棉花初加工對機采棉雜質及棉結影響程度研究
2019-01-10 02:20:47曹吉強徐紅謝占林
現代紡織技術 2019年6期
曹吉強 徐紅 謝占林

摘?要:為研究棉花初加工對機采棉雜質及棉結程度的影響,在8個位置對經過不同工藝設備處理后的機采棉纖維進行取樣,利用HVI及AFIS對其含雜率、棉結等指標進行檢測和分析。結果表明:隨加工工序的進行,雜質面積、雜質顆粒數均呈下降趨勢,棉結總數呈增加趨勢,影響比較大的3個工序分別是軋花、籽清2、鋸齒皮清1;籽清2工序對大雜有很好的清理作用,籽清4工序對棉結的影響百分比達到了21%;對纖維品質影響程度最大的是軋花工序,占到整個加工中棉纖維內在品質損傷的40%以上,尤其是軋花后雜質顆粒(62.7%)和棉結數(51.2%)增幅較大。建議企業采取合理的軋花速度與清理道數,從而改善機采棉纖維的各項性能。
關鍵詞:初加工;纖維品質;雜質;棉結;機采棉
中圖分類號:TS111
文獻標志碼:A
文章編號:1009-265X(2019)06-0021-05
Abstract:In order to study the influence of ginning process on impurities and neps in machine picked cotton, the machine picked cotton fiber samples processed by different processes and equipment were taken in eight locations, and tested and analyzed for impurities, neps and other indicators via HVI and AFIS. The results indicate that with the progression of the process, both the impurities area and particle number take on a decreasing trend, and the total number of neps increases. The three processes that have a relatively large impact are ginning, seed clearing 2, and saw tooth skin cleaning 1. Most big impurities can be cleaned via the process of seed clearing 2, and the impact percentage of seed clearing 4 on neps reaches 21%. The ginning process has the greatest influence on the fiber quality, accounting for more than 40% of intrinsic quality damage of the whole cotton fiber processing. In particular, impurity particles (62.7%) and the number of neps (51.2%) increased significantly after ginning. It is suggested that appropriate ginning speed and number of scotching channels should be adopted so as to improve the properties of machine picked cotton.
Key words:cotton ginning process; fiber quality; impurities; neps; machine picked cotton
