煤制氣原料煤加壓氣化爐腐蝕機(jī)理與表面防護(hù)*
2019-01-09 10:01:40,,
石油化工腐蝕與防護(hù) 2018年6期
,,
(1.浙江省能源集團(tuán)有限公司,浙江 杭州 310007; 2.浙江省電力設(shè)計(jì)院有限公司,浙江 杭州 310012; 3.浙江大學(xué)能源清潔利用國(guó)家重點(diǎn)實(shí)驗(yàn)室,浙江 杭州 310027)
1 煤制氣原料煤加壓氣化爐介紹
煤制合成天然氣(簡(jiǎn)稱煤制氣),目前國(guó)內(nèi)普遍采用原料煤加壓氣化技術(shù),其中魯奇氣化技術(shù)在煤氣化領(lǐng)域具有顯著的技術(shù)優(yōu)勢(shì)[1-2]。魯奇氣化爐為雙層夾套結(jié)構(gòu),見圖1。
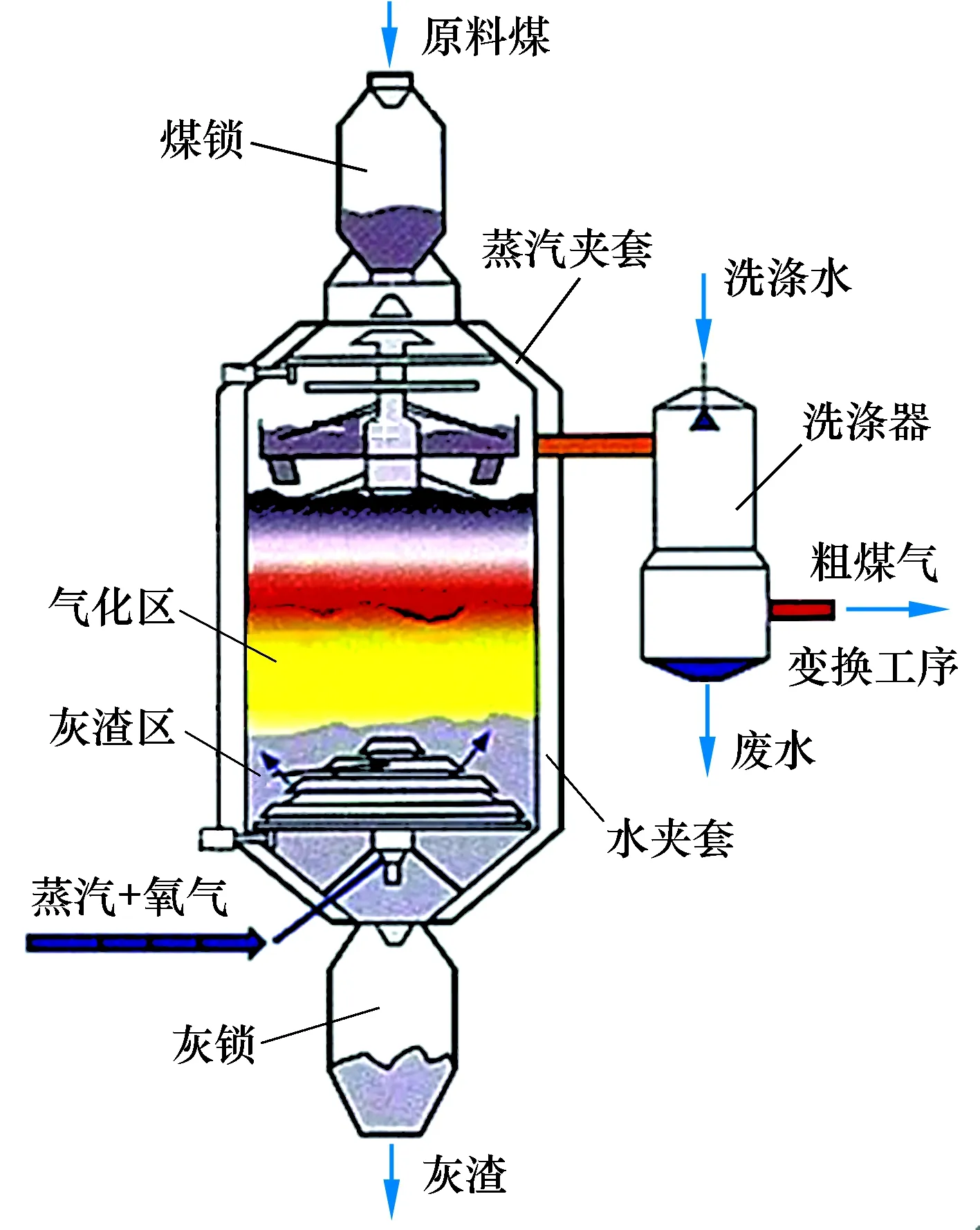
圖1 魯奇氣化爐結(jié)構(gòu)示意
原料煤(碎煤)通過(guò)煤鎖進(jìn)入氣化爐,與蒸汽、氧氣的混合氣體進(jìn)行氣化反應(yīng),反應(yīng)產(chǎn)生的煤氣經(jīng)洗滌后(粗煤氣)進(jìn)入變換工序;氣化反應(yīng)產(chǎn)生的熱量與夾套中的給水進(jìn)行間接換熱,給水轉(zhuǎn)變成蒸汽后與氧氣混合參與氣化反應(yīng),夾套中的給水既具有收集熱量作用,同時(shí)能維持氣化爐夾套內(nèi)壁的內(nèi)外壓力平衡,避免內(nèi)壁發(fā)生應(yīng)力變形;灰渣經(jīng)爐內(nèi)底部的旋轉(zhuǎn)爐篦冷卻后通過(guò)灰鎖排出氣化爐。
新疆某企業(yè)20×108m3/a煤制氣項(xiàng)目采用魯奇固定床碎煤加壓氣化技術(shù),項(xiàng)目配置2系列3個(gè)框架的氣化爐,其中A和C框架各為7臺(tái)氣化爐,B框架為8臺(tái)氣化爐,合計(jì)共22臺(tái)氣化爐,其中4臺(tái)備用,每臺(tái)氣化爐的粗煤氣產(chǎn)量為53 000 m3/h。項(xiàng)目原料煤來(lái)自附近坑口煤礦,原料煤主要化學(xué)成分見表1,煤灰主要成分見表2。

