乙烯裂解爐靜態鑄造管件射線檢測影像研究
2019-01-10 02:51:30劉建杰儲擁軍陳俊海連曉明
石油化工設備技術 2019年1期
關鍵詞:檢測
劉建杰,儲擁軍,陳俊海,連曉明
(合肥通用機械研究院有限公司,安徽 合肥 230031)
乙烯裂解爐輻射段盤管由爐管和連接爐管及其他部件的管件組成,管件通常包括Y形管、熱電偶基管、扭曲片管、彎頭等。爐管一般選擇離心鑄造高合金25Cr35NiNb+MA、35Cr45NiNb+MA、20Cr32NiNb材料;管件一般選擇與爐管相同的材質。由于管件結構的復雜性,無法通過離心鑄造完成,因此普遍采用靜態鑄造的方式制造。國內一般訂貨技術條件對靜態鑄造管件的RT檢測要求是:1)對于靜態鑄造管件母材,檢測對象為每一砂型澆鑄的第一個管件,按照GB/T 5677—2007《鑄鋼件射線照相檢測》的規定進行,合格等級為Ⅱ級;2)對于焊接坡口和焊接接頭,檢測對象為所有管件的焊接坡口及所有預留現場焊接的坡口外加長13 mm的區域以及所有對接接頭焊縫,按照NB/T 47013.2—2015《承壓設備無損檢測 第2部分:射線檢測》的規定進行,技術等級不得低于AB級,質量等級Ⅱ級為合格,且一次性Ⅰ級片率應大于98%。
