度要求。該工藝既可提高大尺寸回轉(zhuǎn)平面的加工精度,又可擴(kuò)大原設(shè)備可加工直徑、角度范圍,不但可用于大型浮吊、鋪管船的回轉(zhuǎn)面、海上大型浮筒及壓力容器等大型工件水平面的加工,還能實(shí)現(xiàn)抓斗機(jī)錐面及相似產(chǎn)品大尺寸回轉(zhuǎn)支承平臺(tái)的加工。
關(guān)鍵詞:疏浚船舶;大尺寸;錐面;加工工藝
為了加快南海油氣資源的開采步伐,需要一些能夠就地取材的高效率工程船舶,大型抓斗疏浚船就是一種能夠開展就地取材的高效的疏浚工程船。抓斗疏浚船不僅可以適應(yīng)泥沙土質(zhì),也可以適應(yīng)礫石、珊瑚礁等較硬的土質(zhì)。但是,我國目前能適應(yīng)南海作業(yè)工況的大型抓斗疏浚船很少,現(xiàn)已有的較大抓斗疏浚船抓斗容積為30 m3,這些船舶都是按照沿海作業(yè),近海調(diào)遣來設(shè)計(jì)的,受抓斗容積限制,船舶的施工效率顯然也不能適應(yīng)南海建設(shè)的需要。關(guān)于國內(nèi)大型抓斗疏浚船的技術(shù)研究及產(chǎn)品開發(fā)都十分有限[1],對于特大型疏浚抓斗的相關(guān)技術(shù)研發(fā)更是處于空白。作為抓斗機(jī)的主要支撐結(jié)構(gòu)平臺(tái),其大型錐面加工后的精度要求,直接影響整個(gè)結(jié)構(gòu)載荷的分布均勻情況以及是否能滿足抓斗機(jī)作業(yè)時(shí)的回轉(zhuǎn)速度及動(dòng)作要求等[2],所以,生產(chǎn)具備自主產(chǎn)權(quán)的大型海工產(chǎn)品,研究掌握關(guān)鍵生產(chǎn)加工技術(shù),迫在眉睫。
1回轉(zhuǎn)支撐平臺(tái)錐面加工工藝方案
1.1回轉(zhuǎn)式圓盤銑鏜專機(jī)概況
回轉(zhuǎn)式圓盤銑鏜專機(jī)為加工大直徑工件的專用機(jī)床,主要用于大型浮吊、鋪管船的回轉(zhuǎn)面、海上大型浮筒及壓力容器等大型工件[3]。由于海工產(chǎn)品加工尺寸大且精度要求高,普通的測量與控制方法往往很難達(dá)到精度要求[4],因此振華與設(shè)備廠商聯(lián)合開發(fā)了一套專用的測量反饋控制系統(tǒng)。見圖1。
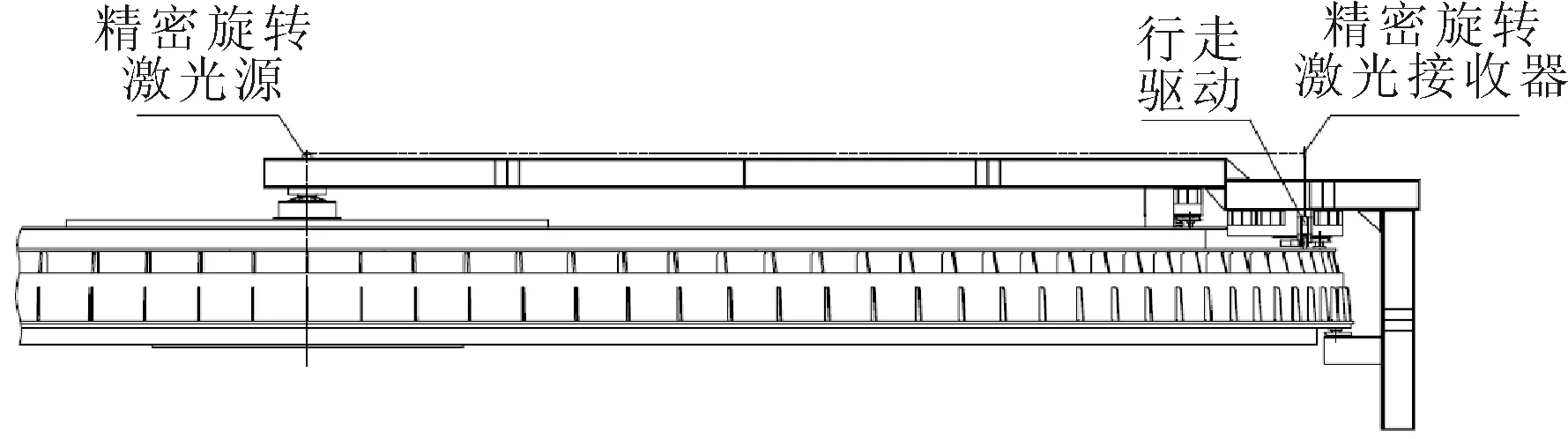
圖1 回轉(zhuǎn)式圓盤銑鏜專機(jī)示意
國內(nèi)類似加工設(shè)備,由于自身不能調(diào)節(jié)水平,需在構(gòu)件上安裝一水平支座,用于支撐行走輪,確保機(jī)架的水平;同時(shí)需外置一套驅(qū)動(dòng),牽引加工設(shè)備回轉(zhuǎn),使得工裝抖動(dòng),速度慢,加工精度低。
