數字射線檢測中雙線型像質計的放置方向
2019-01-18 12:42:32,,
無損檢測 2019年1期
,,
(1.廊坊北檢無損檢測有限公司,廊坊 065001;2.中國石油天然氣管道局第一工程公司,廊坊 065000)
數字射線檢測(CR)時需要采用雙線型像質計測量圖像空間分辨率,筆者在進行一項管道CR檢測課題研究時,發現雙線型像質計的擺放方向對圖像空間分辨率影響很大。例如:壁厚為22 mm鋼板的單壁透照(AB級技術等級)時,雙絲垂直于焊縫擺放可識別線號為D5,雙絲平行于焊縫擺放時可識別線號D9,根據標準NB/T 47013.14—2016《承壓設備無損檢測 第14 部分:計算機輔助成像射線檢測對空間分辨率的要求》應識別線號為D8,經過多次試驗發現雙絲垂直焊縫擺放時不能滿足標準要求,只有雙絲平行焊縫擺放時才能滿足要求。
經過查詢相關資料,ASME V(2013版)《鍋爐及壓力容器規范》第二章附錄Ⅱ-286規定“當使用線型像質指示器時,射線透視檢驗系統可能呈現不對稱靈敏度,因此,線徑軸線應對準系統最低靈敏度的軸線。”IX-221.2條規定“當使用線型像質計時,放置兩個線徑軸成90°的像質計對系統進行不對稱靈敏度評價,如果系統顯示不對稱靈敏度,線徑軸應沿產生射線照相的最小靈敏度的系統軸線方向”。聯系前后文,ASME V標準中說的是單絲像質計的對比靈敏度變化,也沒有說明不對稱靈敏度的原因。