某石化企業按照上述要求對裂解爐爐管出口與廢熱鍋爐對接的焊縫進行RT檢測時發現,焊縫質量合格,但靜態鑄造管件母材距離焊縫100 mm內有黑色影像顯示,RT底片如圖1所示。此靜態鑄造管件材料為HP Low C,屬于低碳的高合金25Cr35NiNb+MA材料。
為判斷上述黑色影像顯示是否屬于制造缺陷,首先對現場提供的RT檢測出現黑色影像顯示的靜態鑄造管件進行復驗,如確有黑色影像顯示,則對其解剖并通過PT檢測觀察是否有缺陷。同時為驗證黑色影像區域是否存在超出PT檢測極限的較小尺寸的缺陷,對試件進行光學金相和電子金相觀察。
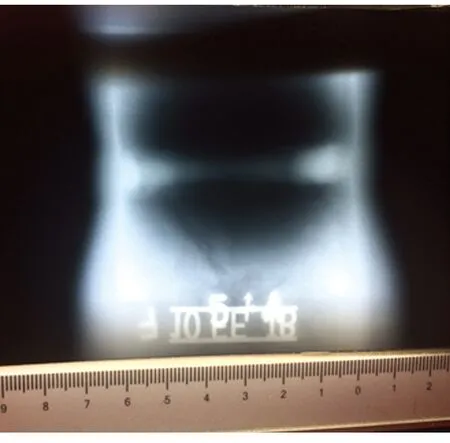
圖1 靜態鑄造管件母材RT檢測黑色影像顯示
1 試驗材料及方法
1.1 試驗材料
試驗材料為某石化企業提供的現場RT檢測出現黑色影像顯示的靜態鑄造熱電偶基管,其材質、規格等信息見表1。HP Low C材質熱電偶基管主要元素的化學成分見表2。

表1 熱電偶基管基本信息

