鋁合金搭接焊縫數(shù)字射線成像典型缺陷參考圖像庫的建立
2019-01-18 12:42:24
無損檢測 2019年1期
(航空工業(yè)江西洪都航空工業(yè)集團有限責任公司,南昌 330024)
鋁合金焊接結(jié)構(gòu)在某型號機型的研制中應用較多,因焊接工藝原因,其焊縫內(nèi)部容易產(chǎn)生缺陷,典型的焊接缺陷有裂紋、氣孔、夾雜、未焊透、未熔合、咬邊等。實際生產(chǎn)中,常用膠片照相檢測方法檢測焊接質(zhì)量,但檢測結(jié)果易受檢測人員的綜合水平限制。在飛機的制造過程中,企業(yè)對焊接技術(shù)的要求越來越高,對先進DR(數(shù)字射線)焊縫檢測技術(shù)的需求也越來越迫切。
國內(nèi)外進行了許多關(guān)于鋁合金焊縫射線數(shù)字化檢測方面的研究,主要集中在焊縫DR檢測方面[1]。郭偉燦等[2]總結(jié)了鋁合金管道焊縫缺陷底片的影像特征;蔣中印等[3]驗證了射線DR技術(shù)在鋼管焊縫檢測中應用的可行性;鄭世才等[4]詳細介紹了數(shù)字射線檢測技術(shù)及相關(guān)標準;肖輝[5]針對典型焊接缺陷的射線檢測,開發(fā)了焊縫DR圖像缺陷的自動檢測與識別系統(tǒng)。丁無極等[6]得出管道焊縫在DR成像時影像的畸變規(guī)律。由國內(nèi)焊縫數(shù)字化射線檢測的相關(guān)研究報道可知,目前存在的主要問題是國內(nèi)在DR檢測規(guī)范、檢測標準和驗收規(guī)范等方面的不足。可借鑒的DR檢測標準有NB/T 47013.11-2015 《承壓設(shè)備無損檢測 第11部分:X射線數(shù)字成像檢測》 和GB/T 35388-2017 《無損檢測X射線數(shù)字成像檢測 檢測方法》。對于鋁合金熔化焊的DR檢測,迫切需要專門的典型缺陷數(shù)字參考圖像供評片人員使用。目前,ASTM E1648-15StandardReferenceRadiographsforExaminationofAluminumFusionWelds標準提供了鋁熔焊焊縫檢測的參考射線照相底片,而由于成像方式變化與分辨率等原因,還需要制作鋁熔焊焊縫數(shù)字射線參考圖像供檢測人員參考。