表1 原料煤主要元素分析 w,%

表2 煤灰主要成分分析 w,%
2 氣化爐夾套腐蝕情況
新疆某企業(yè)20×108m3/a煤制氣項(xiàng)目氣化爐為夾套結(jié)構(gòu),內(nèi)筒體內(nèi)徑φ3 848 mm,壁厚32 mm,內(nèi)筒體由異種鋼分段焊接而成,上段為15CrMoR,下段為Q245R。每臺(tái)氣化爐配套1臺(tái)煤鎖、1臺(tái)灰鎖和1臺(tái)洗滌器。
氣化爐設(shè)計(jì)壓力4.0 MPa,投料試車階段控制在3.5 MPa左右;設(shè)計(jì)氣化反應(yīng)溫度900~1 050 ℃。2016年10月,A和B框架共15臺(tái)氣化爐先后開工試生產(chǎn),2017年3月停工入爐檢查,發(fā)現(xiàn)氣化爐灰渣區(qū)及氣化區(qū)下部區(qū)域的內(nèi)筒體內(nèi)壁腐蝕比較嚴(yán)重,腐蝕區(qū)域示意見圖2。其中3臺(tái)氣化爐的夾套腐蝕嚴(yán)重,內(nèi)壁減薄并已經(jīng)穿孔,見圖3。
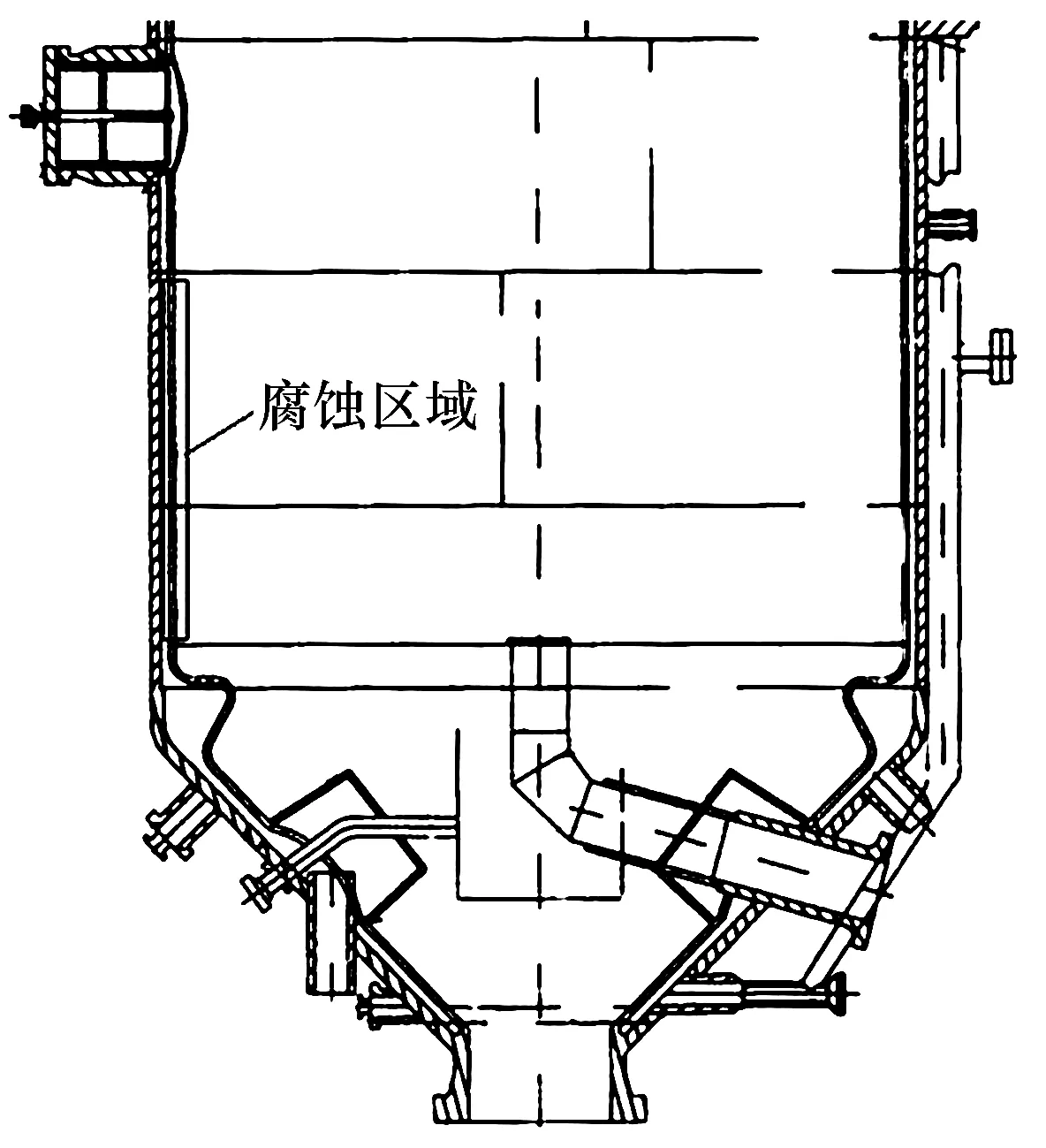
圖2 氣化爐腐蝕區(qū)域示意
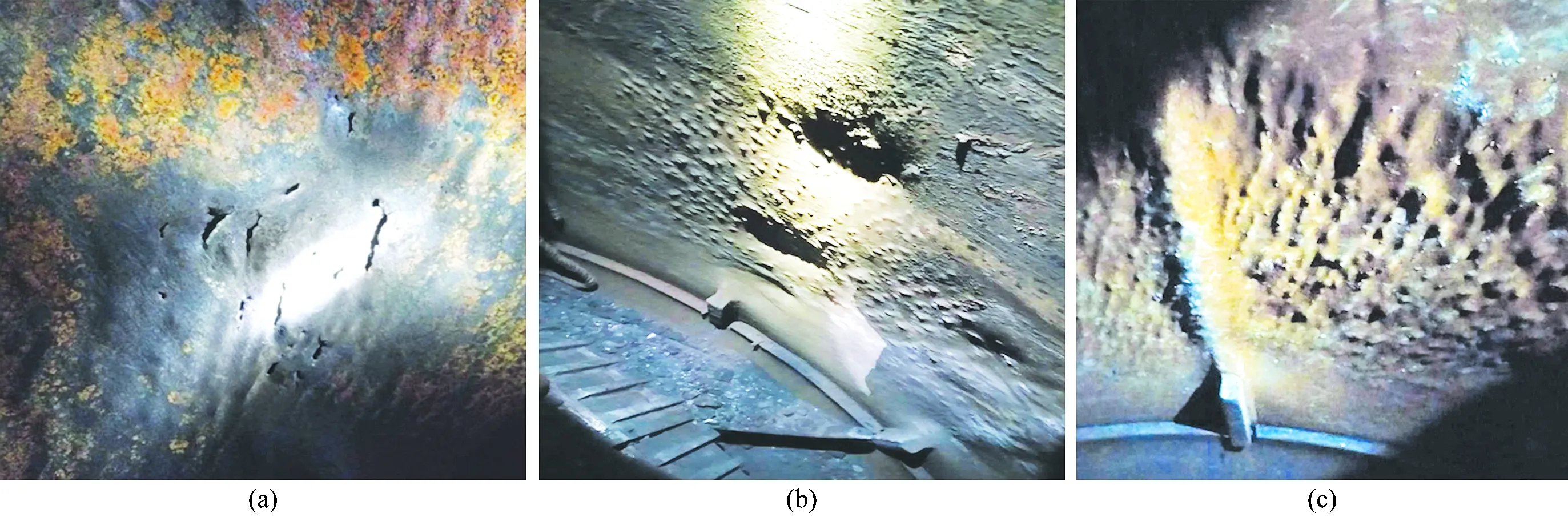
圖3 氣化爐內(nèi)筒腐蝕
3 氣化爐夾套腐蝕機(jī)理
煤制氣項(xiàng)目的氣化爐運(yùn)行環(huán)境惡劣,原料煤中含有大量S和Cl等有害元素,氣化反應(yīng)產(chǎn)生的腐蝕性氣體在高溫高壓條件下對(duì)氣化爐夾套內(nèi)壁造成腐蝕。氣化爐腐蝕是化學(xué)腐蝕和物理腐蝕相互疊加或交替進(jìn)行的結(jié)果,一般而言,腐蝕初期以化學(xué)腐蝕為主,中后期則以物理沖刷腐蝕為主[3]。其中氣化爐化學(xué)腐蝕與原料煤的煤質(zhì)密切相關(guān),煤質(zhì)不同,其腐蝕機(jī)理也不盡相同。