表2 HP Low C材質熱電偶基管主要元素化學成分 w,%
1.2 試驗方法
1.2.1RT檢測
射線源為X射線,透照方式分別采用雙壁雙影、雙壁單影2種方式,像質計為FeII,焦點尺寸2.5 mm×2.5 mm,增感方式選擇鉛屏(前后0.03 mm)背面加鉛板屏蔽散射,透照次數為6次,焦距300 mm,片長80 mm×180 mm,底片黑度要求為2.0~4.0,選擇手工沖洗的方式進行暗室處理。
1.2.2PT檢測
對RT檢測有黑色影像部位進行解剖,根據黑色影像的形態,選擇以橫截面或縱截面為觀察面進行PT檢測,具體的選擇原則為:當黑色影像長軸方向主要平行于管件軸向時,選擇橫截面為觀察面,橫截面橫穿黑色影像區域,間距5 mm;當黑色影像長軸方向主要垂直于管件軸向時,選擇縱截面為觀察面,縱截面橫穿黑色影像區域,間距5 mm。
1.2.3金相觀察
對RT檢測有黑色影像顯示的部位進行解剖,分別以橫截面和縱截面為觀察面,進行光學金相和電子金相觀察試驗,觀察黑色影像顯示部位和其他未出現黑色影像的部分微觀組織、碳化物等的差異。
1.2.4晶粒度評定