筆者對鋁合金搭接焊縫進行了DR檢測,得到了典型的缺陷圖像,并對缺陷進行了分類與增強顯示。
1 鋁合金焊縫的DR試驗
DR試驗設(shè)備為數(shù)字射線DR成像系統(tǒng),其中X射線機為GE公司的ISOVOLT TITAN E320(最高管電壓為320 kV,焦點尺寸為0.4 mm);平板探測器為PerkinElmer公司的XRD 0822,其閃爍體為碘化銫,探測器單元尺寸為200 μm×200 μm,成像矩陣為1 024×1 024,A/D(數(shù)字/模擬)信號轉(zhuǎn)換器位數(shù)為16位。
試驗對象為鋁合金搭接焊縫,焊接方法為手工鎢極氬弧焊,焊接接頭形式為搭接,板厚為2 mm,搭接區(qū)和焊縫區(qū)厚度為4 mm,檢測時機為焊后24 h。鋁合金焊接件外觀如圖1所示。

圖1 鋁合金焊接件外觀
DR檢測試驗前,需要對平板探測器輸出圖像進行暗場校正、增益校正和壞像素校正,試驗時焦距為900 mm,物距為450 mm,管電壓為75 kV,管電流為5 mA,積分時間為350 ms,射線入射方向為90°,采集圖像幀數(shù)為50幀,采集圖像處理方式為多幀圖像平均處理,照相等級為AB級,分辨率為100 μm。檢測標準參考HB 5375—87《鋁及鋁合金熔焊質(zhì)量檢驗》和NB/T 47013.11—2015,DR圖像質(zhì)量由絲型像質(zhì)計靈敏度、不清晰度和信噪比3個指標決定,像質(zhì)計靈敏度不低于15號絲,信噪比不低于225。鋁合金焊縫DR檢測現(xiàn)場如圖2所示。
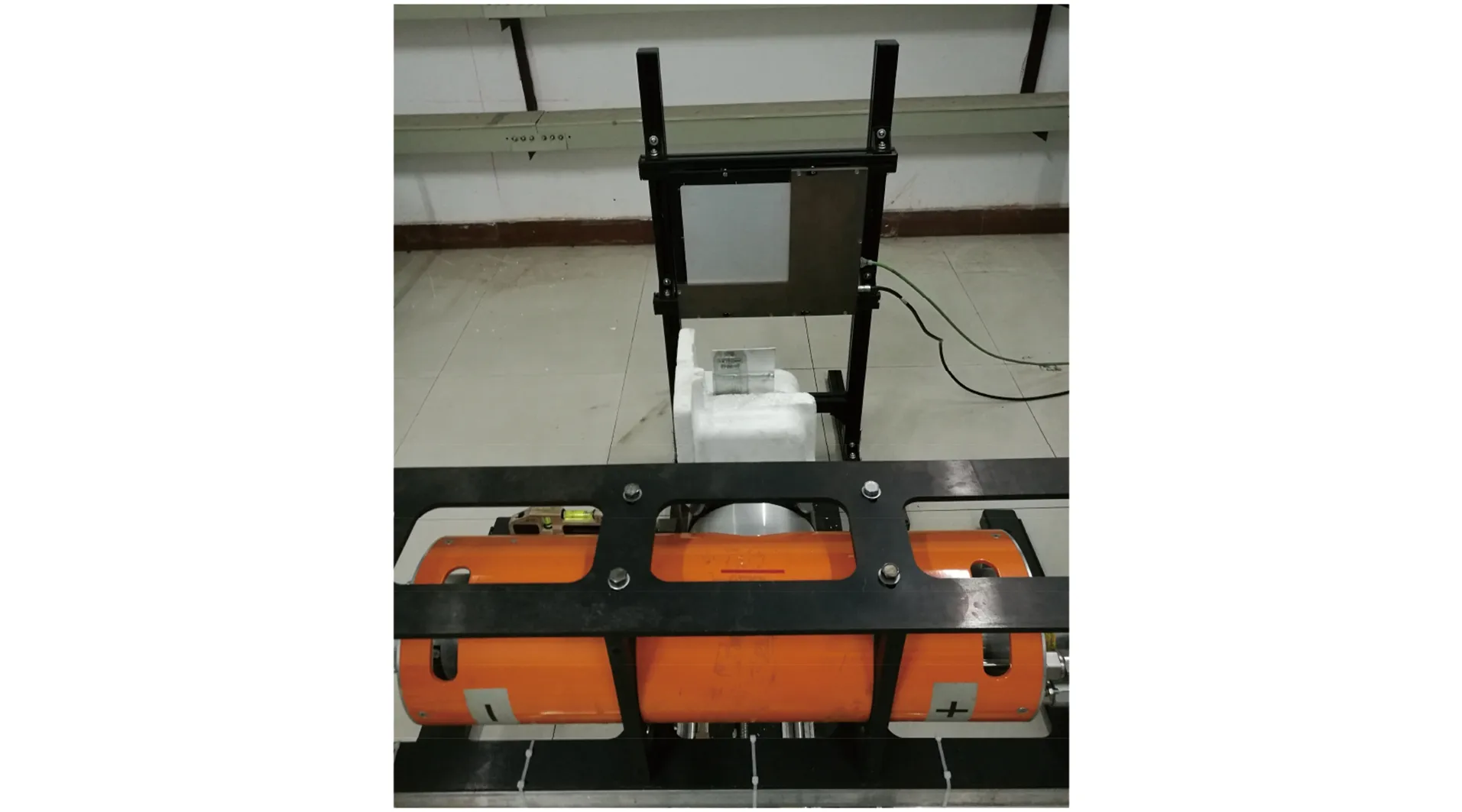