棉花初加工是整個棉花生產中的關鍵部分,加工質量的好壞直接關系到紡紗質量指標的優劣以及紡紗成本。尤其是機采棉初加工,由于機采棉特殊的采摘方式,雜質含量較高,客觀上需增加清理次數。而多次的機械打擊不僅對纖維的內在品質損傷明顯,使纖維長度指標、強度指標降低,同時增加了在紡紗過程中不易清除的棉結和帶纖維籽屑[1]。隨著皮棉清理次數的增加,條干CV值、粗節、細節、棉結以及毛羽、特數偏差、強力等指標都隨之惡化,三道皮棉清理工序后紡出的紗線指標比第一道、第二道增加更為明顯[2],對棉纖維的原生品質不可避免會產生一定程度的影響。雜質、棉結問題是目前棉花加工中亟待解決的問題,加大清理力度后問題有所好轉,皮棉清理使雜質面積明顯降低,雜質粒數適當降低,但增加了紡織廠最為頭疼的棉結粒數,棉結很難被清除,它不僅影響紗線及坯布的外觀質量,而且影響染色效果,棉結粒數增多[3],在染色后會形成深細點或淺細點,造成紗、織物等降級[4]。本文通過研究實際生產中初加工流程各個工序對棉纖維雜質、棉結影響程度,為成套機采棉清理加工設備的設計研發和軋花企業實際生產中調整工藝參數、車速等提供參考,同時特別注意機采棉以及原生品質差的棉花品種等,逆向促使植棉戶或植棉單位注重良種種植和機采要求,重產量的同時更要重質量。
1?實?驗
1.1?實驗原材料準備
南、北疆各取一軋花廠,具有機采棉加工生產線。棉樣選擇:北疆兵團某師某棉花軋花廠,南疆兵團某師某團棉花軋花廠,在同一時期采取樣品,采樣過程要求待生產穩定后,安排8人差時(30 s)分別在喂花口、異性纖維清理機后、提凈式籽棉清理機后、回收式籽棉清理機后、軋花后、氣流皮清后、一道鋸齒皮清后、二級鋸齒皮清后采集樣品[5],各采集30 kg。
1.2?軋花設備與實驗儀器
1.2.1?軋花設備及工藝流程
機采棉軋花加工主要工藝流程如下:
貨棉→重雜物分離器→異性纖維清理機→烘干塔→傾斜式籽棉清理機→提凈式籽棉清理機→烘干塔→傾斜式籽棉清理機→傾斜回收籽清機→軋花機→氣流式皮棉清理機→一道鋸齒式皮棉清理機→二道鋸齒式皮棉清理機→皮棉加濕→取樣、打包
由于棉花加工工序的全程比較長,本文為使做表、作圖簡潔明了,用簡稱代指,具體對應如下:機采貨場棉-貨棉;機采異性纖維清理機后-三絲;機采傾斜式籽棉清理機后-籽清1,提凈式籽棉清理機后-籽清2;機采傾斜式籽棉清理機后-籽清3,傾斜回收籽清機后-籽清4;機采軋花后-軋花;機采氣流皮清后-氣皮;機采一道鋸齒皮清后-鋸皮1;機采二道鋸齒皮清后-鋸皮2。
注:由于取樣困難,本試驗只取籽清2與籽清4。
1.2.2?實驗儀器
棉纖維性能檢測設備為新疆維吾爾自治區纖維檢驗局試驗中心USTER HVI-1000C、USTERAFIS。
1.3?測?試
針對取回的試樣處理,首先對其中較大的雜質(棉殼、棉葉、滴灌帶、棉桿等)進行人為去除,避免大雜質對檢驗設備的損傷,但試驗結果仍具有代表性;其次將分好組的30個試樣在實驗室的平衡間放置48 h;最后為降低實驗誤差,將平衡間的30組試樣分別在HVI上測試10次,求其平均值,得出30個數據,對測試出的結果進行分析對比,同時選取樣品進行AFIS棉結指標檢測。
說明:此處的主要分析的是細小雜質,因為為方便HVI測試,一些棉殼、棉梗等大雜質已經被人工去除。
2?結果與討論
2.1?實驗結果
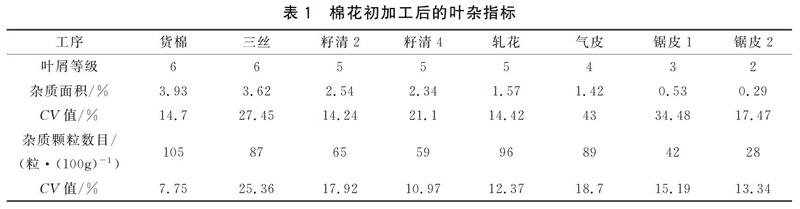
用HVI檢測初加工后棉花雜質情況,結果見下表1,用AFIS檢測棉結數情況,結果見下表2。
2.2?結果分析
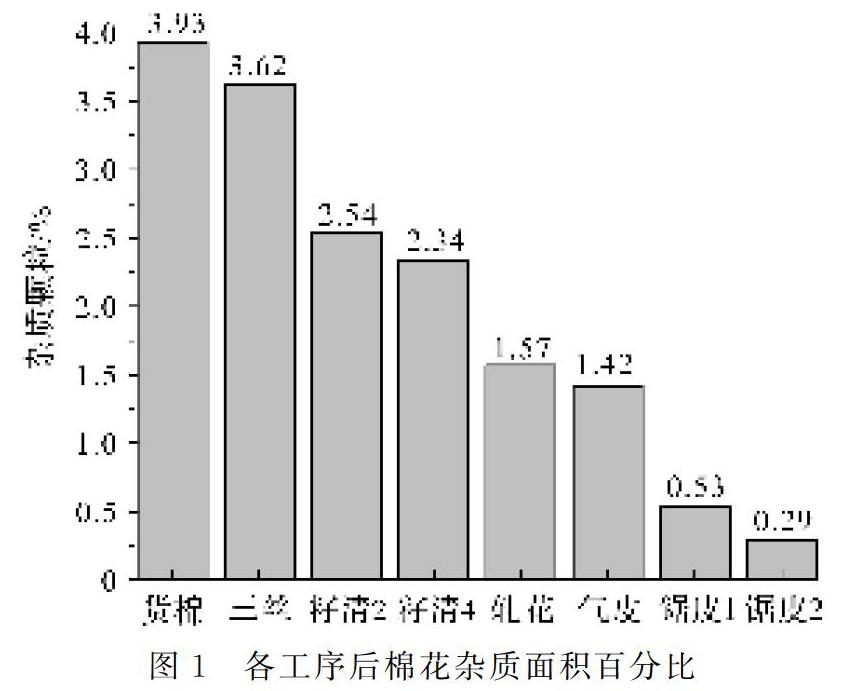
2.2.1?各工序后棉花雜質面積及雜質顆粒數