對RT檢測有黑色影像顯示的部位和未出現黑色影像顯示的部位進行奧氏體晶粒度評定,比較不同部位晶粒尺寸。
2 實驗結果與討論
2.1 試驗結果
2.1.1RT檢測
檢測部位為熱電偶基管坡口端,見圖2。先采用雙壁單影法透照一組(6張),見圖3;再采用單壁單影法進行透照一組(6張),見圖4。
RT檢測6張底片結果見表3。由表3可見,6張底片均有黑色影像顯示,長度10~60 mm不等。
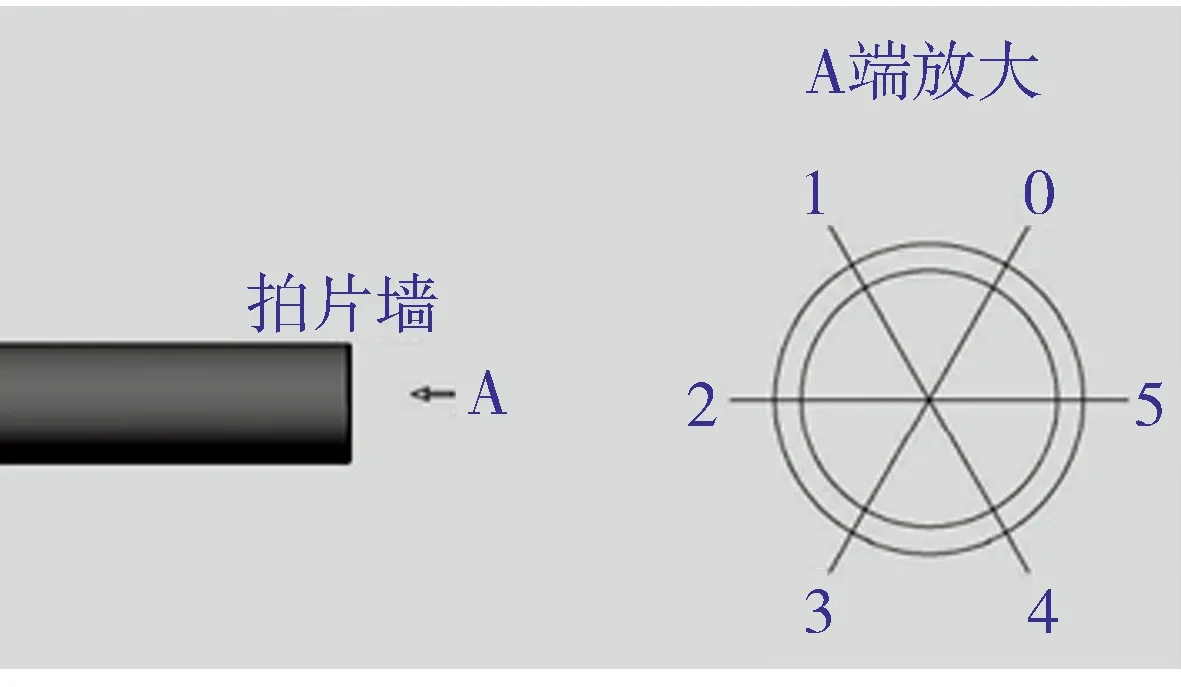
圖2 RT檢測部位示意
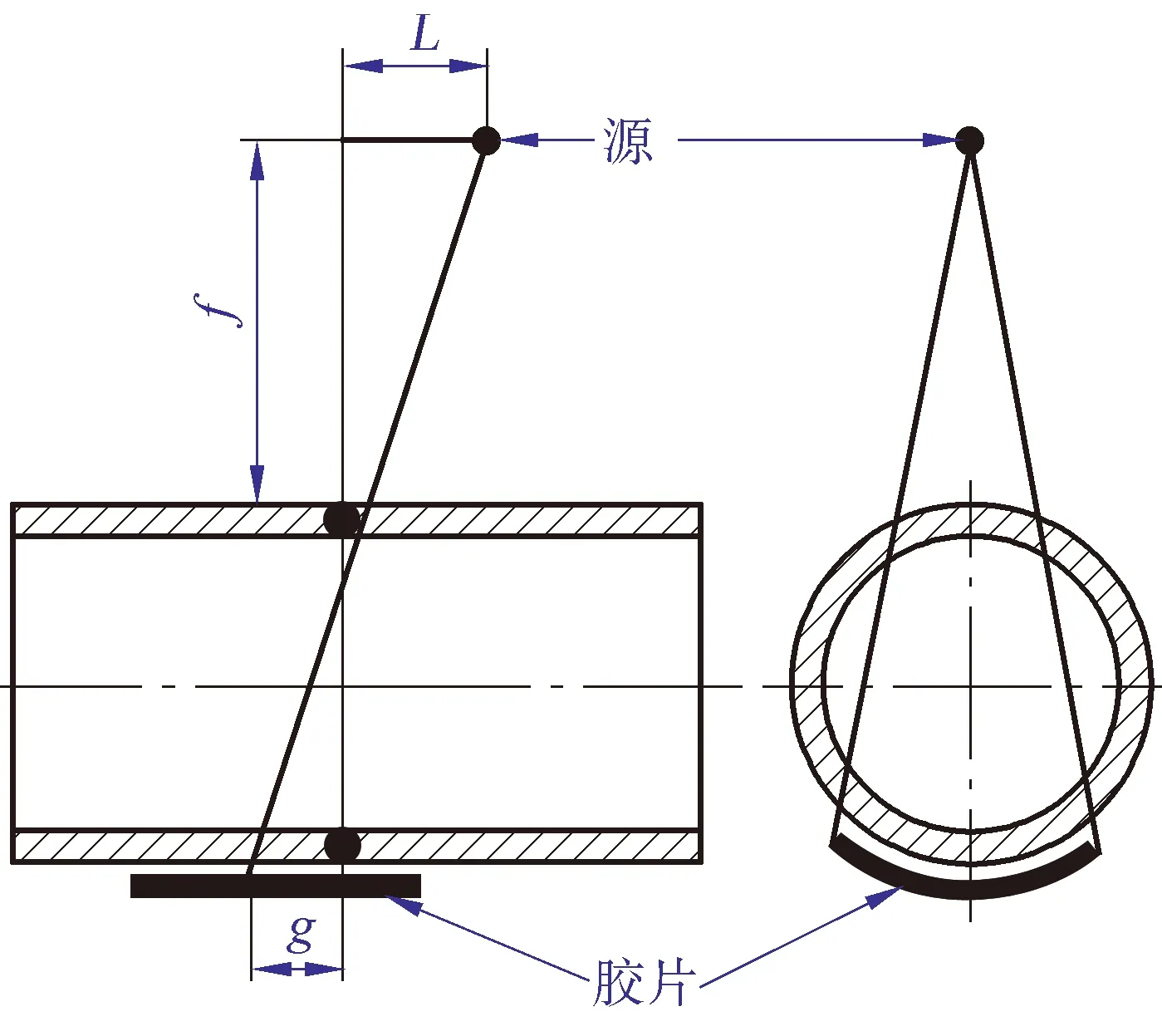
圖3 雙壁單影像法示意
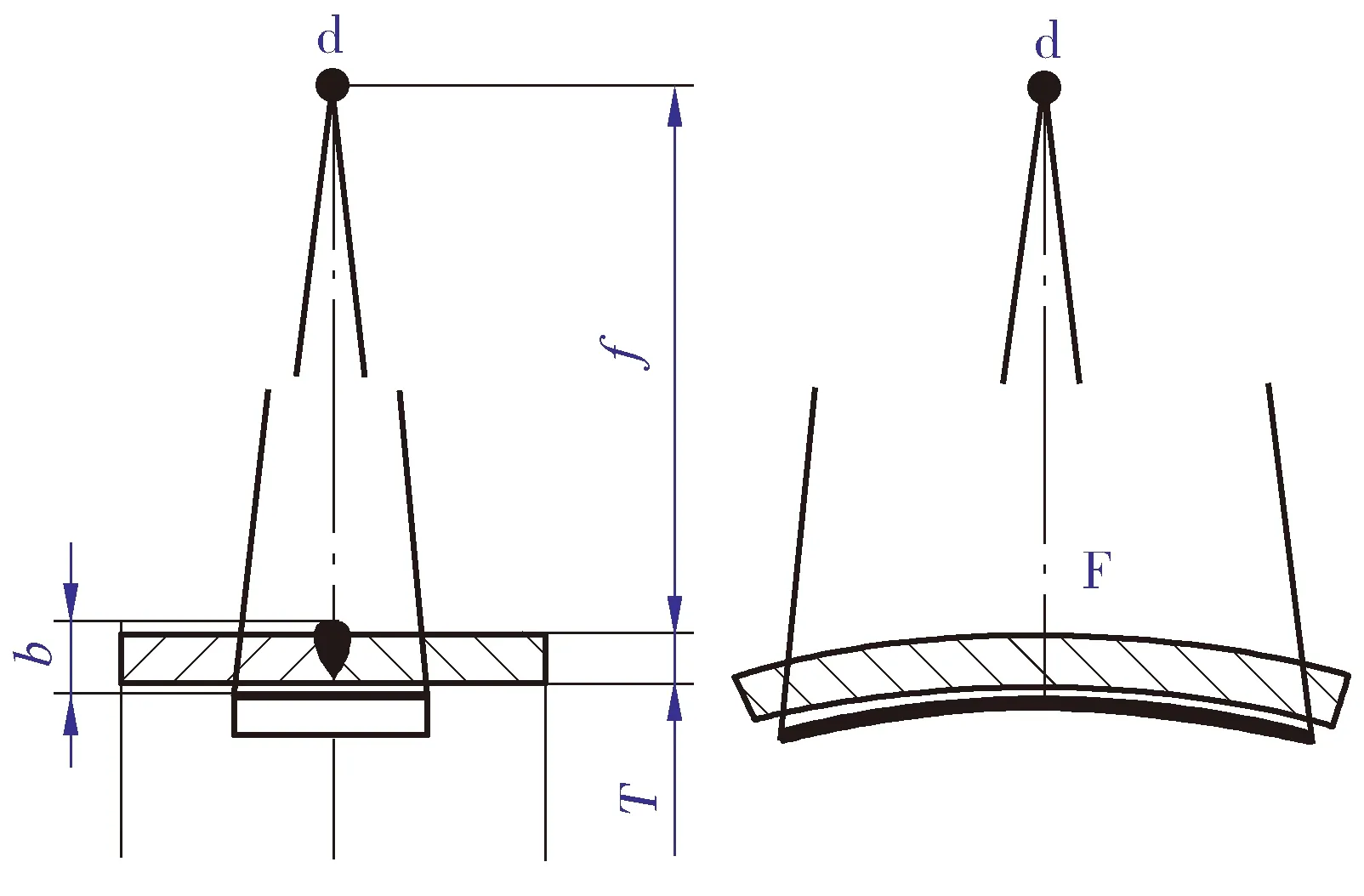
圖4 單壁單影像法示意
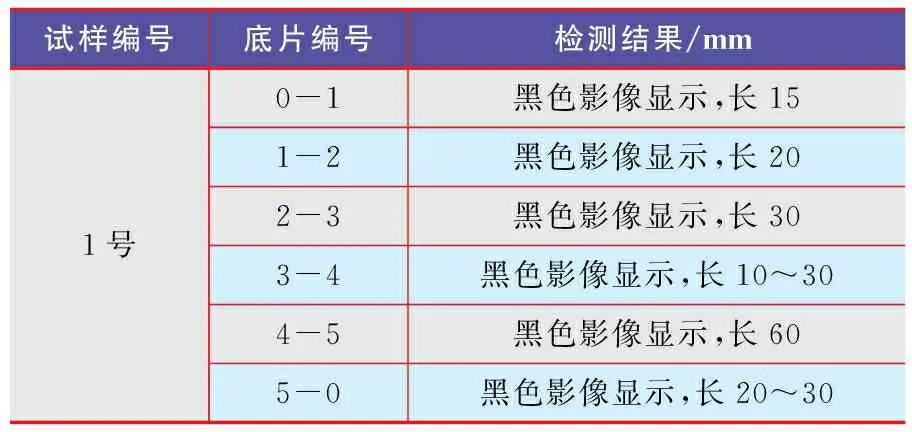
試樣編號底片編號檢測結果/mm1號0-1黑色影像顯示,長151-2黑色影像顯示,長202-3黑色影像顯示,長303-4黑色影像顯示,長10~304-5黑色影像顯示,長605-0黑色影像顯示,長20~30