現(xiàn)通過創(chuàng)新,機(jī)床設(shè)計(jì)采用外圍驅(qū)動(dòng),機(jī)床的機(jī)架2側(cè)布置2組驅(qū)動(dòng)輪,每個(gè)驅(qū)動(dòng)輪都采用直流調(diào)速電機(jī)驅(qū)動(dòng),經(jīng)行星齒輪減速箱減速后由輸出齒輪傳遞到驅(qū)動(dòng)輪的齒圈上,每組驅(qū)動(dòng)輪與機(jī)架由一伺服機(jī)構(gòu)連接,接收由激光接收裝置反饋的數(shù)據(jù),可以控制機(jī)架的高低,保證加工精度。
驅(qū)動(dòng)輪設(shè)計(jì)采用了伺服電機(jī)、減速器、滾珠絲桿傳動(dòng)結(jié)構(gòu)、直線導(dǎo)軌導(dǎo)向,滿足兩側(cè)滾輪自動(dòng)調(diào)高,完成設(shè)備回轉(zhuǎn)驅(qū)動(dòng)[5];而國外SLMM公司的加工設(shè)備的行走臺(tái)車升降控制,則采用液壓伺服控制,雖然同樣2側(cè)滾輪自動(dòng)調(diào)高,但這種方法可靠性較低,振動(dòng)比較利害,影響了加工精度。圖2為該工裝驅(qū)動(dòng)輪示意圖。
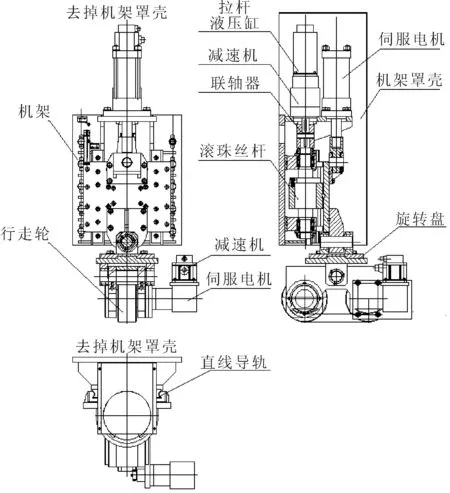
圖2 驅(qū)動(dòng)輪示意
1.2回轉(zhuǎn)式圓盤銑鏜專機(jī)改造
由于原為12 000 t浮吊專用加工設(shè)備,加工直徑范圍為28~43 m平面軌道,要適用本抓斗機(jī)的20 m錐面回轉(zhuǎn)直徑,需對機(jī)型進(jìn)行改制,改制原則既能滿足本項(xiàng)目加工工況,又不影響原使用范圍,改制方案如下。
1) 對回轉(zhuǎn)式圓盤銑鏜專機(jī)機(jī)架進(jìn)行改裝設(shè)計(jì)[6],將原兩個(gè)可調(diào)節(jié)段機(jī)架改為多個(gè)可調(diào)節(jié)式,經(jīng)設(shè)計(jì)調(diào)整,設(shè)備加工直徑范圍可滿足本抓斗機(jī)加工要求,并且將直徑加工范圍擴(kuò)大到20~34 m。
2) 對銑削頭支撐架進(jìn)行改裝設(shè)計(jì),將原設(shè)備上只能加工平面軌道支撐架修改為能加工一定角度錐面的形式,經(jīng)設(shè)計(jì)調(diào)整加工錐度可達(dá)圖紙要求的角度(2°)[7]。
3) 待所有加工工序完成后,對回轉(zhuǎn)式圓盤銑鏜專機(jī)的機(jī)架適當(dāng)加強(qiáng),用以固定淬火所需工裝設(shè)備(淬火電源、變壓器等),確保與淬火感應(yīng)圈保持同步移動(dòng)。
圖3為回轉(zhuǎn)式圓盤銑鏜專機(jī)加工回轉(zhuǎn)支撐平臺(tái)軌道錐面示意圖。

圖3 回轉(zhuǎn)式圓盤銑鏜專機(jī)加工回轉(zhuǎn)支撐平臺(tái)軌道錐面示意
1.3加工工藝流程