圖1、圖2是根據表1繪制的雜質面積及雜質顆粒數目比較直方圖。從數據來看,隨著處理工序的進行,雜質指標都在明顯下降,極少出現后道工序的葉雜指標較前道工序葉雜含量高的測試結果,故采用平均值和變異CV值來分析葉雜指標。從圖1與表1中可以看出籽清前葉屑等級為6,籽清和軋花階段葉屑等級為5,三道皮清,每經過一道皮清,葉屑等級提高一級,隨著加工工序的進行含雜面積逐漸下降,下降幅度較高的3個工序分別是籽清2、軋花、皮清1,尤為明顯的是籽清2的含雜面積比三絲工序減少了0.89%,可能是因為籽清2工序將棉花內的大雜質變為小雜質。每百克雜質顆粒數目從貨棉到籽清4呈現逐漸下降趨勢,其中籽清2工序后雜質顆粒數目下降最多,三絲工序也有一定的除雜作用,說明重雜物分離也除去了部分雜質;軋花后雜質顆粒數目有較大幅度上升,逼近原雜質顆粒含量,主要是鋸齒加工產生了較多的籽屑,同時一些大的雜質經鋸齒打擊分解為細小雜質,綜合作用使軋花后每百克雜質顆粒數目大幅上升。氣皮除去少量雜質顆粒,鋸皮1加工除雜作用較大,降雜比例較高,雜質顆粒數比皮清工序減少了47粒/100 g,然后鋸皮2進一步小幅降雜。從其變異CV指標來看,雜質含量離散性比較大,但每道工序雜質含量有明顯區別。
圖3是根據表2繪制的各工序棉結數,從貨棉到鋸皮2工序,整體棉結數呈增加趨勢,尤其經過軋花工序后,棉結數比籽清4增加了64粒/g,可能是由于軋花工序大幅增加了纖維勾結、纏繞、揉搓棉結的數量。而從貨棉到三絲工序棉結數減少了14粒/g,可能是由于重雜物分離出部分雜質的同時也帶走了一定量的棉結,還有可能是由于假性棉結減少造成的結果,這也是我們需要進一步研究的內容。
2.2.2?機采加工主要工序對棉花雜質及棉結絕對變化百分比影響分析
從上表3可以看出對雜質及棉結影響比較大的3個工序分別是軋花、籽清2、皮清1,從整體上看軋花工序對多項棉花雜質及棉結指標影響較大,其次是籽棉預處理工序、皮棉清理,籽清2工序對纖維雜質粒數、棉結的影響百分比基本上在19%左右,而對雜質面積影響為30%,說明籽清2工序對大雜質有很好的清理作用。需要注意到籽清4工序對棉花品質指標絕對變化百分率的影響百分比達到了21%,說明籽清4是影響棉結生成的重要因素。而對其它棉花品質指標的影響基本處在9%作用,為籽清2作用強度的一半。
軋花工序完成了棉纖維和棉籽的分離工作[6],軋花前自帶的清理裝置對棉花品質指標的影響也不能忽視,另外從表3中可以看到軋花對雜質面積影響較小,但是雜質顆粒數反而增加,可能是由于棉纖維和棉籽分離過程中,纖維和籽皮的粘結附著力較大,鋸齒勾拉纖維時把籽皮給拉了下來,加上棉籽和肋條撞擊,部分棉籽、不孕籽被打碎,造成了雜質顆粒數目增加、雜質面積下降幅度不高的情況。在初加工的各階段棉結總數均呈增加趨勢,其中軋花加工使棉結明顯增多[7],軋花工序對棉結作用影響達到42%,可能是因為在軋花前的清理、軋花中的鋸齒勾拉,纖維不斷受到軸向和徑向應力的作用產生應變,部分纖維出現疲勞現象,致使自身抗彎剛度和強度下降,產生彎曲變形,進一步相互扭結成棉結增多;一道鋸皮對雜質顆粒數、雜質面積影響更加顯著,這可能與鋸齒皮清機的作用特點有關,鋸齒皮清以握持打擊清理為主,比自由打擊作用強烈;二道皮清相對其它品質指標,作用比較大的是棉結數、雜質顆粒數,說明鋸齒皮清去雜質顆粒效果較好,但同時增加了后道紡紗中很難去除的纖維棉結。
2.2.3?機采加工主要工序對雜質、棉結變化相對百分比影響分析
棉結它具有不易分開、被扯開后纖維易被扯斷的特點,Peters[8]研究指出纖維棉結和紡紗棉結的相關系數是0.46,因此可以說原棉纖維中的棉結含量對于成紗質量有很大影響。從表2中可以看到貨棉棉結較三絲后、籽清2后每克纖維棉結多,分析以為原棉在收獲、運輸堆放過程中發生纖維糾纏,產生棉結,主要分為兩部分一種是真性棉結,一種為假性棉結,假性棉結雖然纖維打結構成節點,但打結比較松弛,在通過喂花機喂棉,經氣流吹拂輸送、三絲機滾釘開松過程中,假性棉結打開,棉結數量不升反降。
從表4對比中可以看到,各工序除雜效率基本上和纖維內在品質棉結增加成正相關對應關系,但也有個別工序對其中單一指標有特別的作用,如軋花工序作用一般都是最高峰值,雜質顆粒數增加最為突出,達到了62.7%,而在鋸皮1工序中減少最多(52.8%)。但是對于雜質面積及雜質顆粒數等指標,顯然鋸齒皮清有更高的去雜效果,籽清4對棉花品質多項指標影響較籽清2小,但對纖維棉結增長作用比較大。