經過分析,筆者認為上述問題的產生原因可能是所采用的射線機有效焦點形狀不同,一個不對稱的有效焦點在水平和垂直兩個方向上的幾何不清晰度不同,對單絲像質計細絲的本影灰度造成了影響。不清晰度大的本影灰度下降多,更難以發現;不清晰度小的細絲本影灰度大,容易發現。從而造成了兩個方向的對比靈敏度不相同。雙線型像質計的目的是測量空間分辨率,也就是圖像的不清晰度,像質計放置方向對圖像不清晰度的影響要遠大于其對對比靈敏度的影響。
1 原因分析
1.1 射線機焦點的形狀
射線機的有效焦點形狀有正方形、長方形、圓形和橢圓形等,試驗采用的國產XXG2505定向射線機焦點形狀為正方形[1-2],有效焦點尺寸(長×寬)為2.0 mm×2.0 mm,定向射線機內部結構和焦點尺寸如圖1所示。

圖1 定向射線機內部結構和焦點尺寸
周向射線機XXHz2505是錐形陽極靶,從陰極方向看過去的焦點形狀是一個有一定寬度的環,因此廠家給出的焦點尺寸是環外徑和環的寬度,如φ5 mm×0.8 mm,國外設備常這樣表示,而國產設備常簡化表示為矩形,如1.0 mm×2.5 mm,周向射線機內部結構和焦點尺寸如圖2所示,采用的周向射線機XXHz2505有效焦點尺寸為1.0 mm×3.5 mm。
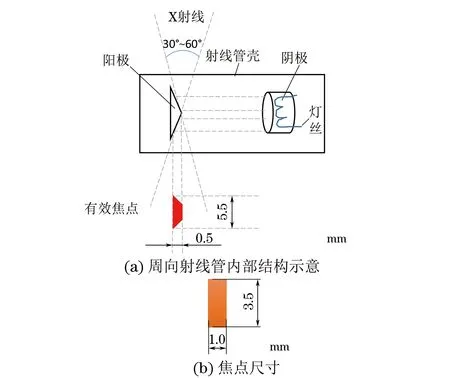
圖2 周向射線機內部結構和焦點尺寸
1.2 不清晰度分析
檢測的總不清晰度U與幾何不清晰度Ug和探測器固有不清晰度UD的關系為[3]
(1)
在相同的條件下,探測器固有不清晰度UD是固定不變的,只存在幾何不清晰度Ug的變化,因此為了定性分析,可忽略系統的固有不清晰度UD,空間分辨率R和不清晰度U之間為倒數關系,可知當幾何不清晰度Ug改變時,圖像空間分辨率R將隨之呈倒數關系變化。