圖2 鋁合金焊縫DR檢測現(xiàn)場
2 試驗結(jié)果及分析
典型焊接缺陷有裂紋、夾雜、氣孔、未焊透、未熔合等,為了與底片分析結(jié)果保持一致,缺陷圖像按負片顯示,但按原始采集圖像進行圖像灰度分析。
(1) 裂紋是材料局部斷裂形成的缺陷,按發(fā)生條件和時機分為熱裂紋、冷裂紋等。熱裂紋是在焊縫金屬凝固過程中,焊件由于焊縫凝固收縮而受到拉應力作用,最終形成的開裂一般是沿晶界開裂;冷裂紋是焊后冷卻至較低溫度下產(chǎn)生的,冷裂紋可能在焊后立即出現(xiàn)或延遲出現(xiàn)。研究表明,裂紋是面積型缺陷,對射線檢測來說,裂紋是容易漏檢的缺陷。裂紋缺陷數(shù)字圖像特征是細長黑線,輪廓清晰,有鋸齒,端部尖細并有延伸趨勢,裂紋出現(xiàn)的位置可能在焊縫區(qū)和熱影響區(qū)。圖3為鋁合金搭接焊縫DR圖像中的裂紋缺陷圖像。

圖3 鋁合金搭接焊縫DR圖像中的裂紋缺陷圖像
(2) 夾雜是焊縫金屬中殘留有外來固體物質(zhì)所形成的缺陷,或由于來不及浮出而殘存在焊縫內(nèi)部的結(jié)晶。根據(jù)夾雜組織成分的不同可以分為金屬夾雜(如夾鎢)與非金屬夾雜。夾雜缺陷數(shù)字圖像的特征為形狀不規(guī)則,因夾雜與焊縫金屬不相溶,一般存在明顯的射線強度衰減差異,邊緣輪廓清晰。低密度夾雜數(shù)字圖像的灰度高于周圍區(qū)域的灰度,呈黑斑狀(對應于底片影像)。夾鎢的數(shù)字圖像特征為灰度遠低于周圍區(qū)域的灰度,呈孤立點狀和密集分布。鋁合金搭接焊縫射線圖像中的單個夾鎢和密集分布夾鎢缺陷的典型圖像如圖4所示。

圖4 鋁合金搭接焊縫DR圖像中的單個夾鎢和密集分布夾鎢缺陷圖像
(3) 氣孔是溶入焊縫金屬而未在金屬凝固前逸出的氣體引起的空洞,根據(jù)氣孔的數(shù)量可分為單個氣孔和密集氣孔。氣孔缺陷的數(shù)字圖像特征為輪廓圓滑,灰度大于周圍區(qū)域灰度,影像清晰。鋁合金搭接焊縫DR圖像中的氣孔缺陷圖像如圖5所示。