煤質(zhì)化學(xué)成分復(fù)雜,硫、鹵化物和堿金屬含量高,其中,氧化腐蝕、鹵化物腐蝕和硫酸鹽腐蝕是主要因素[3-4]。
3.1 高溫氧化腐蝕
高溫氧化腐蝕是指在高溫條件下,夾套15CrMoR 和Q245R鋼材中的Fe元素與O2、蒸汽反應(yīng)生成鐵的氧化物的一種金屬腐蝕,腐蝕機(jī)理如下:

(1)

(2)
(3)
3.2 鹵化物腐蝕
原料煤中含有Cl元素(見表1),煤在燃燒過(guò)程中會(huì)以金屬氯化物的形式釋放出Cl元素,氯化物易與H2O和SO3反應(yīng)生成硫酸鹽和HCl。高溫情況下,HCl能對(duì)15CrMoR 和Q245R等鐵基鋼材產(chǎn)生腐蝕[5]。以NaCl為例,鹵化腐蝕機(jī)理如下:
(4)
(5)
(6)
3.3 硫酸鹽腐蝕
對(duì)于魯奇氣化爐,硫酸鹽腐蝕是導(dǎo)致夾套內(nèi)壁減薄的主要原因。富含堿金屬硫酸鹽且在SO3分壓相對(duì)較高的情況下,夾套內(nèi)筒的內(nèi)壁金屬表面易形成熔鹽層,促使金屬表面的保護(hù)性氧化物發(fā)生酸助熔。以Na2SO4為例, 硫酸鹽腐蝕機(jī)理如下:
(7)
3.4 物理沖刷腐蝕
伴隨著化學(xué)腐蝕,物理沖刷能加劇腐蝕,加快腐蝕進(jìn)程。由于煤的熱穩(wěn)定性不好,氣化爐爐內(nèi)布?xì)獠痪鶆颍掖置簹庵泻逸^高,氣流流動(dòng)過(guò)程中對(duì)夾套內(nèi)筒的內(nèi)壁形成沖刷、磨蝕,在氣流縱向形成有規(guī)律、均勻的溝槽(見圖3),加速了氣化爐夾套的損壞。
綜上所述,氣化爐夾套腐蝕是多因素共同作用的結(jié)果。針對(duì)新疆20×108m3/a煤制氣項(xiàng)目氣化爐的腐蝕情況及腐蝕區(qū)域分析,可以判斷煤灰中含有較高的Na和SO3是造成夾套腐蝕的主要因素,即堿金屬腐蝕、硫酸鹽腐蝕以及物理沖刷腐蝕是氣化爐夾套腐蝕最主要的原因。
4 氣化爐腐蝕處理方案選擇