(2)
定向射線機最大幾何不清晰度為[4]
(3)
(4)
Ug1max/Ug2max=1.0
(5)
式中:Ug1max為周向最大幾何不清晰度;Ug2max為軸向最大幾何不清晰度;L1為焦點到工件射線源側表面的距離;L2為工件射線源側表面到探測器間的距離。
周向射線機最大幾何不清晰度為
(6)
(7)
Ug1max/Ug2max=3.5
(8)
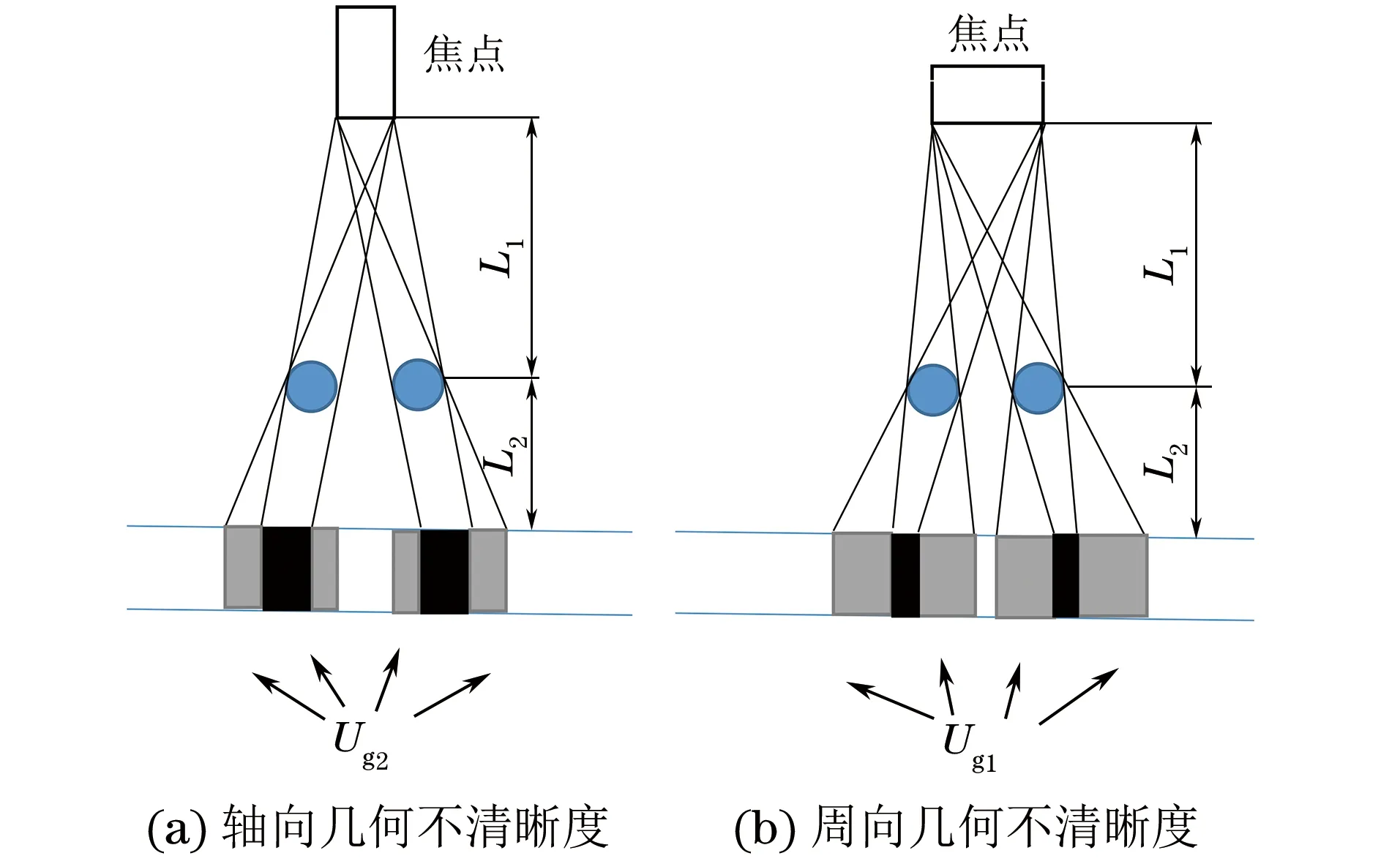
圖3 長方形焦點導致的幾何不清晰度變化示意
可見,定向射線機正方形焦點所測量的幾何不清晰度是對稱的;而周向射線機焦點的這種不對稱形狀,使軸向與周向兩個方向呈現不同的幾何不清晰度,其周向與軸向幾何不清晰度之比等于焦點在對應方向的尺寸之比。當雙線型像質計的絲垂直焊縫時(像質計順焊縫擺放),因為周向射線機的周向幾何不清晰度大,所以雙線型像質計測量的空間分辨率降低;反之,當雙絲平行于焊縫時(像質計垂直焊縫擺放),得到的空間分辨率又高于前者。
2 試驗過程
試驗工件為φ1 219 mm×18.4 mm(外徑×壁厚),試驗使用兩臺X射線機,分別為定向X射線機,型號為XXG2505,周向X射線機型號為XXHz2505,曝光參數均為180 kV,5 mA,焦距為609 mm,單壁單影(中心)曝光。CR激光掃描儀為德爾CR-35,成像板為Carestream INDUSTREX Flex HR型全新板,掃描步進為50 μm,其他參數采用系統默認。