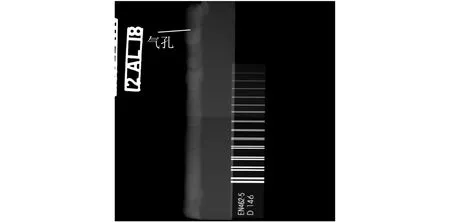
圖5 鋁合金搭接焊縫DR圖像中的氣孔缺陷圖像
(4) 未焊透是母材金屬之間沒有熔化,焊縫金屬沒有進入接頭的根部而造成的缺陷。未焊透缺陷的數(shù)字圖像顯示為筆直的細小黑線,處于焊縫影像中心,還可能是斷續(xù)的黑線、偏離焊縫中心線的黑線。圖6為鋁合金搭接焊縫DR圖像中的未焊透缺陷圖像。
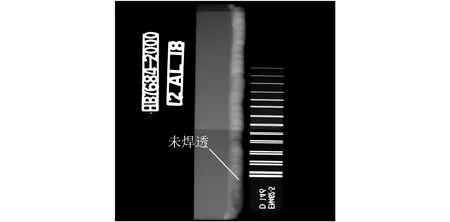
圖6 鋁合金搭接焊縫DR圖像中的未焊透缺陷圖像
(5) 未熔合是焊縫金屬與母材金屬或焊縫金屬之間未完全熔化結(jié)合在一起引起的缺陷,其本質(zhì)是一種虛焊,屬于面積型缺陷。未熔合缺陷的數(shù)字圖像呈直邊狀或弧形狀,線條較粗,灰度高于周圍區(qū)域,灰度淡而不均勻,與片狀夾雜缺陷圖像特征接近。鋁合金搭接焊縫DR圖像中未熔合缺陷圖像如圖7所示。
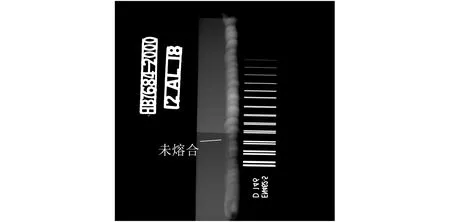
圖7 鋁合金搭接焊縫DR圖像中的未熔合缺陷圖像
表1為對100件鋁合金搭接焊接件進行DR成像檢測的典型缺陷統(tǒng)計結(jié)果,結(jié)果表明,鋁合金手工鎢極氬弧焊中裂紋、氣孔與夾雜缺陷的出現(xiàn)幾率較高。
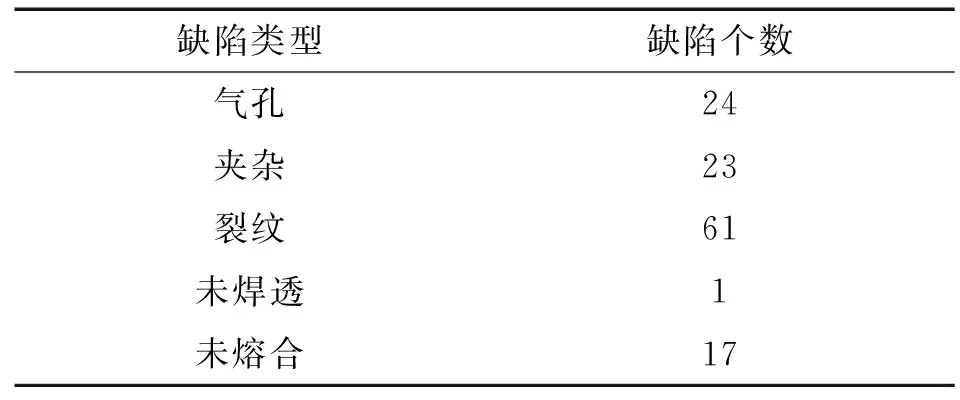
表1 典型缺陷統(tǒng)計結(jié)果
由于焊接接頭上不允許存在裂紋、未焊透、未熔合等缺陷,表2為單個氣孔、夾雜缺陷的進一步分類結(jié)果(厚度≥4 mm),分類依據(jù)標準HB 5375-87和缺陷的尺寸確定。
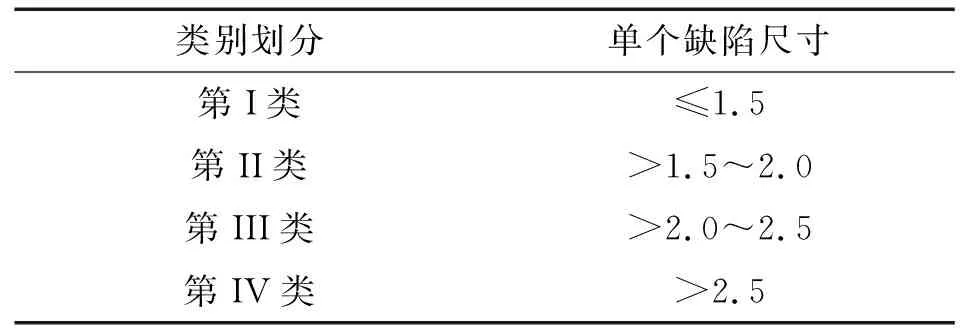
表2 允許存在的氣孔、夾雜尺寸 mm
通過收集、整理鋁合金搭接焊縫DR圖像典型缺陷的圖像和缺陷分類,形成了分辨率為100 μm的鋁合金搭接焊縫典型缺陷數(shù)字參考圖像庫,可用于DR檢測圖像的對比評定。