2.1.2PT檢測
對RT檢測有黑色影像部位進行解剖,以橫截面為觀察面進行PT檢測。在此區域內沿軸向每間隔10 mm截取環狀試樣,共取8件,檢測結果如圖5所示。由圖5可見,8件試樣PT檢測均未發現超標缺陷。

圖5 PT檢測結果
2.1.3金相觀察/晶粒度評定
為驗證RT檢測黑色影像區域是否存在超出PT檢測極限的較小尺寸的缺陷,在此區域內切割4件塊狀試樣,對試樣橫截面進行光學金相和電子金相觀察試驗和晶粒度評定,4件試樣金相照片結果如圖6~圖9所示。由圖6~圖9可見,試樣組織為奧氏體+晶界碳化物,奧氏體晶粒度約為2.5級,取樣部位均未觀察到裂紋等缺陷。
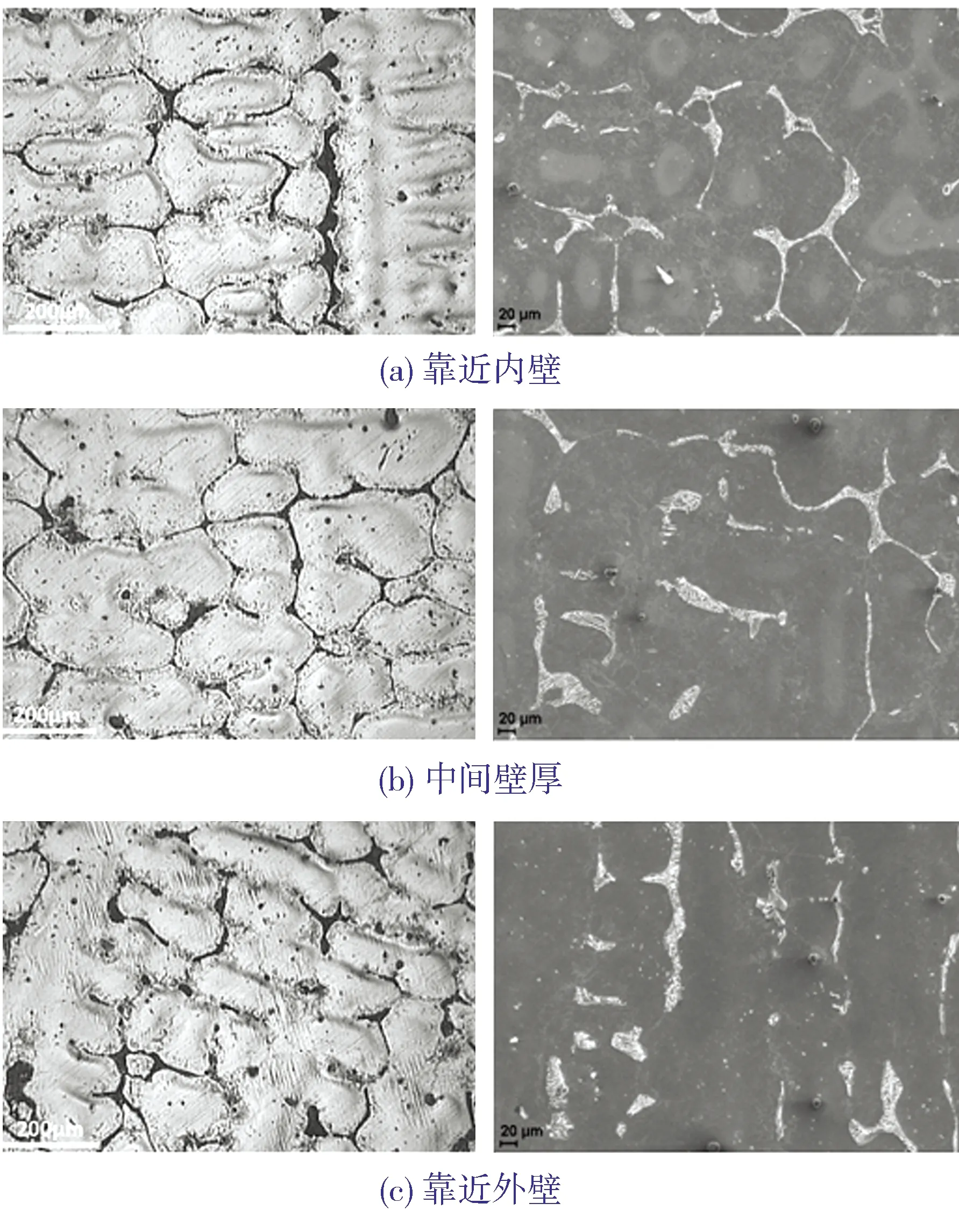
圖6 1號試樣光學和電子金相照片
2.2 討論
解剖后的PT檢測和金相觀察等試驗結果表明:RT檢測黑色影像區域未觀察到宏觀缺陷,即RT檢測黑色影像顯示為非缺陷類顯示。下面就非缺陷類顯示形成原因和消除方法進行討論。
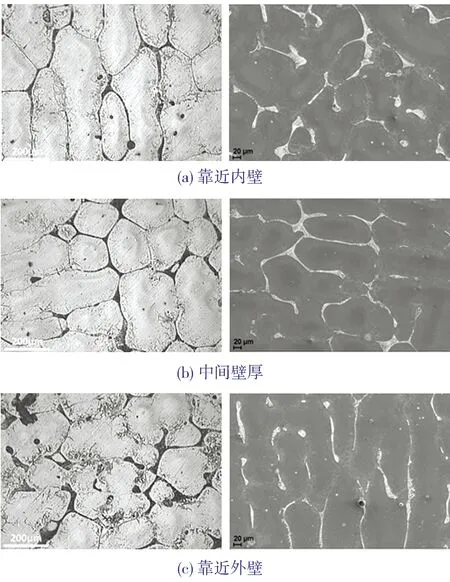