曝光量應保證母材處數字圖像灰度約50%,NB/T 47013.14-2016標準要求的空間分辨率應識別線號為D8,對比靈敏度應識別線號為W11。將兩只單絲型及兩只雙線型像質計貼在管道內壁射線源側,像質計擺放位置示意如圖4所示,為防止背散射,在成像板背部貼厚2 mm的鉛板,透照布置示意如圖5所示。分別用定向射線機和周向射線機拍攝,圖6為定向射線機透照影像,透照參數為180 kV,30 s;圖7為周向射線機透照影像,透照參數為180 kV,84 s。實際照相中兩種射線機可識別的線號見表1。
對于普通單絲型像質計,可以通過表1中的數據看出,兩個方向的測量值均為W11,說明定向射線機在兩個方向上的對比靈敏度是相同的。試驗中的周向射線機兩個方向的測量值也是相同的,均為W11,沒有發現不對稱對比靈敏度的問題。
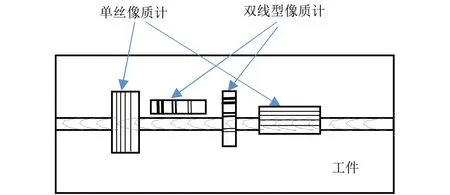
圖4 像質計擺放位置示意
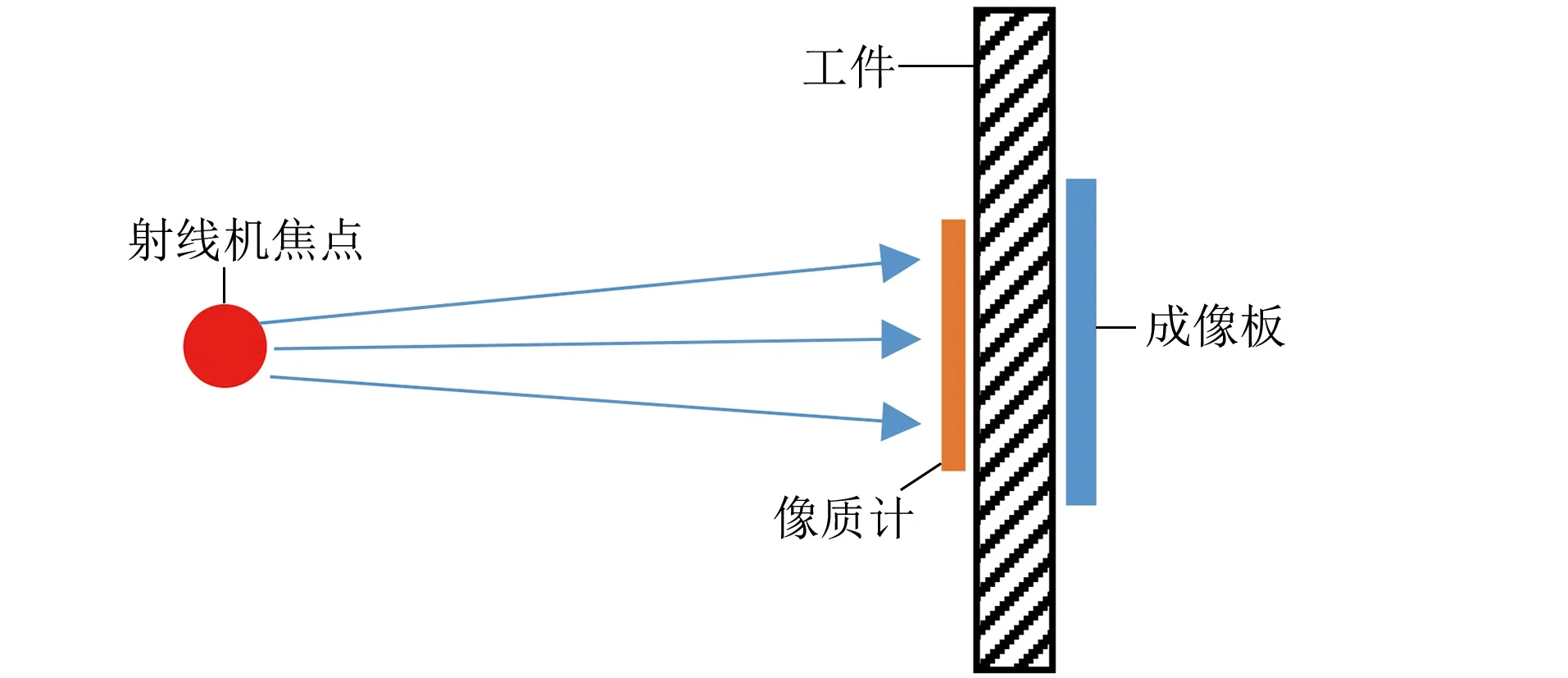
圖5 透照布置示意
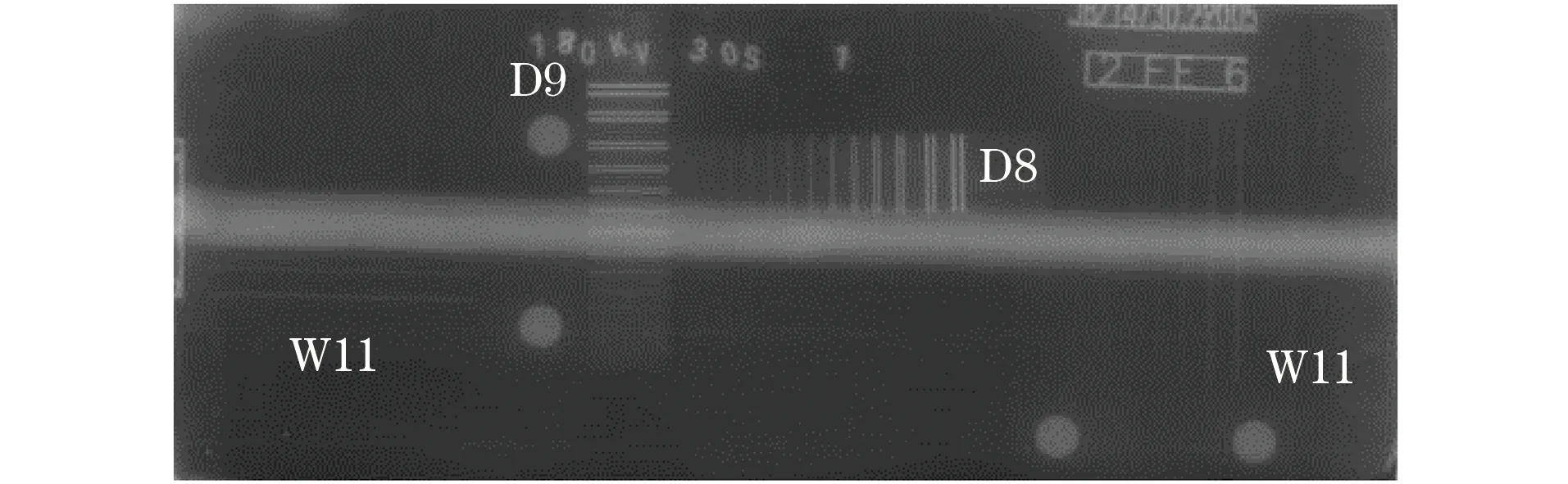
圖6 定向射線機透照影像

圖7 周向射線機透照影像

射線機類型單絲型像質計雙線型像質計垂直平行垂直平行定向射線機W11W11D8D9周向射線機W11W11D5D9
對于雙線型像質計,定向射線機測量的兩個空間分辨率分別是D8和D9,證明定向射線機所測量的空間分辨率方向性不強;而周向射線機兩個方向的測量值分別是D5和D9,幾乎相差一倍。這表明周向射線機的不對稱焦點形狀導致了不對稱的空間分辨率測量值,證實了前文的分析。