由于抓斗機(jī)錐面回轉(zhuǎn)支撐平臺(tái)面加工要求較高,在有了合適的加工設(shè)備后,研究制定合理的工藝流程是必要也是必須的[8],具體工藝流程如下。
1) 回轉(zhuǎn)式圓盤銑鏜專機(jī)安裝前,將圓筒體結(jié)構(gòu)件調(diào)好水平。然后安裝專機(jī),安裝時(shí),必須確保專機(jī)回轉(zhuǎn)中心與圓筒體的中心重合。
2) 首先利用專機(jī)加工回轉(zhuǎn)大齒圈安裝面及正滾輪承軌梁面,刮平即可。
3) 以回轉(zhuǎn)中心為基準(zhǔn),利用劃線工裝整體劃出正滾輪軌道安裝位置線,并將正滾輪軌道按圖紙要求裝焊到位。
4) 以回轉(zhuǎn)大齒圈安裝面的加工面為基準(zhǔn),調(diào)節(jié)銑削動(dòng)力頭至要求角度[9],完成正滾輪軌道錐面的加工。
5) 同樣以回轉(zhuǎn)大齒圈安裝面的加工面為基準(zhǔn),完成反滾輪軌道的加工。
6) 軌道面加工好后,需保留該工裝,以備之后軌道淬火使用;以轉(zhuǎn)臺(tái)中心座上表面為基準(zhǔn),復(fù)測軌道面的平整度達(dá)到要求后,完成軌道表面的整體淬火熱處理步驟。
2總體技術(shù)方案實(shí)施過程與效果
激光自調(diào)水平檢測系統(tǒng)已在該回轉(zhuǎn)式圓盤銑鏜專機(jī)已經(jīng)投入使用,近期完成了公司12 000 t浮吊回轉(zhuǎn)支撐面的加工,該回轉(zhuǎn)直徑在43 m左右,加工后的整圈平面度可達(dá)到≤3 mm。
圖4為12 000 t浮吊回轉(zhuǎn)支撐面加工示意圖,其中由銑削動(dòng)力頭1完成了回轉(zhuǎn)上支撐面的加工,銑削動(dòng)力頭2完成了回轉(zhuǎn)支撐反滾輪軌道面的加工,鏜削動(dòng)力頭完成了回轉(zhuǎn)支撐360個(gè)(直徑180 mm)針銷孔的加工。
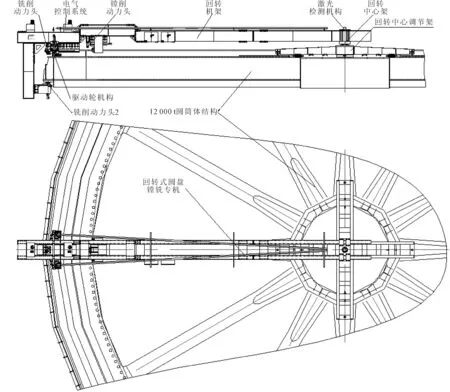
圖4 12 000 t浮吊回轉(zhuǎn)支撐面加工示意
軌道整圈整體淬火技術(shù)已經(jīng)成功實(shí)施于西班牙4 400 t浮吊、新加坡3 000 t浮吊,通過前期對軌道多次單獨(dú)淬火試驗(yàn)、檢查,總結(jié)試驗(yàn)數(shù)據(jù),最終淬火后的表面硬度基本都在45~50 HRC,淬硬層深度達(dá)到圖紙要求(不小于5 mm)。
圖5為大型浮吊軌道采用中頻感應(yīng)淬火示意圖,設(shè)計(jì)時(shí)將加工軌道的銑削工裝進(jìn)行了改裝[10],拆除了銑削機(jī)床,在機(jī)架下方增加了托架,固定淬火感應(yīng)線圈;同時(shí)將淬火的設(shè)備固定在機(jī)架上,然后通過銑削工裝電機(jī)的帶動(dòng),按照要求的速度繞軌道旋轉(zhuǎn)進(jìn)行淬火。