氣化爐在運(yùn)行過(guò)程中,多種腐蝕因素及其疊加作用,腐蝕和破壞氣化爐夾套內(nèi)壁。
目前,主要有兩種工程技術(shù)手段控制氣化爐夾套的化學(xué)腐蝕:(1)基礎(chǔ)措施即增強(qiáng)內(nèi)因,如內(nèi)筒采用高性能抗腐蝕的不銹鋼;(2)附加措施即阻隔外因,如在氣化爐夾套內(nèi)筒的碳鋼表面堆焊一定厚度的耐腐蝕材料。采用表面堆焊技術(shù)是目前解決氣化爐夾套化學(xué)腐蝕的主要途徑。
物理沖刷腐蝕主要控制措施:(1)優(yōu)化氣化爐負(fù)荷分配,降低氣體流動(dòng)速率;(2)增設(shè)原料煤篩分系統(tǒng),控制入爐煤粉含量,提高入爐原料煤粒徑[6]。
為了尋找適合實(shí)際燃燒煤質(zhì)的耐腐蝕材料,在氣化爐爐內(nèi)進(jìn)行了三個(gè)月的掛片試驗(yàn),掛片材料分別為0Cr19Ni9(304),Inconel 625和0Cr25Ni20(310S),試驗(yàn)結(jié)果發(fā)現(xiàn),Inconel 625鎳基合金和0Cr25Ni20(310S)高鉻鎳奧氏體不銹鋼材料基本沒有腐蝕,符合工程需要。結(jié)合同類型工程經(jīng)驗(yàn),技術(shù)經(jīng)濟(jì)比較,氣化爐腐蝕處理技術(shù)改造擬采用Inconel 625鎳基合金堆焊處理措施。
Inconel 625鎳基合金為Ni-Cr-Mo合金,含有較高的Cr和Mo,具有優(yōu)良的耐腐蝕、耐高溫氧化等優(yōu)點(diǎn),在石油化工、航空航天和熱交換器等領(lǐng)域廣泛應(yīng)用[7-8]。
5 氣化爐腐蝕處理的工程應(yīng)用
2017年9月,項(xiàng)目開始實(shí)施氣化爐防腐蝕技術(shù)改造,Inconel 625鎳基合金堆焊主要防腐蝕處理技術(shù)如下:
(1)氣化爐內(nèi)筒內(nèi)壁打磨。首先采用風(fēng)動(dòng)工具打磨,其次在腐蝕減薄處采用手工打磨,清理氧化層,露出金屬光澤。