3 結論
(1) 在常規膠片照相過程中,采用定向射線機及單絲像質計測量對比靈敏度時,周向及軸向幾何不清晰度不同的問題不明顯,但管道檢測爬行器采用錐靶周向射線機,其使用單絲像質計,絲軸線垂直于焊縫,像質計靈敏度是低于絲軸線平行于焊縫的,完全符合ASME V標準的“低靈敏度方向布置”要求。但是,在數字射線照相中,需要使用雙絲型像質計測量圖像空間分辨率,通過試驗可知,這種由于非對稱焦點形狀帶來的影響不容忽視,雙線型像質計的擺放方向值得重視。
(2) 標準NB/T 47013.14-2016中5.12.3條規定:測定數字圖像分辨率時,雙線型像質計應放在被檢工件的源側表面,且“b”值較大部位。附錄B中數字圖像分辨率測試條件中規定“雙線型像質計放在被檢工件源側表面,透照條件與實際檢測條件一致”,只是規定了雙線型像質計應該放在哪的問題,沒有規定放置方向的問題。
(3) 根據分析及試驗結果,筆者認為標準應更加明確地規定雙線型像質計的擺放方法,如直接規定雙絲應平行焊縫放置,或者對于不同的擺放方向規定不同的圖像空間分辨率。
(4) 因為不清晰度與焦點尺寸等有關,即與貼在射線源側或工件側有關,貼在工件側時,上述影響較小。試驗中雙線型像質計貼于射線源側,使用的是國產普通周向及定向射線機,不能代表全部實際情況。
猜你喜歡
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