3結(jié)束語
通過對抓斗機(jī)準(zhǔn)面大尺寸回轉(zhuǎn)支撐平臺(tái)面加工設(shè)備改制的研究、加工工藝流程的優(yōu)化以及在在承建此類產(chǎn)品的過程中積累的技術(shù)力量和實(shí)施經(jīng)驗(yàn),其完全能滿足該項(xiàng)目的加工及精度要求。
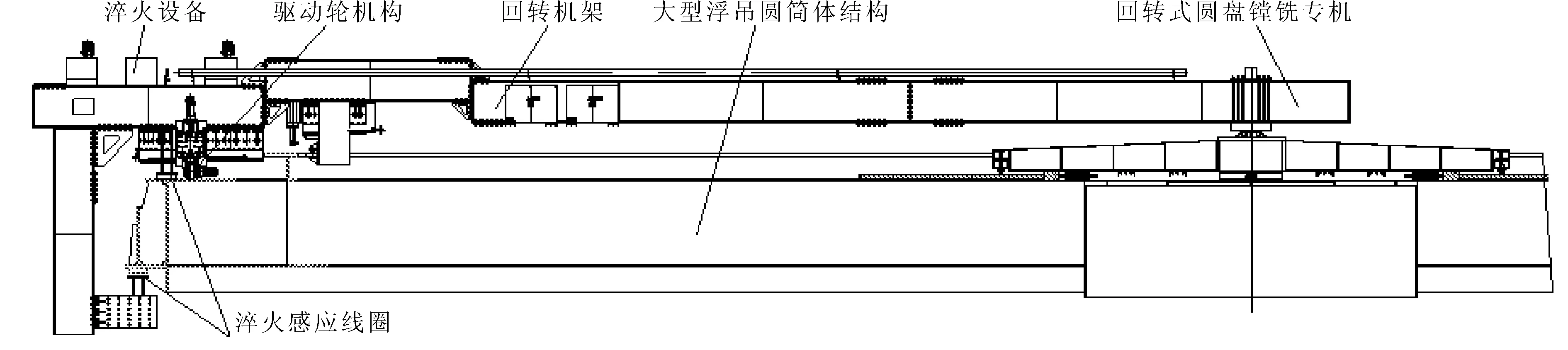
圖5 大型浮吊軌道采用中頻感應(yīng)淬火示意圖
該設(shè)備的研制,既提高了大尺寸回轉(zhuǎn)平面的加工精度,又?jǐn)U大原設(shè)備可加工直徑、角度范圍,不但可用于大型浮吊、鋪管船的回轉(zhuǎn)面、海上大型浮筒及壓力容器等大型工件水平面的加工,還能實(shí)現(xiàn)抓斗機(jī)錐面及相似產(chǎn)品大尺寸回轉(zhuǎn)支承平臺(tái)的加工。
同時(shí)經(jīng)濟(jì)效益比較客觀,現(xiàn)每套轉(zhuǎn)盤加工費(fèi)比外協(xié)加工節(jié)省200萬~400萬元;若此項(xiàng)設(shè)備改造經(jīng)實(shí)踐后技術(shù)成熟,除用于公司自身海工產(chǎn)品加工之外,還可承接其他生產(chǎn)廠商的代加工業(yè)務(wù),甚至是國際業(yè)務(wù)。
參考文獻(xiàn)
[1] 左敦穩(wěn).現(xiàn)代加工技術(shù)[M].北京:北京航空航天大學(xué)出版社,2009.
[2] 文樸,李田.機(jī)械設(shè)計(jì)[M].北京:機(jī)械工業(yè)出版社,2001.
[3] 吳拓.金屬切削加工及裝備[M].北京:機(jī)械工業(yè)出版社,2006.
[4] 陳宏鈞.實(shí)用機(jī)械加工工藝手冊[M].北京:機(jī)械工業(yè)出版社,2009.
[5] 陳先鋒.伺服控制技術(shù)自學(xué)手冊[M].北京:人民郵電出版社.2010
[6] 劉杰華.金屬切削及刀具實(shí)用技術(shù)[M].北京:國防工業(yè)出版社,2006.
[7] 黃天佑.材料加工工藝[M].北京:清華大學(xué)出版社,2009.
[8] 王先逵.機(jī)械加工工藝規(guī)程制定[M].北京:機(jī)械工業(yè)出版社,2008.
[9] 孫本緒,熊萬武.機(jī)械加工余量手冊[M].北京:國防工業(yè)出版社,1999.
[10] 薛源順.機(jī)械夾具設(shè)計(jì)[M].北京:機(jī)械工業(yè)出版社,2000.
On Machining Process for Conical Face of Large Size Revolving Supporting Platform in Dredging Vessels Grab Machine
LING Rui-nan