(2)內(nèi)筒內(nèi)壁分段防腐蝕堆焊。內(nèi)筒下部(灰渣區(qū)、氣化區(qū))采用φ1.2 mm的Inconel 625焊絲熔敷3層防腐蝕層,每層防腐蝕層厚度1.6~2.0 mm,3層防腐蝕層總厚度保證大于4.5 mm;內(nèi)筒上部采用φ1.2 mm的Inconel 625焊絲熔敷2層防腐蝕層,每層防腐蝕層厚度1.6~2.0 mm,2層防腐蝕層厚度保證大于3.0 mm。
(3)檢測(cè)與檢驗(yàn)。堆焊完成后,堆焊熔敷層表面按照10點(diǎn)/m2進(jìn)行光譜檢測(cè);超聲波測(cè)厚,厚度偏差±1 mm;每一層堆焊結(jié)束后進(jìn)行100%滲透探傷檢測(cè)。
2017年12月,15臺(tái)氣化爐防腐蝕技術(shù)改造工作全部完成。2018年4—5月對(duì)15臺(tái)氣化爐進(jìn)行了例行檢查,氣化爐夾套內(nèi)壁防腐蝕堆焊層基本完好,符合預(yù)期要求。
6 結(jié)論和建議
(1)魯奇氣化爐夾套內(nèi)壁材料選擇應(yīng)以原料煤的煤質(zhì)為基礎(chǔ),通過(guò)煤質(zhì)資料數(shù)據(jù)分析確定合適的材料及防腐蝕技術(shù)措施。
(2)如果氣化爐實(shí)際運(yùn)行過(guò)程中的原料煤偏離設(shè)計(jì)煤源的煤質(zhì)較大而出現(xiàn)內(nèi)壁腐蝕現(xiàn)象,建議進(jìn)行爐內(nèi)耐腐蝕材料掛片試驗(yàn),尋找抗腐蝕性好、性價(jià)比高的防腐蝕材料。
(3)鹵化物腐蝕、硫酸鹽腐蝕以及物理沖刷腐蝕是該煤制氣項(xiàng)目氣化爐夾套腐蝕減薄的主要原因。在夾套內(nèi)筒的內(nèi)表面堆焊Inconel 625鎳基合金能有效解決氣化爐夾套腐蝕問(wèn)題。
(4)Inconel 625鎳基合金的堆焊技術(shù)工藝十分重要,堆焊熔敷層的焊接效果是影響氣化爐長(zhǎng)周期運(yùn)行的重要因素,堆焊過(guò)程中應(yīng)嚴(yán)格控制焊接質(zhì)量,確保焊接過(guò)程符合技術(shù)要求。