Alon等[9]敘述的與棉結數相關的參數關系公式。
式中:N為棉結數,粒/g;F為纖維應力,N;E為彈性模量,N/cm2;I為纖維橫截面積的轉動慣量,g/cm4;L為纖維長度,cm。
纖維橫截面積的轉動慣量很小、差別不大,因此從上邊關系模型來看,影響纖維棉結成因的微觀因素主要有3個,棉結數與纖維所受的應力、纖維長度成正比,與纖維的彈性模量成反比。因此在棉花加工過程中,應注意機械打手等設備對棉花纖維的打擊力度,進而減輕機械設備對纖維品質損傷,減少棉結數。
纖維棉結形成的主要原因是纖維間的搓轉和擦轉[10],本文從具體棉結影響程度、分析棉結初加工產生原因角度出發進一步介紹棉結。
纖維棉結上升幅度比較大的4個工序分別是軋花、籽清4、鋸皮1、鋸皮2,經軋花工序后每克棉花纖維棉結增加64粒/g,增幅非常高,達到51.2%,因此可以說軋花是棉結產生的主要原因,分析以為纖維經清花喂花裝置中與排雜網摩擦,鋼絲刷刷附、隔條柵沖擊、毛刷輥高速刷棉,在經過鋸齒反復勾拉和毛刷梳理中,纖維之間、纖維自身產生纏結。經籽清4工序,纖維棉結增加31粒/g,上升幅度為33%,分析以為前三道工序中假性棉結很大部分被消除,傾斜式籽棉清理機和回收式籽棉清理機具有刺釘作用,纖維之間反復摩擦。經兩道鋸皮工序處理后每克棉花纖維棉結增加數分別為28、20粒/g,增幅較大,而且據有關資料顯示鋸齒皮清產生的棉結,在后道加工中幾乎是無法清理掉的,分析以為棉花集團在握持時被鋸齒反復梳理,作用在每根纖維上的強度較大,纖維平行順直度差,部分纖維被拉斷,部分纖維體相互勾結纏繞導致纖維間的死結。
3?結?論
a)隨初加工的各工序進行,雜質面積、雜質顆粒數均呈下降趨勢,整體來看對棉花品質指標影響比較大的3個工序分別是軋花、籽清2、鋸皮1。對于雜質面積影響最為明顯的是籽清2,相比三絲工序減少了0.89%,鋸齒皮清有更高的除雜效果,雜質顆粒數比皮清工序減少了47粒/100 g;而棉結增加量最多的工序是軋花工序,棉結數比籽清4增加了64粒/g。
b)籽清2工序對大雜有很好的清理作用,籽清?4工序是棉結生成的重要因素,對棉結的影響百分比達到了21%。
c)從棉花初加工各工序對棉纖維品質指標影響值來看,影響程度最大的是軋花工序,占到整個加工中棉纖維內在品質損傷的40%以上,尤其是軋花后雜質顆粒(62.7%)、棉結數(51.2%)增幅度較大,應予以特別關注。
參考文獻:
[1] 徐紅,李巖,杜衛東,等.新疆機采棉的品質問題與改善建議[J].上海紡織科技,2015,43(10):65-68.
[2] 謝占林,徐紅,曹吉強.皮棉清理道數對機采棉紡紗性能的影響[J].棉紡織技術,2014,42(4):20-23.
[3] 徐紅,曹吉強,葉偉,等.鋸齒式皮棉清理對機采棉性能的影響[J].紡織學報,2014,35(1):35-39.
[4] 徐紅,趙琦.皮棉性能對紡織成本與質量的影響[J].中國棉花加工,2009(2):23-25.
[5] 曹吉強,徐紅.軋花加工對機采棉顏色級變化的影響研究[J].中國棉花加工,2017(2):30-32.
[6] 謝占林.機采棉加工主要工序對棉花品質指標影響程度比較研究[D].新疆:新疆大學,2015:51.
[7] 張雪瑩,崔玉梅,底復雷.棉花初加工過程中的棉結性狀研究[J].上海紡織科技,2016,44(1):41-44.
[8] PETERS G,林倩.原料中纖維棉結與成紗棉結的關系研究[J].紡織導報,2011(9):108-109.
[9] AION G, AIEXANDES E,楊日升,等.棉結成形的機理[J].中國纖檢,1982(2):51-53.
[10] 羅建紅,冉隆奎.對棉結形成原因與減少途徑的研討[J].紡織器材,2003,30(6):14-16.