(Shanghai Zhenhua Heavy Industries Co., Ltd, Shanghai 200125, China)
Abstract:According to the specific requirements for conical face of large size revolving supporting platform in dredging vessels grab machine, the construction methods like remoulding rack and support frame for milling head of existing processing machine are studied to optimize the technological process, so as to meet the demands for the machining accuracy of drawing. This method can not only improve machining accuracy for large size revolving platform, but also enlarge the machinable diameter and angle range of original machine. It can be applied to the process for revolving plane of floating crane or pipe-laying vessel and large-sized work-piece horizontal plane of seaborne giant pontoons or pressure vessel, as well as the conical face of large size revolving supporting platform in grab machine or similar products.
Key words:dredging vessel; large size; conical face; processing
DOI:10.3963/j.issn.1671-7953.2016.03.013
收稿日期:2015-11-27
基金項(xiàng)目:工信部高技術(shù)船舶科研計(jì)劃項(xiàng)目[工信部聯(lián)裝(2012)539號(hào)]
第一作者簡介:凌蕊楠(1978—),女,大學(xué),工程師 E-mail:lingruinan@2pmoc.net
中圖分類號(hào):U664.4
文獻(xiàn)標(biāo)志碼:A
文章編號(hào):1671-7953(2016)03-0055-04
修回日期:2015-12-30
研究方向:鋼結(jié)構(gòu)制造工藝及工裝設(shè)備