圖7 2號試樣光學和電子金相照片
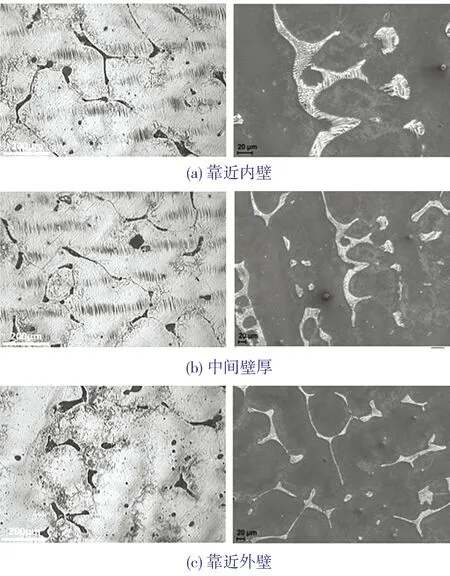
圖8 3號試樣光學和電子金相照片
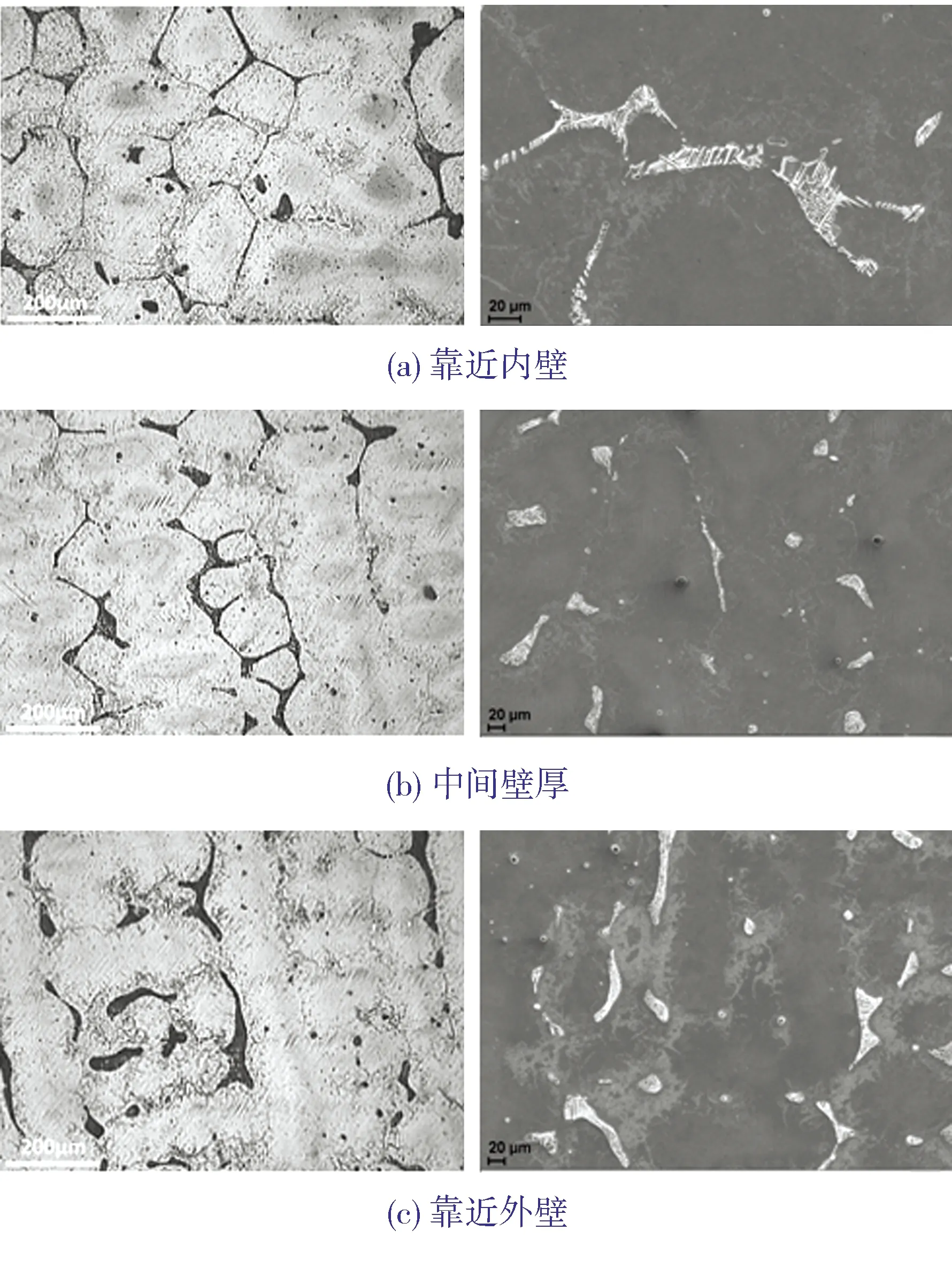
圖9 4號試樣光學和電子金相照片
1) 形成原因。
根據晶體學布拉格方程:
2dsinθ=nλ
式中:d——晶體晶格間距;
θ——入射X射線與晶面的夾角,即布拉格角;
n——正整數;
λ——入射X射線波長。
當X射線以布拉格角θ入射到某晶體晶格間距為d的晶面上時,在符合布拉格方程的條件下,反射方向上會得到因疊加而加強的衍射線,形成衍射斑紋【1-7】。HP Low C材質的靜態鑄造管件晶粒度約2.5級, 晶粒粗大, 且奧氏體晶粒結構復雜,不同部位往往存在不同結晶方向。在RT檢測過程中, 當入射X射線穿過奧氏體晶粒時, X射線入射角與靜態鑄造管件奧氏體結晶方向、晶粒大小、晶格間距等滿足布拉格方程時,就會產生衍射,在底片上形成衍射斑紋。后續RT檢測過程中,該石化企業反饋,在改變入射角度和射線能量后,底片上的黑色影像顯示有較大幅度的減輕,間接說明了底片上的黑色影像顯示可能為衍射斑紋。
2) 消除非缺陷類顯示方法。
根據布拉格方程,在RT檢測對象確定的情況下,改變入射X射線布拉格角和波長均會顯著影響衍射的發生。因此,改變入射X射線角度和射線能量,并反復核對,可減少甚至消除衍射引起的非缺陷類顯示【8】。此外,有實驗表明,在底片上方增加鉛箔增感屏,可以過濾較低能量的散射線,使底片上影像對比度提高,更加清晰,也可在一定程度上減少非缺陷類顯示。
3 結語
對乙烯裂解爐高合金靜態鑄造管件RT檢測黑色影像區域進行解剖,開展PT檢測、光學金相/電子金相觀察和晶粒度評定試驗,結果表明,該區域并未發現缺陷顯示。經分析,高合金靜態鑄造HP Low C材質管件RT檢測黑色影像可能屬于奧氏體晶間衍射產生的非缺陷類影像顯示。改變入射X射線角度和射線能量,可減少甚至消除衍射引起的非缺陷類顯示。此外,在底片上方增加鉛箔增感屏,可以過濾較低能量的散射線,提高影像對比度,也可在一定程度上減少非缺陷類顯示。
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48