3 缺陷圖像增強顯示
由于DR圖像的灰度范圍為0~65 535,灰度分布范圍大,而人眼對于灰度級別的響應較弱, 只能分辨十幾到幾十個灰度級,評定圖像時對缺陷識別敏感程度低。為了滿足人眼的視覺特性,提高發(fā)現(xiàn)缺陷識別的靈敏度,需要增強缺陷的顯示效果。常用的缺陷增強顯示方法有:拉普拉斯銳化、浮雕特效和多尺度對比度增強[7]等。
裂紋缺陷原始DR圖像與增強顯示后的圖像如圖8所示。圖8(a)為原始圖像,包含裂紋缺陷,但裂紋信號比較微弱;圖8(b)為拉普拉斯銳化結(jié)果,與原始圖像相比,其通過加強缺陷的邊緣使缺陷顯示更清晰;圖8(c)為浮雕特效顯示結(jié)果,由于裂紋近似沿垂直走向,浮雕特效方法選擇Prewitt邊緣增強算法(水平方向),與原始圖像相比,通過凹凸質(zhì)感突出缺陷位置;圖8(d)為多尺度對比度增強結(jié)果,提高了缺陷與其他區(qū)域之間的對比度,使圖像更加清晰,改善了缺陷區(qū)域的整體顯示效果。試驗結(jié)果表明,拉普拉斯銳化、浮雕特效和多尺度對比度增強的顯示結(jié)果均能突出缺陷顯示效果,更好地滿足了人眼的視覺要求。
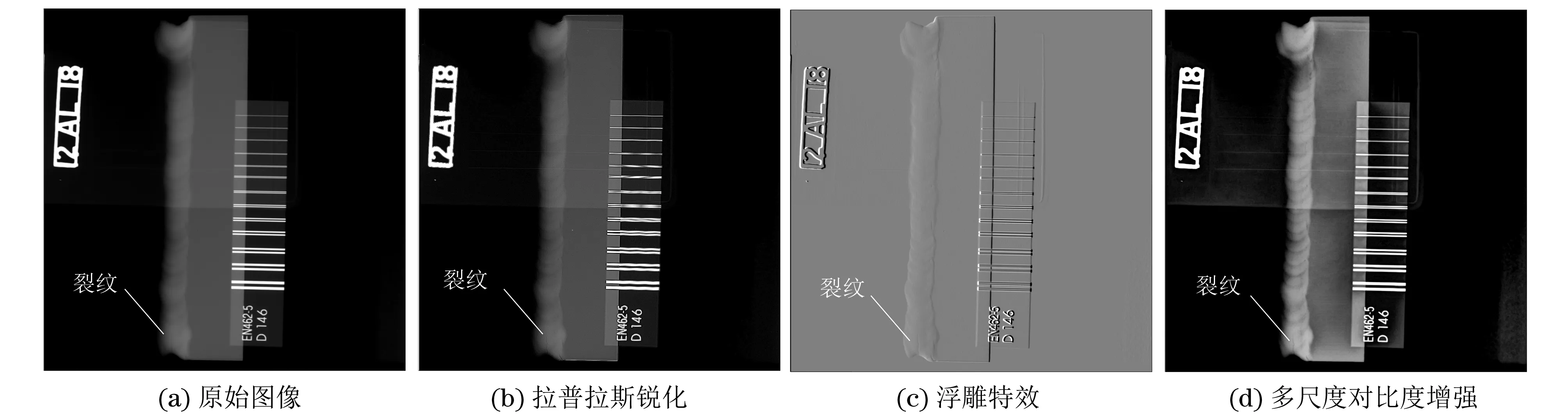
圖8 裂紋缺陷原始DR圖像與增強顯示后的圖像
4 結(jié)語
(1) 通過鋁合金搭接焊縫X射線DR檢測得到了裂紋、氣孔、夾雜、未焊透、未熔合等典型缺陷的數(shù)字參考圖像,同時進行了缺陷統(tǒng)計分析和缺陷類別劃分,初步建立了分辨率為100 μm的鋁合金搭接焊縫數(shù)字參考圖像庫。
(2) 通過DR圖像增強顯示方法,增強了缺陷顯示效果,提高了人眼視覺效果。
猜你喜歡
艦船科學技術(shù)(2022年13期)2022-08-11 09:29:16
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
